TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024035214
公報種別
公開特許公報(A)
公開日
2024-03-13
出願番号
2023141016
出願日
2023-08-31
発明の名称
粉末組成物、粉末組成物を用いて粉末床溶融結合方式によって三次元造形物を製造する方法、および三次元造形物
出願人
東レ株式会社
代理人
主分類
B29C
64/153 20170101AFI20240306BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】熱履歴を加えても色調変化が少なく、かつ粉末床溶融結合方式に好適な高い流動性を維持できる粉末組成物を得る方法を提供する。
【解決手段】(A)D50粒子径1μm~100μm、真球度80以上の熱可塑性樹脂粉末および(B)D50粒子径10nm~1000nmである着色剤0.05重量%以上5重量%以下が混合された粉末組成物であって、L値が70以下である粉末組成物。
【選択図】なし
特許請求の範囲
【請求項1】
(A)D50粒子径1μm~100μm、真球度80以上の熱可塑性樹脂粉末および(B)D50粒子径10nm~1000nmである着色剤0.05重量%以上5重量%以下が混合された粉末組成物であって、L値が70以下である粉末組成物。
続きを表示(約 620 文字)
【請求項2】
粉末組成物のD50粒子径が1μm~100μmであることを特徴とする請求項1に記載の粉末組成物。
【請求項3】
安息角が40度以下であることを特徴とする請求項1に記載の粉末組成物。
【請求項4】
粉末組成物100重量%に対して、強化フィラー5重量%以上60重量%以下を含むことを特徴とする請求項1記載の粉末組成物。
【請求項5】
前記熱可塑性樹脂粉末を構成する熱可塑性樹脂がポリアミドである請求項1に記載の粉末組成物。
【請求項6】
前記着色剤がカーボンブラックであることを特徴とする請求項1記載の粉末組成物。
【請求項7】
前記粉末組成物が三次元造形用である請求項1に記載の粉末組成物。
【請求項8】
前記着色剤のL値が0以上20以下である請求項1に記載の粉末組成物。
【請求項9】
(A)D50粒子径1μm~100μm、真球度80以上の熱可塑性樹脂粉末および(B)D50粒子径10nm~1000nmである着色剤0.05重量%以上5重量%以下を粉体混合する請求項1~8のいずれかに記載の粉末組成物の製造方法。
【請求項10】
前記粉体混合を、前記熱可塑性樹脂粉末を構成する熱可塑性樹脂の融点よりも20℃以上低い温度で行う請求項9に記載の粉末組成物の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、着色剤を添加した粉末組成物、粉末組成物の製造方法および、その粉末組成物を用いて三次元造形を行う三次元造形物、三次元造形物の製造方法に関するものである。
続きを表示(約 3,700 文字)
【背景技術】
【0002】
三次元造形物を得る造形方式の一つとして粉末床溶融結合方式が知られている。粉末床溶融結合方式による造形は、原料として一般的に金属粉末や熱可塑性樹脂粉末が使用される。原料粉末が敷き詰められた造形層に選択的にレーザー光を照射させることで原料を溶融させる工程と、原料粉末を供給槽から造形槽に掃引して薄層に積層させる工程を繰り返す造形方式で、造形後に放冷させることで三次元造形物が得られる。粉末床溶融結合方式用の特徴としては、選択的にレーザー光を照射できる点や、サポート部材を必要としないことから精密造形に適しており、精密機械や医療機器そのほか、寸法精度が求められる材料としての活用が期待できる。
【0003】
粉末床溶融結合方式では寸法精度を目的として、原料粉末の特性が変化しない範囲内でできるだけ造形温度を高める特徴がある。熱可塑性樹脂粉末は、特に高温条件下では色味が変化しやすい特性がある。そのため、熱可塑性樹脂では特許文献1のようにプラスチックの耐光性向上、内容物の保護のほか、熱履歴による色の変化の抑制の目的でカーボンブラックなどの着色剤を添加させる技術が開示されている。また、特許文献2ではカーボンブラックを内包するポリアミド粒子の製造方法について開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2022-55023号公報
国際公開第2016/104140号
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明の課題は、熱履歴を加えても色調変化が少なく、かつ粉末床溶融結合方式に好適な高い流動性を維持できる熱可塑性樹脂粉末を得ることである。特許文献1は粉末床溶融結合方式用途ではなく、これを粉末状に加工した場合にも粉末床溶融結合方式に好適な流動性とすることが困難であった。特許文献2では、ポリアミド微粒子にカーボンブラックを内包させた三次元造形用粉末を得ており、真球形状によって良好な流動性を有し、内包させることでカーボンブラックの凝集や分離を防ぐことができることを特徴とする。一方で、粉末床溶融結合方式に適用させて熱履歴が加わった後には、流動性が低下する課題があった。
【0006】
そこで、本発明は、真球度の高いポリアミド微粒子と着色剤を粉体混合した粉末組成物とすることで良流動性を示し、該粉末組成物を粉末床溶融結合方式に適用させて熱履歴が加わった後にも優れた流動性を有し、かつ色味が変化しない粉末組成物の提供を目的とするものである。
【課題を解決するための手段】
【0007】
上記課題を解決するために、本発明は次の構成を有する。
<1>(A)D50粒子径1μm~100μm、真球度80以上の熱可塑性樹脂粉末および(B)D50粒子径10nm~1000nmである着色剤0.05重量%以上5重量%以下が混合された粉末組成物であって、L値が70以下である粉末組成物。
<2>粉末組成物のD50粒子径が1μm~100μmであることを特徴とする<1>に記載の粉末組成物。
<3>安息角が40度以下であることを特徴とする<1>または<2>に記載の粉末組成物。
<4>粉末組成物100重量%に対して、強化フィラー5重量%以上60重量%以下を含むことを特徴とする<1>~<3>のいずれかに記載の粉末組成物。
<5>前記熱可塑性樹脂粉末を構成する熱可塑性樹脂がポリアミドである<1>~<4>のいずれかに記載の粉末組成物。
<6>前記着色剤がカーボンブラックであることを特徴とする<1>~<5>のいずれかに記載の粉末組成物。
<7>前記粉末組成物が三次元造形用である<1>~<6>のいずれかに記載の粉末組成物。
<8>前記着色剤のL値が0以上20以下である<1>~<7>のいずれかに記載の粉末組成物。
<9>(A)D50粒子径1μm~100μm、真球度80以上の熱可塑性樹脂粉末および(B)D50粒子径10nm~1000nmである着色剤0.05重量%以上5重量%以下を粉体混合する<1>~<8>のいずれかに記載の粉末組成物の製造方法。
<10>前記粉体混合を、前記熱可塑性樹脂粉末を構成する熱可塑性樹脂の融点よりも20℃以上低い温度で行う<9>に記載の粉末組成物の製造方法。
<11>前記粉体混合が手作業による混合、容器回転型混合機による混合、容器固定型混合機による混合のいずれかの混合である<9>または<10>に記載の粉末組成物の製造方法。
<12><1>~<8>のいずれかに記載の粉末組成物を用いて粉末床溶融結合方式で三次元造形を行う三次元造形物の製造方法。
<13>粉末床溶融結合方式によって得られる三次元造形物であって、少なくとも(A)熱可塑性樹脂100重量%に対して、(B)D50粒子径10nm~1000nmである着色剤0.05重量%以上5重量%以下を含み、表面粗度が20μm以下、L値が70以下である三次元造形物。
<14>三次元造形物100重量%に対して、強化フィラー5重量%以上60重量%以下をさらに含む<13>に記載の三次元造形物。
【発明の効果】
【0008】
本発明によれば、真球度の高いポリアミド微粒子と着色剤を含む粉末組成物であって、良流動性を示し、該粉末組成物を粉末床溶融結合方式に適用させて熱履歴が加わった後にも優れた流動性を有し、かつ色味が変化しない粉末組成物を得ることができる。また、粉末組成物の着色剤として特にカーボンブラックを用いることで、流動性の改善効果に優れると分かり、さらに流動助剤の使用を減らすことができ、三次元造形物の機械特性が向上する効果が発現した。
【図面の簡単な説明】
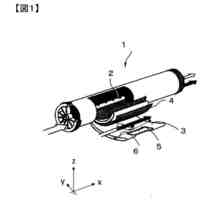
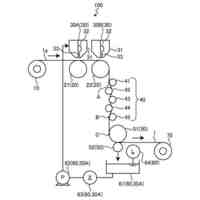
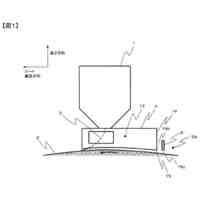
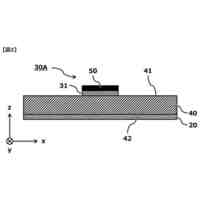
【0009】
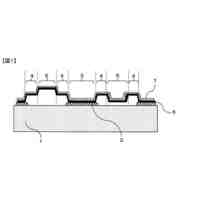
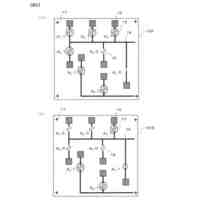
本発明における三次元造形物の製造装置の一例を示す模式図である。
【発明を実施するための形態】
【0010】
本発明における熱可塑性樹脂は、粉末床溶融結合方式によって三次元造形物を製造するのに適した熱可塑性樹脂であり、ポリエチレン、ポリプロピレン、ポリエステル、ポリアミド、ポリフェニレンサルファイド、ポリエーテルエーテルケトン、ポリエーテルイミド、ポリアミドイミド、ポリエーテルスルホン、ポリテトラフルオロエチレンまたはそれらの混合物などが挙げられる。得られる三次元造形物が耐熱性に優れ、また、融点と結晶化温度の差が明確で造形性、再現性に優れるという点でポリエステル、ポリアミド、ポリフェニレンサルファイドが好ましく、粉末床溶融結合方式による最適な造形温度領域の点からポリアミドがより好ましい。かかるポリアミドの具体例として、ポリカプロアミド(ポリアミド6)、ポリウンデカアミド(ポリアミド11)、ポリラウロアミド(ポリアミド12)、ポリヘキサメチレンアジパミド(ポリアミド66)、ポリデカメチレンセバカミド(ポリアミド1010)、ポリドデカメチレンセバカミド(ポリアミド1012)、ポリドデカメチレンドデカミド(ポリアミド1212)、ポリヘキサメチレンセバカミド(ポリアミド610)、ポリヘキサメチレンドデカミド(ポリアミド612)、ポリデカメチレンアジパミド(ポリアミド106)、ポリドデカメチレンアジパミド(ポリアミド126)、ポリヘキサメチレンテレフタルアミド(ポリアミド6T)、ポリデカメチレンテレフタルアミド(ポリアミド10T)、ポリドデカメチレンテレフタルアミド(ポリアミド12T)、ポリカプロアミド/ポリヘキサメチレンアジパミド共重合体(ポリアミド6/66)、ポリカプロアミド/ポリラウロアミド共重合体(6/12)などが挙げられる。中でも、真球形状に制御し易い点から好ましくは、ポリカプロアミド(ポリアミド6)、ポリウンデカアミド(ポリアミド11)、ポリラウロアミド(ポリアミド12)、ポリヘキサメチレンアジパミド(ポリアミド66)、ポリデカメチレンセバカミド(ポリアミド1010)、ポリドデカメチレンセバカミド(ポリアミド1012)、ポリドデカメチレンドデカミド(ポリアミド1212)、ポリヘキサメチレンセバカミド(ポリアミド610)、ポリヘキサメチレンドデカミド(ポリアミド612)などが挙げられる。また、この中でも、造形物の耐熱性の点では、ポリカプロアミド(ポリアミド6)、ポリヘキサメチレンアジパミド(ポリアミド66)、ポリヘキサメチレンセバカミド(ポリアミド610)、ポリヘキサメチレンドデカミド(ポリアミド612)、ポリカプロアミド/ポリヘキサメチレンアジパミド共重合体(ポリアミド6/66)、ポリカプロアミド/ポリラウロアミド共重合体(6/12)が特に好ましく、ポリカプロアミド(ポリアミド6)、ポリヘキサメチレンアジパミド(ポリアミド66)が最も好ましい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
人工皮革
18日前
東レ株式会社
積層フィルム
11日前
東レ株式会社
積層フィルム
11日前
東レ株式会社
積層フィルム
24日前
東レ株式会社
フロントグリル
11日前
東レ株式会社
分離膜エレメント
20日前
東レ株式会社
分離膜エレメント
19日前
東レ株式会社
多層積層フィルム
24日前
東レ株式会社
有機EL表示装置
27日前
東レ株式会社
ポリアミド樹脂組成物
27日前
東レ株式会社
シート、及び樹脂組成物
4日前
東レ株式会社
芳香族ポリアミドフィルム
4日前
東レ株式会社
人工皮革およびその製造方法
18日前
東レ株式会社
ポリエステル組成物の製造方法
19日前
東レ株式会社
センサー素子及びガスセンサー
18日前
東レ株式会社
スラリー含浸シートの製造装置
1か月前
東レ株式会社
二軸配向ポリオレフィンフィルム
24日前
東レ株式会社
多孔質中空糸膜およびその製造方法
20日前
東レ株式会社
ポリエステルコポリマーの製造方法
20日前
東レ株式会社
パターン上に塗布した液滴の検査方法
18日前
東レ株式会社
プリプレグおよび炭素繊維強化複合材料
18日前
東レ株式会社
血液浄化材料及び血液浄化材料の製造方法
18日前
東レ株式会社
感光性樹脂組成物、硬化物および表示装置
19日前
東レ株式会社
無線機器およびそれを含む無線通信システム
19日前
東レ株式会社
二軸配向ポリエステルフィルムおよびその製造方法
21日前
東レ株式会社
二軸配向ポリエステルフィルムおよびその製造方法
6日前
東レ株式会社
樹脂シートの製造装置および樹脂シートの製造方法
5日前
東レ株式会社
フレキソ印刷版原版およびフレキソ印刷版の製造方法
18日前
東レ株式会社
印刷物の製造方法および活性エネルギー線硬化型インキ
27日前
東レ株式会社
液晶ポリエステル樹脂組成物およびそれからなる成形品
1か月前
東レ株式会社
エポキシ樹脂組成物、プリプレグおよび繊維強化複合材料
24日前
東レ株式会社
組成物、硬化物、素子、アンテナ、及び硬化物の製造方法
1か月前
東レ株式会社
ポリアリーレンスルフィド繊維およびそれからなる不織布
18日前
東レ株式会社
情報処理方法、情報処理プログラムおよび情報処理システム
26日前
東レ株式会社
スパンボンド不織布、ならびに、これを用いてなる衛生材料
1か月前
東レ株式会社
ポリオレフィン微多孔膜、電池用セパレータおよび二次電池
20日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ