TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2023170963
公報種別
公開特許公報(A)
公開日
2023-12-01
出願番号
2022083096
出願日
2022-05-20
発明の名称
グルア装置、及びグルア装置用の搬送補助装置
出願人
株式会社ISOWA
代理人
弁理士法人ネクスト
主分類
B31B
50/62 20170101AFI20231124BHJP(紙,板紙または紙と同様の方法で加工される材料からなる物品の製造;紙,板紙または紙と同様の方法で加工される材料の加工)
要約
【課題】接触式グルーガンによる被接着部の遅延を低減できるグルア装置、及びグルア装置用の搬送補助装置を提供すること。
【解決手段】フォルダグルア1は、糊付け装置14によって、段ボールシートSSの糊代部GSに糊を塗布する。段ボールシートSSは、糊代部GSを設けられた第1パネルP1と、第1パネルP1と接続部CN1を介して接続される第2パネルP2を有する。フォルダグルア1の下方搬送ベルト48Aは、第2パネルP2に接触し、第2パネルP2を搬送方向PDへ搬送する。また、フォルダグルア1の搬送補助装置49は、糊付け装置14と糊代部GSとの接触時において、第1パネルP1に接触し、第1パネルP1を搬送方向PDに搬送する。
【選択図】図7
特許請求の範囲
【請求項1】
段ボールシートの被接着部に接着剤を塗布するグルア装置であって、
前記段ボールシートは、
前記被接着部に前記接着剤を塗布された後に、非折り曲げパネルに対して折り曲げられる折り曲げパネルを有し、
前記被接着部は、
前記折り曲げパネルに設けられ、
前記折り曲げパネルは、
接続部を接続され、
前記接続部は、
前記非折り曲げパネルと前記折り曲げパネルを接続し、
前記グルア装置は、
前記非折り曲げパネルに接触し、前記非折り曲げパネルを搬送方向へ搬送する第1搬送装置と、
前記被接着部に接触して前記接着剤を塗布する塗布装置と、
前記塗布装置と前記被接着部との接触時において、前記折り曲げパネルに接触し、前記折り曲げパネルを前記搬送方向に搬送する第2搬送装置と、
を備えるグルア装置。
続きを表示(約 1,700 文字)
【請求項2】
前記第1搬送装置は、
前記非折り曲げパネルの下面に接触し、前記非折り曲げパネルを第1速度で前記搬送方向へ搬送し、
前記第2搬送装置は、
前記非折り曲げパネルの平面に平行で且つ前記搬送方向とは直交する幅方向において、前記塗布装置と互いに対向する位置に配置され、前記第1速度と同一速度で、前記折り曲げパネルを前記搬送方向へ搬送する、請求項1に記載のグルア装置。
【請求項3】
前記第2搬送装置は、
駆動源の駆動に応じて回転する第1回転部材と、
前記グルア装置の支持フレームに取り付けられる支持部材と、
前記支持部材に対して回転可能に取り付けられる第2回転部材と、
前記第1回転部材及び前記第2回転部材に巻回され、前記折り曲げパネルの下面に接触し、前記駆動源の駆動に基づいて回転して前記折り曲げパネルを前記搬送方向へ搬送するベルトと、
を有する、請求項1又は請求項2に記載のグルア装置。
【請求項4】
前記第1搬送装置は、
前記駆動源と、
前記駆動源の駆動に基づいて回転する駆動用回転部材と、
前記駆動用回転部材に巻回され、前記非折り曲げパネルの下面に接触し、前記駆動源の駆動に基づいて回転して前記非折り曲げパネルを搬送方向へ搬送する駆動用ベルトと、
を有し、
前記第1回転部材は、
前記駆動用回転部材と連結され、前記駆動用回転部材とともに一体的に回転する、請求項3に記載のグルア装置。
【請求項5】
前記第2搬送装置は、
前記第1回転部材の回転軸の軸方向において、前記第1回転部材と前記駆動用回転部材との間に配置されるカラーと、
前記駆動用回転部材に対して前記第1回転部材を固定する締結部材と、
を有し、
前記接続部は、
前記カラーの上方において前記搬送方向に搬送される、請求項4に記載のグルア装置。
【請求項6】
前記第2搬送装置は、
前記駆動源を有し、
前記駆動源は、
前記塗布装置が取り付けられる塗布装置用フレームに取り付けられ、
前記第2搬送装置は、
前記非折り曲げパネルの平面に平行で且つ前記搬送方向とは直交する幅方向において、前記折り曲げパネルにおける前記被接着部の近傍部分に接触し前記折り曲げパネルを前記搬送方向に搬送する、請求項3に記載のグルア装置。
【請求項7】
上下方向において前記第2搬送装置と対向する位置に配置され、前記第2搬送装置との間に前記折り曲げパネルを挟んで、前記折り曲げパネルを前記搬送方向へ案内する案内装置を、さらに備える、請求項1に記載のグルア装置。
【請求項8】
前記案内装置は、
案内用支持部材と、
前記案内用支持部材に対し、回転可能に取り付けられる複数のベルト用回転部材と、
複数の前記ベルト用回転部材に巻回される案内用ベルトと、
前記折り曲げパネルに接触する接触位置と、前記折り曲げパネルと離間する離間位置とに、前記案内用ベルトを配置させる移動装置と、
を有する請求項7に記載のグルア装置。
【請求項9】
前記案内装置は、
前記案内用ベルトを回転させる案内用駆動源を有し、
前記案内用駆動源は、
前記第2搬送装置が前記折り曲げパネルを前記搬送方向に搬送する速度と同一速度で前記案内用ベルトを回転させる、請求項8に記載のグルア装置。
【請求項10】
前記案内装置は、
案内用支持部材と、
前記案内用支持部材に対し、回転可能に取り付けられる案内用回転部材と、
前記折り曲げパネルに前記案内用回転部材を接触させる接触位置と、前記折り曲げパネルと前記案内用回転部材とが離間する離間位置とに、前記案内用支持部材を移動させる移動装置と、
を有する、請求項7に記載のグルア装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、段ボールシートに接着剤を塗布するグルア装置における段ボールシートの搬送技術に関するものである。
続きを表示(約 3,100 文字)
【背景技術】
【0002】
従来、段ボールシートの製函機では、例えば、製函ラインを流れる段ボールシートに対し、印刷や溝切などの加工を実行した後、接着剤を塗布し折り曲げて接着する。接着剤としては、例えば、酢酸ビニル樹脂系接着剤を用いることができる。下記特許文献1には、製函ラインを走行する段ボールシートの糊代部に糊を塗布する技術について記載されている。特許文献1の技術では、接触式のグルーガンを用いて糊代部に糊を吐出し糊付けを実行している。
【先行技術文献】
【特許文献】
【0003】
特開2010-52211号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
接触式グルーガンは、糊代部に接触しながら糊を吐出することで、非接触式のグルーガンに比べて、安定して糊代部に糊を塗布できる。一方で、接触式グルーガンは、糊代部と接触することで、糊代部に対し搬送方向に抗する摩擦力を発生させる。このため、糊代部の搬送速度が、他の部分に比べて遅れる虞がある。接触式グルーガンから1つの糊代部に対して糊を吐出する時間は、段ボールシートの搬送速度に応じて糊代部と接触式グルーガンとが接触しているであろうと予測される所定時間を設定できる。しかしながら、糊代部は、搬送方向に対する遅延が発生することで、搬送方向における後方側の部分の糊付けが不十分となる、あるいは後方側に糊を塗布されない状態となる。その結果、折り曲げて接着しても接着が不十分となる虞がある。
【0005】
特に、上記した搬送の遅延は、段ボールシートの箱深さがより浅いほど、増大する虞がある。例えば、引用文献1に示されるような、糊代部を設けた第1パネルと、その第1パネルと隣り合う第2パネルを接続する接続部において、搬送方向における寸法が短くなるほど、即ち、箱深さが浅くなるほど、接続部の断面2次モーメントが小さくなる。第2パネルの下面に搬送装置のベルトを接触させて搬送しつつ、接触式グルーガンによる糊付けを実行した場合、第1パネルは、糊代部に発生する摩擦力によって搬送方向の後方側へと傾く。箱深さが浅くなり断面2次モーメントがより小さくなると、傾きが増大し遅延が増大する虞がある。さらに、搬送装置によって搬送される第2パネル側を支点と考えた場合、搬送方向に直交する幅方向における第1パネルの長さが長くなればなるほど、より大きなモーメントが糊代部に発生し、遅延が増大する虞がある。
【0006】
本発明は、上述した問題点を解決するためになされたものであり、接触式グルーガンによる被接着部の遅延を低減できるグルア装置、及びグルア装置用の搬送補助装置を提供することを目的とする。
【課題を解決するための手段】
【0007】
本明細書は、段ボールシートの被接着部に接着剤を塗布するグルア装置であって、前記段ボールシートは、前記被接着部に前記接着剤を塗布された後に、非折り曲げパネルに対して折り曲げられる折り曲げパネルを有し、前記被接着部は、前記折り曲げパネルに設け
られ、
前記折り曲げパネルは、接続部を接続され、前記接続部は、前記非折り曲げパネルと前記折り曲げパネルを接続し、前記グルア装置は、前記非折り曲げパネルに接触し、前記非折り曲げパネルを搬送方向へ搬送する第1搬送装置と、前記被接着部に接触して前記接着剤を塗布する塗布装置と、前記塗布装置と前記被接着部との接触時において、前記折り曲げパネルに接触し、前記折り曲げパネルを前記搬送方向に搬送する第2搬送装置と、を備えるグルア装置を開示する。
尚、本発明は、グルア装置としての実施に限らず、例えば、グルア装置に取り付け可能な搬送補助装置として実施しても極めて有益である。
【発明の効果】
【0008】
本発明のグルア装置、グルア装置用の搬送補助装置によれば、接触式グルーガンによる被接着部の遅延を低減できる。
【図面の簡単な説明】
【0009】
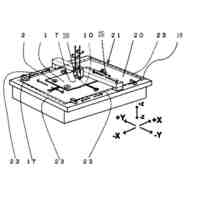
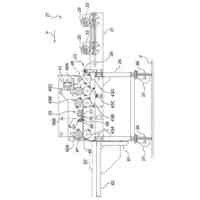
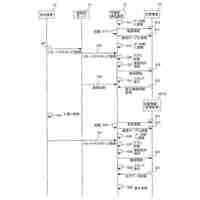
第1実施例に係るフォルダグルア1の正面図であり、全体構成を示す模式図。
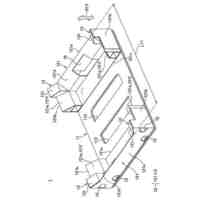
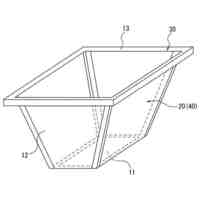
第1実施例に係るフォルダグルア1に搬入される段ボールシートSSを示す図。
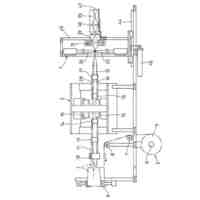
上方支持フレーム20A、20B及び下方支持フレーム22A、22Bを移動させる移動機構を示す平面図。
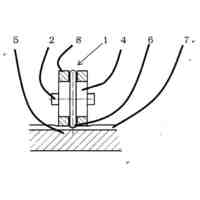
糊付け装置14を後方側から見た側面を示す模式図。
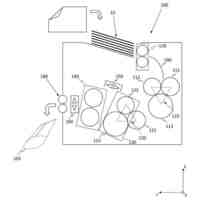
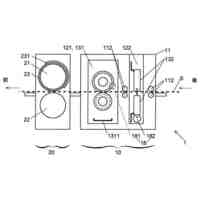
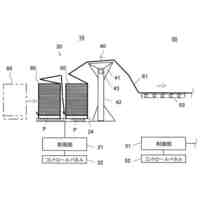
段ボールシートSS、糊付け装置14、搬送補助装置49、第1折り曲げステーション10を平面視した模式図。
上方支持フレーム20A及び下方支持フレーム22Aの前面図。
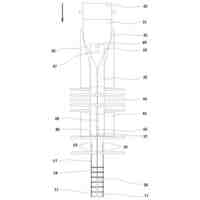
案内装置51及び搬送補助装置49の正面図。
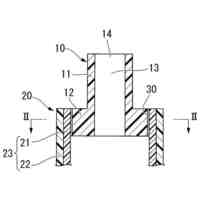
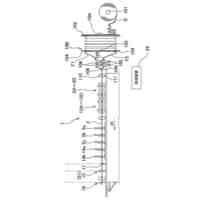
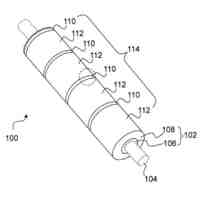
搬送補助装置49のメインプーリ121を上方から見た平面図。
図7の搬送補助装置49を左右方向から見た側面図。
図7を左右方向から見た側面図。
案内装置51を左右方向から見た側面図であって、プーリ155の位置の側面図であり、接触位置と、離間位置との状態を示す図。
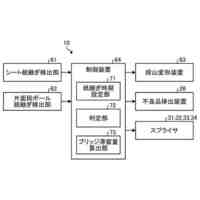
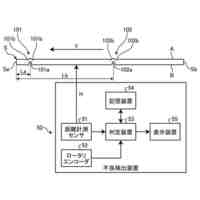
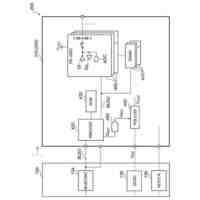
フォルダグルア1の電気的構成を示すブロック図。
第2実施例に係わる案内装置201及び搬送補助装置49の正面図。
図13の案内装置201を左右方向から見た側面図。
第3実施例に係わる、段ボールシートSS、糊付け装置14、搬送補助装置205、第1折り曲げステーション10を平面視した模式図。
第4実施例に係わる案内装置209及び搬送補助装置49の正面図。
【発明を実施するための形態】
【0010】
以下、本発明のグルア装置を具体化した一実施例である第1実施例のフォルダグルアについて、図面を参照しつつ説明する。
(第1実施例)
図1は、第1実施例のフォルダグルア1の正面図を模式的に示している。フォルダグルア1は、例えば、段ボールシート製函機の一部に組み込まれる装置である。フォルダグルア1は、その段ボールシート製函機において印刷及び溝切りなどの加工が施された段ボールシートを受け取り、受け取った段ボールシートに対して糊付けを実行した後、段ボールシートを折り曲げることにより、箱状(組み立て前)の段ボールである箱体を形成する。段ボールシート製函機は、例えば、フレキソ印刷機などの印刷装置、クリーザ、及びスロッタなどの加工装置を備え、シート給送装置から順次給送される段ボールシートに、印刷、罫線入れ、及び溝切りなどの加工を施す機能を有している。これらの段ボールシート製
函機が有する機能及び機能を実現する構成としては、例えば、特許第3652429号公報に開示された構成を採用することができる。段ボールシート製函機のスロッタなどの加工装置は、段ボールシートが搬送される搬送方向PD(図1参照)において、フォルダグルア1の搬入側に配置される。フォルダグルア1により形成された箱体は、特許第3652429号公報に開示されるようなカウンタエジェクタ機に向って搬出され、所定枚数のシートがバッチシートブロック(シート集積体)として排出される。以下の説明では、図1に示すように、フォルダグルア1(段ボールシート製函機)を正面から見た方向を基準として、例えば、フォルダグルア1の設置面に垂直な方向を上下方向、設置面に平行で各機械が並ぶ方向を左右方向、上下方向及び左右方向に垂直な方向を前後方向と称して説明する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
サンテクス株式会社
罫線加工機
4か月前
サンテクス株式会社
罫線加工機ローラー
4か月前
株式会社ホニック
折り畳み接合検査方法
1か月前
大宝製袋株式会社
底ガゼット付き袋体の製造方法
2か月前
株式会社リコー
シート処理装置及び画像形成装置
5か月前
株式会社上田紙工機
スリップシート折り曲げ機
4か月前
ザ・パック株式会社
折曲げ治具及び折曲げ方法
1か月前
東洋製罐株式会社
パウチ製造方法およびパウチ製造装置
3か月前
藤森工業株式会社
包装容器の製造方法および製造装置
1か月前
株式会社ユウコス
罫線入りシート製造装置
1か月前
株式会社ISOWA
可搬型通信装置、及び通信システム
1か月前
日本製紙株式会社
フランジ付紙トレーの製造方法及び製造装置
1か月前
ジオパック株式会社
ガス抜き袋体の製造方法
3か月前
三菱重工機械システム株式会社
段ボールシートの製造装置および方法
5か月前
TOPPANホールディングス株式会社
複合容器の製造方法及び複合容器用の紙複合原反
2か月前
株式会社New IWASHO
製袋機
1か月前
全利機械股分有限公司
ふわふわした多層織物製品を作り出すためのエンボス加工装置
1か月前
三菱重工機械システム株式会社
段ボールシートの不良検出装置および方法並びに製函機
2か月前
五洋紙工株式会社
配送ラベル用原反を作製するための加圧ロール、およびそれを用いた配送ラベル用原反の製造方法
4か月前
株式会社TANAX
段ボールシート送り出し装置
1か月前
レンゴー株式会社
紙製緩衝材の製造装置、および紙製緩衝材の製造方法
2か月前
日本製紙クレシア株式会社
ロール状ペーパータオル及びロール状ペーパータオルの製造方法
1か月前
株式会社FHアライアンス
空調換気システム
2か月前
サノフィ・バイオテクノロジー
心血管リスクを低減するためのPCSK9阻害剤の使用
2か月前
東京海上日動火災保険株式会社
事故情報表示装置、事故情報表示方法及びプログラム
4か月前
東京海上日動火災保険株式会社
事故情報表示装置、事故情報表示方法及びプログラム
2か月前
株式会社アドバンテスト
自動試験装置およびそのインタフェース装置
4か月前
ラクトバイオ アー/エス
菌株、組成物および使用方法
3か月前
ハーヴェー ハイドローリック エスイー
油圧弁装置
3か月前
温州医科大学附属第二医院、温州医科大学附属育英儿童医院
大腸がん血清バイオマーカーとしての成長ホルモンの使用
2か月前
ソニーセミコンダクタソリューションズ株式会社
受信装置及び受信方法
3か月前
シャープ株式会社
受信装置、放送システム、および、受信方法
5か月前
ソニーセミコンダクタソリューションズ株式会社
データ処理装置、及び、データ処理方法
4か月前
ヒロテック株式会社
ISDB-T変調器およびその時間インターリーブ処理方法
1か月前
ヒロテック株式会社
ISDB-T変調器およびその時間インターリーブ処理方法
1か月前
日本放送協会
送信装置、受信装置及びプログラム
4か月前
続きを見る
他の特許を見る











 特許ウォッチ
特許ウォッチ