TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2023043069
公報種別
公開特許公報(A)
公開日
2023-03-28
出願番号
2021150566
出願日
2021-09-15
発明の名称
ウォームホイール、ウォームホイールの製造方法、ウォーム減速機および環状の芯金の製造方法
出願人
日本精工株式会社
代理人
弁理士法人酒井国際特許事務所
主分類
F16H
55/22 20060101AFI20230320BHJP(機械要素または単位;機械または装置の効果的機能を生じ維持するための一般的手段)
要約
【課題】芯金の径方向外側端部に樹脂ギヤを射出成形してウォームホイールを製造する場合に、成形不良の発生がより少ない、ウォームホイール、ウォームホイールの製造方法、ウォーム減速機および環状の芯金の製造方法を提供すること。
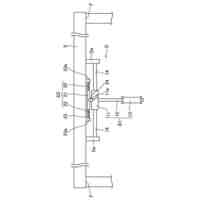
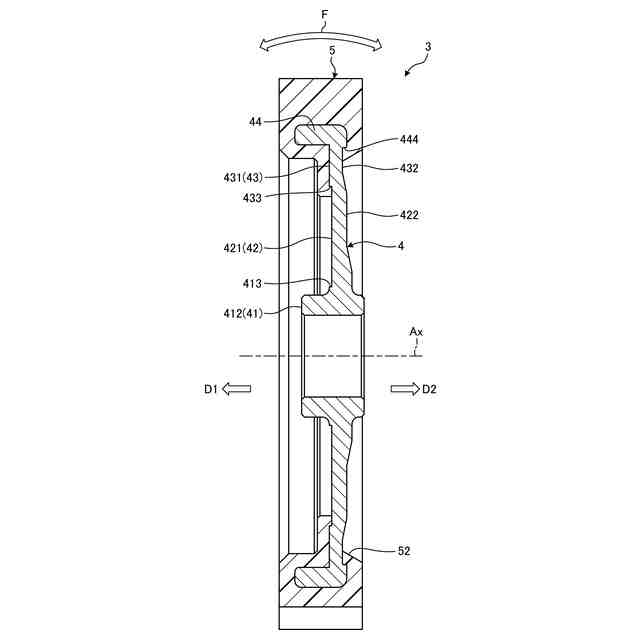
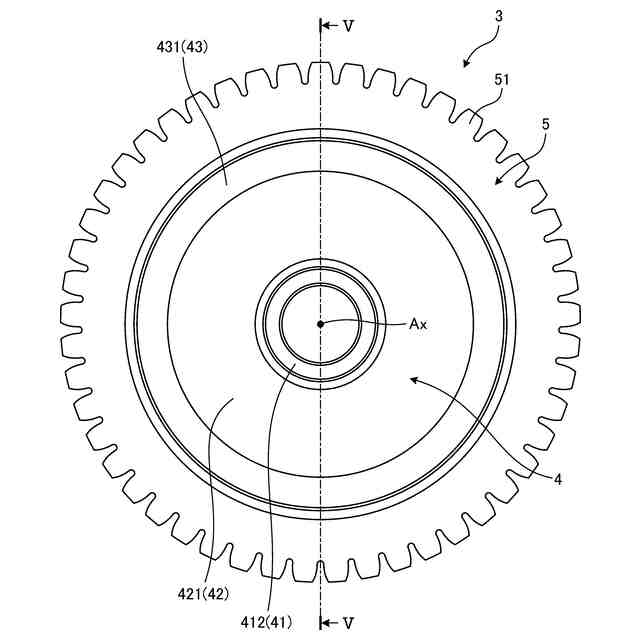
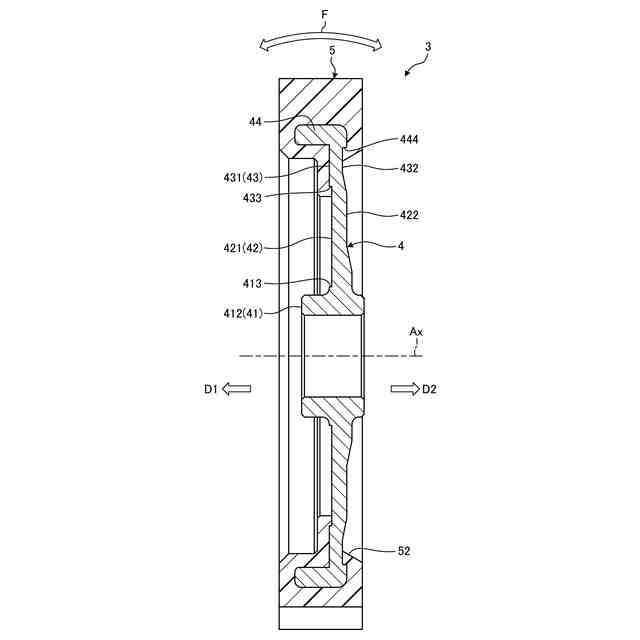
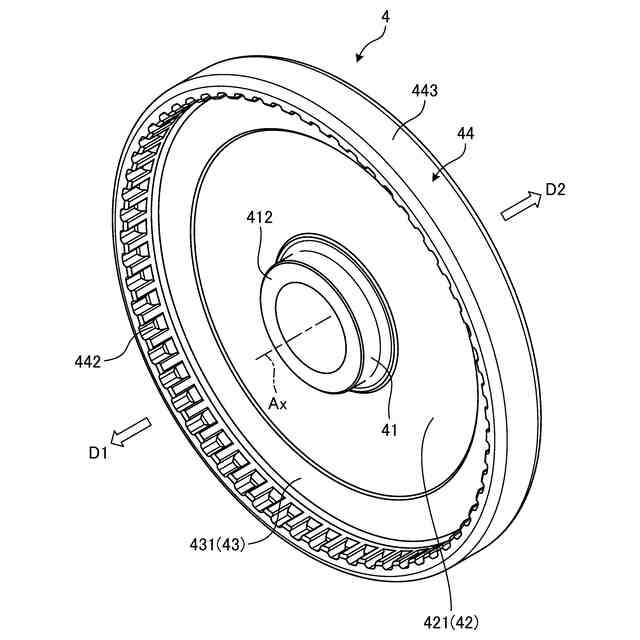
【解決手段】ウォームホイールは、第1環状部と、第1環状部の径方向外側に位置する第2環状部と、第2環状部の径方向外側に位置する環状の芯金と、第3環状部に取り付けられる樹脂ギヤとを備える。第1環状部には、環状の第1平面部が設けられ、第2環状部には、第2平面部が設けられ、第3環状部には、第1平面部よりも軸方向の他方側に位置する環状の第3平面部が設けられる。第2平面部は、金型の当接部位が当接可能であり、中心軸に直交する径方向に沿って延びる。
【選択図】図5
特許請求の範囲
【請求項1】
中心軸の軸回りの周方向に延び、且つ、内周にシャフト挿入孔が貫通して設けられる第1環状部と、前記第1環状部の径方向外側に位置し、且つ、前記周方向に延びる第2環状部と、前記第2環状部の径方向外側に位置し、且つ、前記周方向に延びる第3環状部と、を有する環状の芯金と、
前記第3環状部に取り付けられ、且つ、前記周方向に沿って延びる樹脂ギヤと、を備え、
前記第2環状部における軸方向の一方側には、環状の第2平面部が設けられ、
当該第2平面部は、前記中心軸に直交する径方向に沿って延びる、
ウォームホイール。
続きを表示(約 1,900 文字)
【請求項2】
前記第2平面部は、機械加工された平面である、
請求項1に記載のウォームホイール。
【請求項3】
前記第1環状部における軸方向の一方側には、環状の第1平面部が設けられ、
前記第3環状部における軸方向の一方側には、前記第1平面部よりも軸方向の他方側に位置する環状の第3平面部が設けられ、
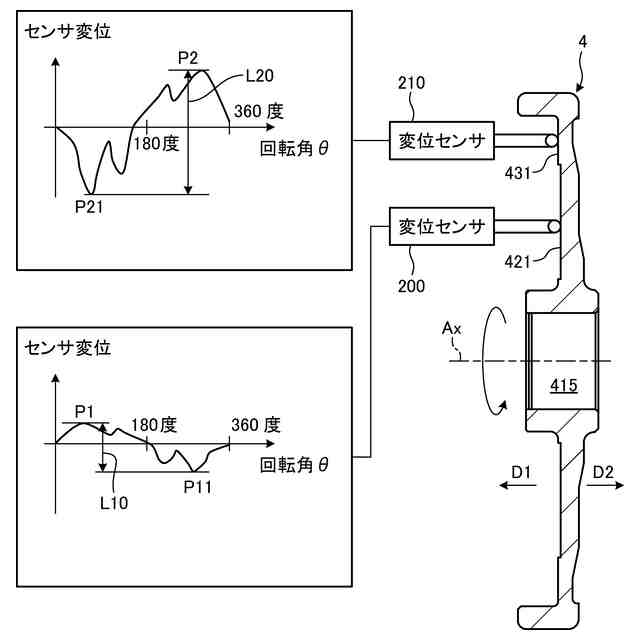
前記芯金を前記中心軸の軸回りに1回転させた場合に、前記第2平面部の最も軸方向の一方側の軸方向位置と最も軸方向の他方側の軸方向位置との軸方向に沿った距離である第1変動距離は、
前記芯金を前記中心軸の軸回りに1回転させた場合に、前記第3平面部の最も軸方向の一方側の軸方向位置と最も軸方向の他方側の軸方向位置との軸方向に沿った距離である第2変動距離よりも小さい、
請求項1または2に記載のウォームホイール。
【請求項4】
前記第2環状部における軸方向の他方側には、環状の第4平面部が設けられ、
前記第3環状部における軸方向の他方側には、環状の第5平面部が設けられ、
前記第1平面部と前記第4平面部との軸方向の離隔距離は、第3距離であり、
前記第1平面部と前記第5平面部との軸方向の離隔距離は、前記第3距離よりも小さい第4距離である、
請求項3に記載のウォームホイール。
【請求項5】
前記第2平面部における表面には、前記中心軸の軸回りの周方向に延びる凹凸が複数設けられる、
請求項2に記載のウォームホイール。
【請求項6】
前記第2平面部は、表面処理された平面である、
請求項2または5に記載のウォームホイール。
【請求項7】
中心軸の軸回りの周方向に延び、且つ、内周にシャフト挿入孔が貫通して設けられる第1環状部と、前記第1環状部の径方向外側に位置し、且つ、前記周方向に延びる第2環状部と、前記第2環状部の径方向外側に位置し、且つ、前記周方向に延びる第3環状部と、を有する環状の芯金の製造方法であって、
鍛造材料を準備する準備ステップと、
前記準備ステップの後に、前記鍛造材料を鍛造してワークを製造する鍛造ステップと、
前記鍛造ステップの後に、前記ワークを前記中心軸の軸回り方向に回転させながら、前記第2環状部における軸方向の一方側に機械加工を施す加工ステップと、を含む、
環状の芯金の製造方法。
【請求項8】
中心軸の軸回りの周方向に延び、且つ、内周にシャフト挿入孔が貫通して設けられる第1環状部と、前記第1環状部の径方向外側に位置し、且つ、前記周方向に延びる第2環状部と、前記第2環状部の径方向外側に位置し、且つ、前記周方向に延びる第3環状部と、を有する環状の芯金と、
前記第3環状部に取り付けられ、且つ、前記周方向に沿って延びる樹脂ギヤと、を備えるウォームホイールを製造するウォームホイールの製造方法であって、
鍛造材料を準備する準備ステップと、
前記準備ステップの後に、前記鍛造材料を鍛造してワークを製造する鍛造ステップと、
前記鍛造ステップの後に、前記ワークを前記中心軸の軸回り方向に回転させながら、前記第2環状部における軸方向の一方側に機械加工を施して芯金を作製する加工ステップと、
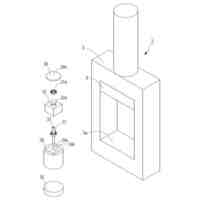
前記加工ステップの後に、前記芯金を射出成形型の内部に配置し、前記芯金の前記第2環状部における軸方向の一方側に射出成形型の一部を当接させる当接ステップと、
前記当接ステップの後に、前記射出成形型の内部に樹脂を充填する充填ステップと、
を含む、
ウォームホイールの製造方法。
【請求項9】
中心軸の軸回りの周方向に延びる環状の芯金と、前記芯金の径方向外側部分に取り付けられ、且つ、前記周方向に沿って延びる樹脂ギヤと、を有するウォームホイールと、
前記ウォームホイールを収納するハウジングと、を備え、
前記芯金は、
前記周方向に延び、且つ、内周にシャフト挿入孔が貫通して設けられる第1環状部と、前記第1環状部の径方向外側に位置し、且つ、前記周方向に延びる第2環状部と、前記第2環状部の径方向外側に位置し、且つ、前記周方向に延びる第3環状部と、を有し、当該第3環状部に前記樹脂ギヤが取り付けられており、前記第2環状部における軸方向の一方側には、環状の第2平面部が設けられ、
前記ハウジングは、前記第2平面部に向けて延び、且つ、先端が前記第2平面部に軸方向で対向する突出部を有する、
ウォーム減速機。
発明の詳細な説明
【技術分野】
【0001】
本開示は、ウォームホイール、ウォームホイールの製造方法、ウォーム減速機および環状の芯金の製造方法に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
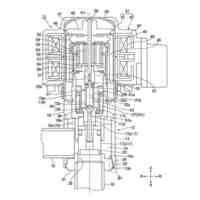
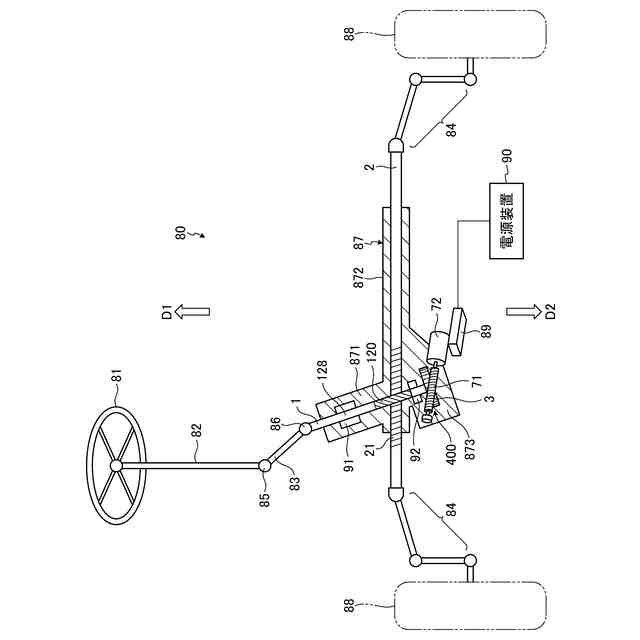
特許文献1のウォームホイールは、芯金と樹脂ギヤとを有し、樹脂ギヤの歯がウォームシャフトの歯と噛み合う。ウォームシャフトが回転すると樹脂ギヤを介してウォームホイールが回転する。
【0003】
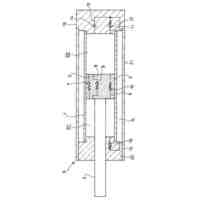
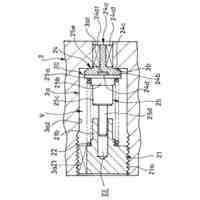
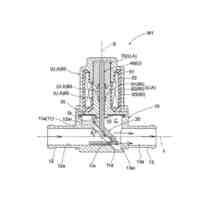
特許文献1のウォームホイールは、芯金の径方向外側端部に樹脂ギヤを射出成形(インサート成形)して製造される。具体的には、金型を開いて芯金を収容し、金型を閉じる際に、金型の一部を芯金の側面に当接させることにより、芯金の径方向外側端部の周囲にキャビティ(空隙)を形成する。その後、当該キャビティに樹脂を充填および硬化させることにより、芯金の径方向外側端部に樹脂ギヤが射出成形される。
【先行技術文献】
【特許文献】
【0004】
国際公開第2017-135140号
【発明の概要】
【発明が解決しようとする課題】
【0005】
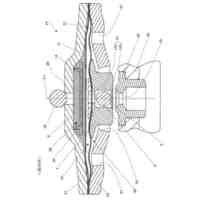
射出成形時に、金型の一部と芯金の側面との間に間隙がある場合、当該間隙から樹脂が漏れて成形不良になる可能性がある。
【0006】
本開示は、前述の課題に鑑みてなされたものであって、芯金の径方向外側端部に樹脂ギヤを射出成形する際の成形不良がより少ない、ウォームホイール、ウォームホイールの製造方法、ウォーム減速機および環状の芯金の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
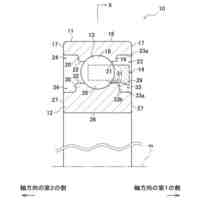
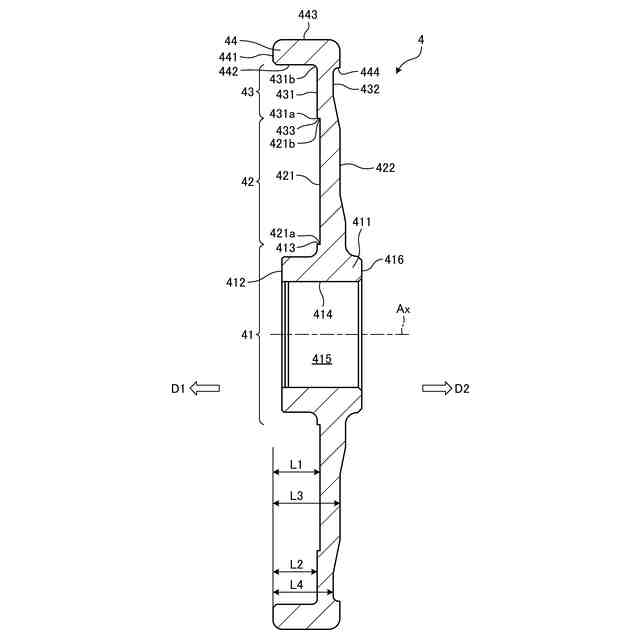
前記の目的を達成するため、一態様に係るウォームホイールは、中心軸の軸回りの周方向に延び、且つ、内周にシャフト挿入孔が貫通して設けられる第1環状部と、前記第1環状部の径方向外側に位置し、且つ、前記周方向に延びる第2環状部と、前記第2環状部の径方向外側に位置し、且つ、前記周方向に延びる第3環状部と、を有する環状の芯金と、前記第3環状部に取り付けられ、且つ、前記周方向に沿って延びる樹脂ギヤと、を備え、前記第2環状部における軸方向の一方側には、金型の当接部位が当接可能な環状の第2平面部が設けられ、当該第2平面部は、前記中心軸に直交する径方向に沿って延びる。
【0008】
金型の部位のうち、第2平面部に当接する当接部位は、通常、中心軸に直交する平面を有する。本開示では、第2平面部は、中心軸に直交する径方向に沿って延びる。従って、芯金を金型に設置した状態では、金型の当接部位は、芯金の第2平面部に密着して接する。このため、金型に樹脂を充填した場合に、金型の当接部位と芯金の第2平面部との当接部分から樹脂が漏れにくくなり、成形不良を更に抑制することができる。
【0009】
望ましい態様として、前記第2平面部は、機械加工された平面であるため、機械加工されていない平面に対して、より平滑になる。従って、金型と第2平面部との間に隙間が更に生じにくくなり、成形不良を更に抑制することができる。
【0010】
望ましい態様として、前記芯金を前記中心軸の軸回りに1回転させた場合に、前記第2平面部の最も軸方向の一方側の軸方向位置と最も軸方向の他方側の軸方向位置との軸方向に沿った距離である第1変動距離は、前記芯金を前記中心軸の軸回りに1回転させた場合に、前記第3平面部の最も軸方向の一方側の軸方向位置と最も軸方向の他方側の軸方向位置との軸方向に沿った距離である第2変動距離よりも小さい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
脚装置
2か月前
個人
配管固定金具
2か月前
個人
ポール制振装置
3か月前
個人
家具
1か月前
個人
ジャイロの軸受装置
1か月前
個人
アンカーボルト
16日前
株式会社フジキン
バルブ装置
16日前
株式会社ミクニ
弁装置
2か月前
株式会社テイエルブイ
自動弁
21日前
マフレン株式会社
自動給脂器
1か月前
株式会社ミクニ
弁装置
2か月前
カヤバ株式会社
緩衝器
2か月前
カヤバ株式会社
ダンパ
24日前
株式会社ジェイテクト
玉軸受
3か月前
日東精工株式会社
シールねじ
3か月前
カヤバ株式会社
バルブ
24日前
株式会社ミクニ
弁装置
2か月前
株式会社ナジコ
自在継手
1か月前
株式会社奥村組
制振機構
3か月前
株式会社不二工機
電動弁
1か月前
個人
圧入成形物の製造法
1か月前
日星電気株式会社
多層チューブ
2か月前
株式会社テイエルブイ
熱応動弁
2か月前
株式会社奥村組
制振機構
3か月前
株式会社不二工機
電磁弁
2か月前
イワブチ株式会社
締結具
3か月前
株式会社テイエルブイ
複座弁装置
2か月前
日本精工株式会社
転動装置
3か月前
株式会社伊藤製作所
連結具
1か月前
明正工業株式会社
ねじ部材
3か月前
井関農機株式会社
作業車両
24日前
日東工器株式会社
防振構造
16日前
個人
穴なしナットと芯なしボルト
3か月前
日本精工株式会社
ボールねじ装置
1日前
個人
束ねばね
16日前
株式会社エステック
減速機
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ