TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025177275
公報種別
公開特許公報(A)
公開日
2025-12-05
出願番号
2024083945
出願日
2024-05-23
発明の名称
貼り合わせウェーハの研削方法
出願人
株式会社ディスコ
代理人
弁理士法人東京アルパ特許事務所
主分類
H01L
21/304 20060101AFI20251128BHJP(基本的電気素子)
要約
【課題】粗研削におけるデバイスウェーハの研削量を適切に調整する。
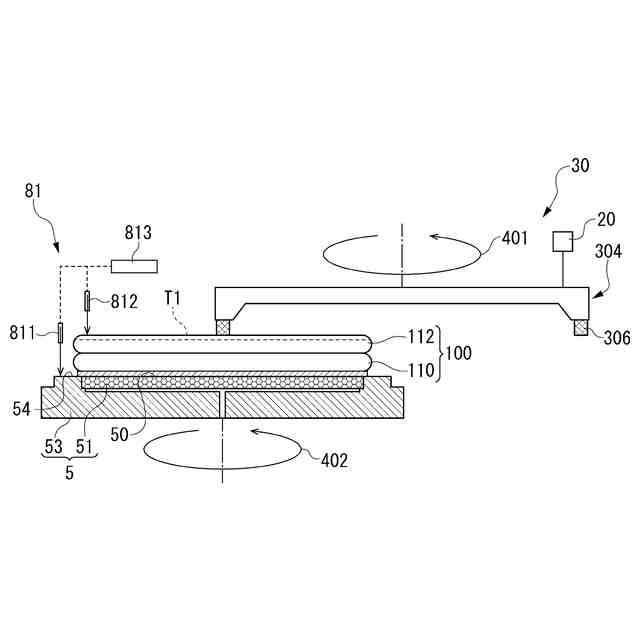
【解決手段】第1粗研削工程において、デバイスウェーハ112の厚みが非接触厚み測定器によって測定可能な厚みT1になるように、粗研削砥石306によってデバイスウェーハ112を研削している。このため、支持ウェーハ110が厚い場合でも、第1粗研削工程程においてデバイスウェーハ112を削りすぎてしまうことを抑制することができる。したがって、仕上げ研削工程におけるデバイスウェーハ112の研削量を十分に確保することができるので、仕上げ研削後のデバイスウェーハ112の研削面が粗くなることを抑制することができる。また、粗研削においてデバイスウェーハ112に形成されたひび割れなどの研削ダメージを、仕上げ研削によって適切に除去することができる。
【選択図】図3
特許請求の範囲
【請求項1】
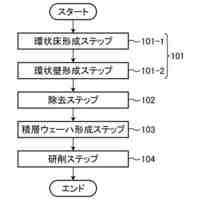
支持ウェーハとデバイスウェーハとを貼り合わせた貼り合わせウェーハの該デバイスウェーハを、粗研削砥石によって研削した後、仕上げ研削砥石によって予め設定された仕上げ厚みになるまで研削する貼り合わせウェーハの研削方法であって、
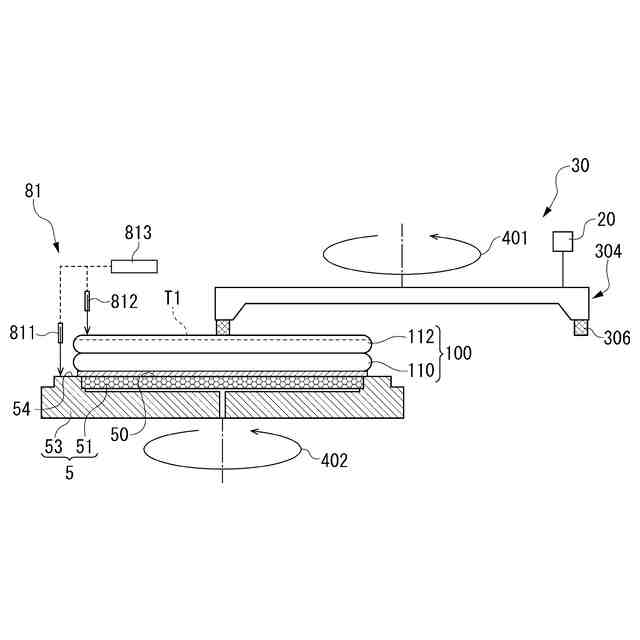
ハイトゲージによって保持面の高さと該保持面に保持された該貼り合わせウェーハの上面高さとを測定し、該保持面の高さと該貼り合わせウェーハの上面高さとの差によって測定される該貼り合わせウェーハの厚みを測定しつつ、該デバイスウェーハの厚みが非接触厚み測定器によって測定可能な厚みになるように、該粗研削砥石によって該デバイスウェーハを研削する第1粗研削工程と、
該第1粗研削工程で研削された該貼り合わせウェーハの該デバイスウェーハの厚みを、該非接触厚み測定器によって測定する厚み測定工程と、
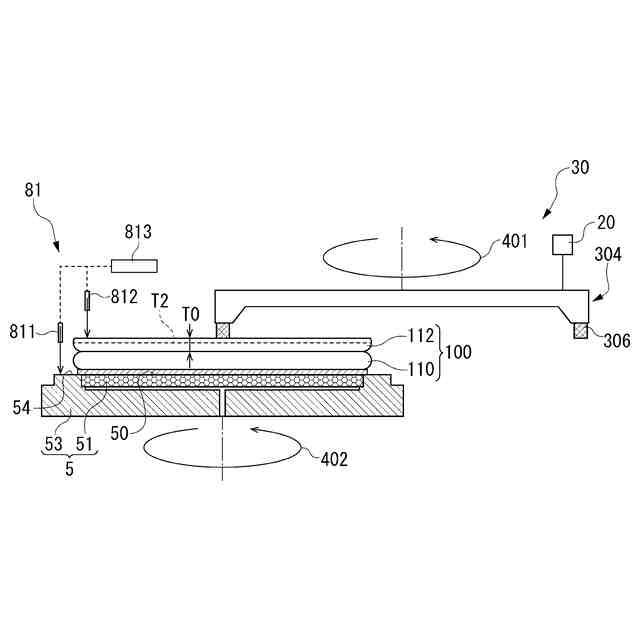
該厚み測定工程の後、該デバイスウェーハの厚みが予め設定された仕上げ研削開始厚みになるまで、該粗研削砥石によって該デバイスウェーハを研削する第2粗研削工程と、
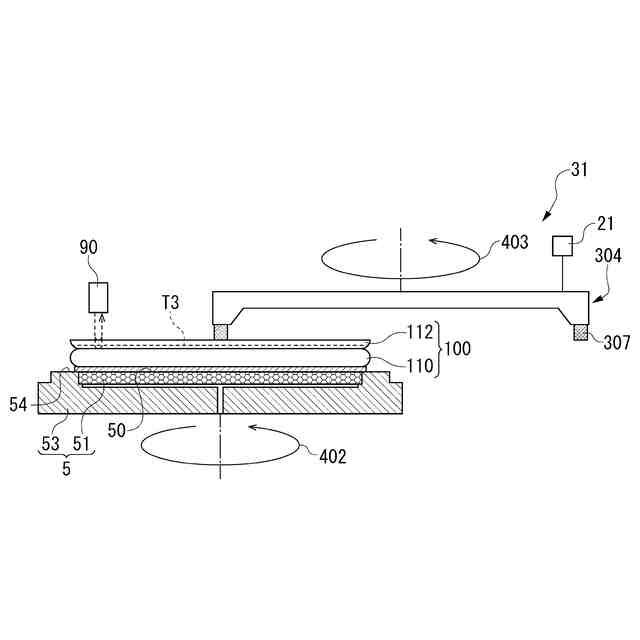
該第2粗研削工程の後、該デバイスウェーハの厚みを該非接触厚み測定器によって測定しつつ、該デバイスウェーハの厚みが該仕上げ厚みとなるまで、該仕上げ研削砥石によって該デバイスウェーハを研削する仕上げ研削工程と、
を含む、貼り合わせウェーハの研削方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、貼り合わせウェーハの研削方法に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
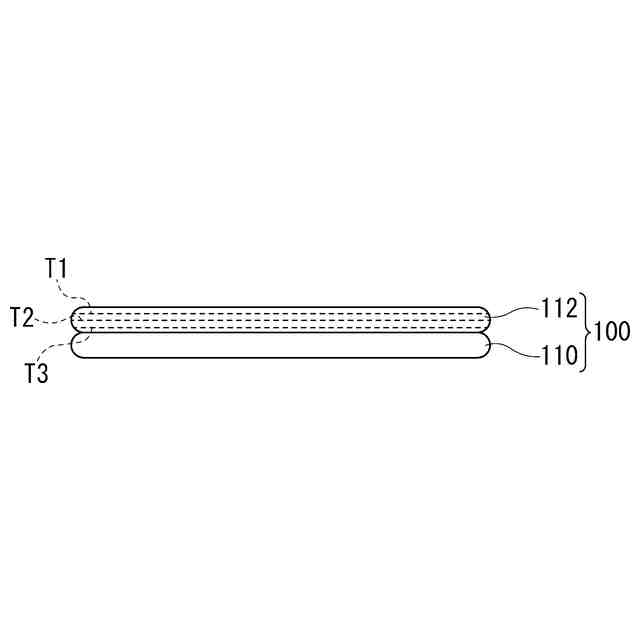
特許文献1および2に開示のような貼り合わせウェーハは、支持ウェーハおよびデバイスウェーハを有している。貼り合わせウェーハの研削では、粗研削と仕上げ研削とを実施することによって、デバイスウェーハが研削される。支持ウェーハおよびデバイスウェーハの研削前の厚みは、たとえば500μmである。粗研削では、デバイスウェーハが、たとえば、その厚さが20μmになるまで研削される。また、仕上げ研削では、デバイスウェーハが、たとえば、その厚さが2μmになるまで研削される。すなわち、この例では、仕上げ研削におけるデバイスウェーハの研削量は、18μmである。
【0003】
なお、仕上げ研削では、特許文献3に開示のような非接触厚み測定器によってデバイスウェーハの厚みを測定しながら、デバイスウェーハが研削される。
【0004】
一方、粗研削では、ハイトゲージによって貼り合わせウェーハの厚みを測定しながら、デバイスウェーハが研削される。ハイトゲージでは、ウェーハの上面高さと、ウェーハを保持する保持面高さとを測定し、その差が貼り合わせウェーハの厚みとされる。すなわち、粗研削では、デバイスウェーハの厚さを20μmにするために、ハイトゲージによって測定される貼り合わせウェーハの厚みが所定の厚み(上記の例では520μm)になるまで、デバイスウェーハを研削する。
【先行技術文献】
【特許文献】
【0005】
特開2015-230971号公報
特開2011-134849号公報
特開2023-000307号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
なお、上記の例における支持ウェーハおよびデバイスウェーハの厚み誤差は、ともに±15μmである。このため、支持ウェーハの厚みは、515μmになることがある。この場合、粗研削において、貼り合わせウェーハの厚みが520μmとなるまでデバイスウェーハが研削されると、デバイスウェーハの厚みが5μmになってしまう。この場合、仕上げ研削におけるデバイスウェーハの研削量は、3μmと小さくなる。このため、仕上げ研削後のデバイスウェーハの研削面が粗くなってしまう。また、粗研削においてデバイスウェーハに形成されたひび割れなどの研削ダメージを、仕上げ研削によって除去することが困難となる。このため、デバイス不良が生じる可能性がある。
【0007】
したがって、本発明の目的は、粗研削におけるデバイスウェーハの研削量を適切に調整することにある。
【課題を解決するための手段】
【0008】
本発明の貼り合わせウェーハの研削方法(本研削方法)は、支持ウェーハとデバイスウェーハとを貼り合わせた貼り合わせウェーハの該デバイスウェーハを、粗研削砥石によって研削した後、仕上げ研削砥石によって予め設定された仕上げ厚みになるまで研削する貼り合わせウェーハの研削方法であって、ハイトゲージによって保持面の高さと該保持面に保持された該貼り合わせウェーハの上面高さとを測定し、該保持面の高さと該貼り合わせウェーハの上面高さとの差によって測定される該貼り合わせウェーハの厚みを測定しつつ、該デバイスウェーハの厚みが非接触厚み測定器によって測定可能な厚みになるように、該粗研削砥石によって該デバイスウェーハを研削する第1粗研削工程と、該第1粗研削工程で研削された該貼り合わせウェーハの該デバイスウェーハの厚みを、該非接触厚み測定器によって測定する厚み測定工程と、該厚み測定工程の後、該デバイスウェーハの厚みが予め設定された仕上げ研削開始厚みになるまで、該粗研削砥石によって該デバイスウェーハを研削する第2粗研削工程と、該第2粗研削工程の後、該デバイスウェーハの厚みを該非接触厚み測定器によって測定しつつ、該デバイスウェーハの厚みが該仕上げ厚みとなるまで、該仕上げ研削砥石によって該デバイスウェーハを研削する仕上げ研削工程と、を含む。
【発明の効果】
【0009】
本研削方法では、第1粗研削工程において、デバイスウェーハの厚みが非接触厚み測定器によって測定可能な厚みになるように、粗研削砥石によってデバイスウェーハを研削している。さらに、第2粗研削工程では、デバイスウェーハの厚みが予め設定された仕上げ研削開始厚みになるまで、粗研削砥石によってデバイスウェーハを研削している。このため、支持ウェーハが厚い場合でも、第1粗研削工程および第2粗研削工程において、デバイスウェーハを削りすぎてしまうことを抑制することができる。
【0010】
したがって、仕上げ研削工程におけるデバイスウェーハの研削量を十分に確保することができるので、仕上げ研削後のデバイスウェーハの研削面が粗くなることを抑制することができる。また、第1粗研削工程および第2粗研削工程においてデバイスウェーハに形成されたひび割れなどの研削ダメージを、仕上げ研削によって適切に除去することができるので、デバイス不良が生じる可能性を小さくすることが可能となる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社ディスコ
加工装置
16日前
株式会社ディスコ
加工装置
28日前
株式会社ディスコ
処理装置
7日前
株式会社ディスコ
切削装置
7日前
株式会社ディスコ
掃除器具
15日前
株式会社ディスコ
加工方法
2日前
株式会社ディスコ
掃除器具
15日前
株式会社ディスコ
加工装置
15日前
株式会社ディスコ
研削装置
8日前
株式会社ディスコ
加工装置
1日前
株式会社ディスコ
処理方法
15日前
株式会社ディスコ
切削装置
9日前
株式会社ディスコ
加工装置
8日前
株式会社ディスコ
加工方法
今日
株式会社ディスコ
洗浄方法
今日
株式会社ディスコ
加工方法
今日
株式会社ディスコ
加工装置
1か月前
株式会社ディスコ
加工装置
1か月前
株式会社ディスコ
切削装置
1か月前
株式会社ディスコ
処理装置
今日
株式会社ディスコ
結束バンド
今日
株式会社ディスコ
搬送システム
7日前
株式会社ディスコ
搬送システム
15日前
株式会社ディスコ
搬送システム
15日前
株式会社ディスコ
搬送システム
15日前
株式会社ディスコ
搬送システム
8日前
株式会社ディスコ
シート固着装置
1か月前
株式会社ディスコ
レーザー加工装置
1か月前
株式会社ディスコ
カセットステージ
8日前
株式会社ディスコ
加工室の洗浄方法
1か月前
株式会社ディスコ
スピンドルユニット
28日前
株式会社ディスコ
被加工物の加工方法
1か月前
株式会社ディスコ
ウエーハの加工方法
今日
株式会社ディスコ
シリアル接続システム
28日前
株式会社ディスコ
洗浄装置及び洗浄方法
23日前
株式会社ディスコ
処理装置及び処理方法
1日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ