TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025176507
公報種別
公開特許公報(A)
公開日
2025-12-04
出願番号
2024082703
出願日
2024-05-21
発明の名称
ウェーハの加工方法、インゴットの加工方法及びウェーハ
出願人
株式会社ディスコ
代理人
弁理士法人酒井国際特許事務所
主分類
H01L
21/304 20060101AFI20251127BHJP(基本的電気素子)
要約
【課題】より多くのデバイスを形成することができること。
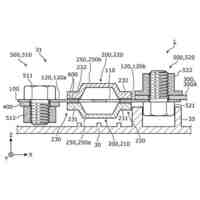
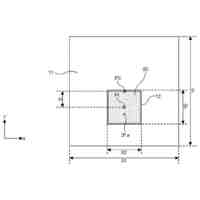
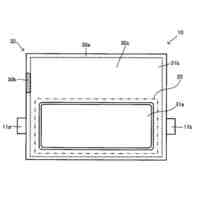
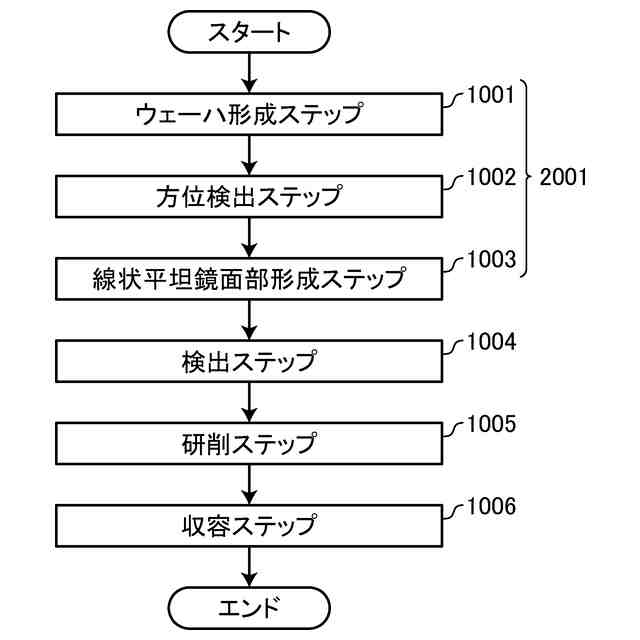
【解決手段】ウェーハの加工方法は、半導体材料からなるウェーハの加工方法であって、表面と表面の背面の裏面と表面から裏面に至る側面とを含み、側面にウェーハの結晶方位を示す線状平坦鏡面部を有するウェーハを準備する準備ステップ2001と、準備ステップ2001で準備したウェーハの裏面を研削して凹部を形成するとともに凹部を囲繞する凸部を形成する研削ステップ1005と、を備える。
【選択図】図2
特許請求の範囲
【請求項1】
半導体材料からなるウェーハの加工方法であって、
表面と該表面の背面の裏面と該表面から該裏面に至る側面とを含み、該側面に該ウェーハの結晶方位を示す平坦鏡面部を有するウェーハを準備する準備ステップと、
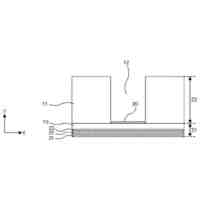
該準備ステップで準備した該ウェーハの裏面を研削して凹部を形成するとともに該凹部を囲繞する凸部を形成する研削ステップと、を備えたウェーハの加工方法。
続きを表示(約 1,000 文字)
【請求項2】
該研削ステップでは、該ウェーハの該表面に硬質板を配設することなく該ウェーハを研削する、請求項1に記載のウェーハの加工方法。
【請求項3】
該研削ステップを実施する前または後に該平坦鏡面部を検出する検出ステップと、
該検出ステップと該研削ステップを実施した後、該ウェーハをウェーハカセットに収容する収容ステップと、を備え、
該収容ステップでは該ウェーハカセットに対して該平坦鏡面部を所定の向きに位置付けた状態で該ウェーハを該ウェーハカセットに収容する、請求項1に記載のウェーハの加工方法。
【請求項4】
半導体材料からなるインゴットの加工方法であって、
インゴットの結晶方位を検出する方位検出ステップと、
該方位検出ステップで検出された結晶方位に基づいて該インゴットの伸長方向に沿った線状平坦鏡面部を形成する線状平坦鏡面部形成ステップと、
該線状平坦鏡面部形成ステップを実施した後、該インゴットの一部を分離してウェーハを形成するウェーハ形成ステップと、
該ウェーハの裏面を研削して凹部を形成するとともに該凹部を囲繞する凸部を形成する研削ステップと、を備えたインゴットの加工方法。
【請求項5】
ウェーハであって、
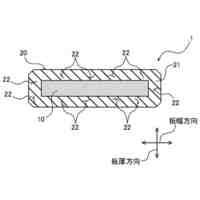
表面と該表面の背面の裏面と該表面から該裏面に至る側面とを含み、該側面に該ウェーハの結晶方位を示す平坦鏡面部を有したウェーハ。
【請求項6】
該平坦鏡面部の幅は、0.05mm以上でかつ34.5mm以下である、請求項5に記載のウェーハ。
【請求項7】
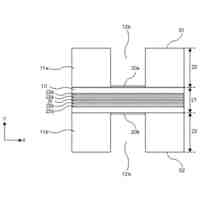
該側面は、該ウェーハの垂直断面で直線からなり、該表面と該側面との角部に表面側面取り部が形成されるとともに、該裏面と該側面との角部に裏面側面取り部が形成される、請求項5に記載のウェーハ。
【請求項8】
該表面側面取り部と該裏面側面取り部とはそれぞれ該ウェーハの垂直断面で該表面から該側面に続く円弧状に形成されるとともに該裏面から該側面に続く円弧状に形成される、請求項7に記載のウェーハ。
【請求項9】
該ウェーハの厚みは、900μm以上である、請求項5に記載のウェーハ。
【請求項10】
該平坦鏡面部は該ウェーハの該側面の表面側から裏面側に至る領域にライン状に形成される、請求項5に記載のウェーハ。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ウェーハの加工方法、インゴットの加工方法及びウェーハに関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
半導体材料からなるウェーハには、ウェーハの結晶方位を示すマークとしてノッチやオリエンテーションフラット等の切欠がウェーハの外周に形成されている。
【0003】
一方、ウェーハを研削して薄化した後のハンドリングを容易にするために、ウェーハの中央領域を研削して凹部を形成すると共に外周部分の厚みを残存させて凸部を形成し、この凸部を補強とする技術が広く市場で採用されている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0004】
特開2010-245172号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、ウェーハにノッチ等の切欠が形成されている場合、凸部を補強として機能させるために凸部の幅を切欠以上の幅に設定しなくてはならず、より多くのデバイスを形成するために、広い凹部を形成したいという要望がある。
【0006】
本発明の目的は、より多くのデバイスを形成することができるウェーハの加工方法、インゴットの加工方法及びウェーハを提供することである。
【課題を解決するための手段】
【0007】
上述した課題を解決し、目的を達成するために、本発明のウェーハの加工方法は、半導体材料からなるウェーハの加工方法であって、表面と該表面の背面の裏面と該表面から該裏面に至る側面とを含み、該側面に該ウェーハの結晶方位を示す平坦鏡面部を有するウェーハを準備する準備ステップと、該準備ステップで準備した該ウェーハの裏面を研削して凹部を形成するとともに該凹部を囲繞する凸部を形成する研削ステップと、を備えたことを特徴とする。
【0008】
前記ウェーハの加工方法において、該研削ステップでは、該ウェーハの該表面に硬質板を配設することなく該ウェーハを研削してもよい。
【0009】
前記ウェーハの加工方法において、該研削ステップを実施する前または後に該平坦鏡面部を検出する検出ステップと、検出ステップと該研削ステップを実施した後、該ウェーハをウェーハカセットに収容する収容ステップと、を備え、該収容ステップでは該ウェーハカセットに対して該平坦鏡面部を所定の向きに位置付けた状態で該ウェーハを該ウェーハカセットに収容してもよい。
【0010】
本発明のインゴットの加工方法は、半導体材料からなるインゴットの加工方法であって、インゴットの結晶方位を検出する方位検出ステップと、該方位検出ステップで検出された結晶方位に基づいて該インゴットの伸長方向に沿った線状平坦鏡面部を形成する線状平坦鏡面部形成ステップと、該線状平坦鏡面部形成ステップを実施した後、該インゴットの一部を分離してウェーハを形成するウェーハ形成ステップと、該ウェーハの裏面を研削して凹部を形成するとともに該凹部を囲繞する凸部を形成する研削ステップと、を備えたことを特徴とする。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
富士電機株式会社
電磁接触器
14日前
三菱電機株式会社
回路遮断器
22日前
株式会社GSユアサ
蓄電装置
14日前
トヨタ自動車株式会社
蓄電装置
6日前
ホシデン株式会社
複合コネクタ
8日前
株式会社トクミ
ケーブル
今日
大電株式会社
電線又はケーブル
6日前
住友電装株式会社
コネクタ
14日前
株式会社レゾナック
冷却器
22日前
ローム株式会社
半導体モジュール
15日前
ヒロセ電機株式会社
電気コネクタ
14日前
矢崎総業株式会社
コネクタ
14日前
トヨタ自動車株式会社
蓄電装置構造
今日
矢崎総業株式会社
端子
6日前
日本特殊陶業株式会社
アンテナ装置
1日前
日本特殊陶業株式会社
アンテナ装置
1日前
日本特殊陶業株式会社
アンテナ装置
1日前
株式会社パロマ
監視システム
6日前
株式会社デンソー
半導体装置
14日前
TDK株式会社
電子部品
1日前
TDK株式会社
電子部品
14日前
株式会社ダイヘン
電圧調整装置
1日前
新電元工業株式会社
半導体装置
14日前
矢崎総業株式会社
バスバー電線
7日前
矢崎総業株式会社
バスバー電線
7日前
矢崎総業株式会社
コネクタ
今日
矢崎総業株式会社
コネクタ
6日前
矢崎総業株式会社
コネクタ
今日
矢崎総業株式会社
コネクタ
6日前
矢崎総業株式会社
コネクタ
15日前
日東電工株式会社
パッチアンテナ
7日前
日東電工株式会社
パッチアンテナ
7日前
住友電気工業株式会社
半導体装置
今日
トヨタ自動車株式会社
電池
20日前
株式会社村田製作所
インダクタ部品
15日前
矢崎総業株式会社
ヒューズ接続端子
今日
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ