TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025175808
公報種別
公開特許公報(A)
公開日
2025-12-03
出願番号
2024082082
出願日
2024-05-20
発明の名称
サスペンションアーム部材及びその製造方法
出願人
トヨタ自動車株式会社
代理人
個人
主分類
B60G
7/00 20060101AFI20251126BHJP(車両一般)
要約
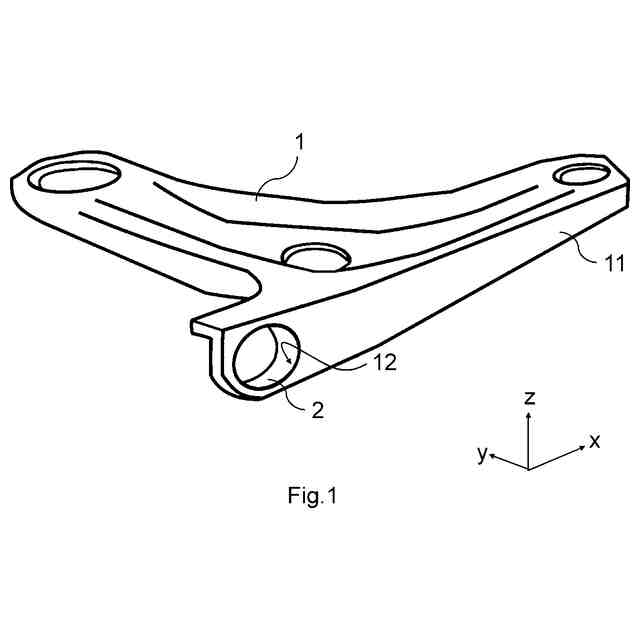
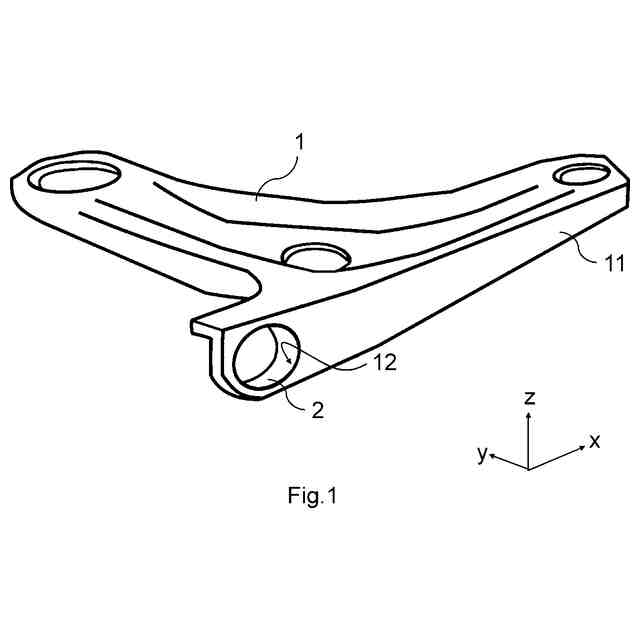
【課題】鋼管部材を溶接することなくブッシュが圧入される筒状部を成形することで、製造難易度を大きく低下させたサスペンションアーム部材、及びサスペンションアーム部材の製造方法を提供する。
【解決手段】本発明の一態様に係るサスペンションアーム部材では、本体部とブッシュ圧入用の筒状部とが、1枚の鋼板から構成されており、筒状部は、本体部においてプレス方向に立ち上がった側壁部に設けられた貫通孔の周縁部のバーリング加工によって形成されている。そのため、ブッシュ圧入用の筒状部すなわち鋼管部材の溶接が不要であり、より容易に製造可能なサスペンションアーム部材が提供される。
【選択図】図1
特許請求の範囲
【請求項1】
プレス成形された鋼板から構成された本体部と、
前記本体部のプレス方向と垂直な方向にブッシュが圧入されるように前記本体部に設けられた筒状部と、を有するサスペンションアーム部材であって、
前記本体部と前記筒状部とが、1枚の鋼板から構成されており、
前記筒状部は、前記本体部において前記プレス方向に立ち上がった側壁部に設けられた貫通孔の周縁部のバーリング加工によって形成されている、
サスペンションアーム部材。
続きを表示(約 330 文字)
【請求項2】
鋼板をプレス成形する工程と、
前記鋼板に貫通孔を設ける工程と、
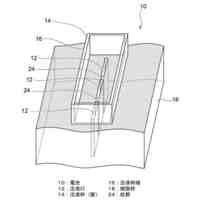
前記貫通孔の周縁部を局所的に誘導加熱する工程と、
前記貫通孔の周縁部をバーリング加工することによってブッシュ圧入用の筒状部を形成する工程と、
前記鋼板において前記筒状部が形成された部位を折り曲げ、プレス方向に立ち上がった側壁部を形成する工程と、を備えた、
サスペンションアーム部材の製造方法。
【請求項3】
前記筒状部を形成する工程において、
前記貫通孔の周縁部の誘導加熱と、前記貫通孔の周縁部のバーリング加工と、を繰り返して当該筒状部を延伸する、
請求項2に記載のサスペンションアーム部材の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、サスペンションアーム部材及びその製造方法に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
例えば特許文献1に開示された車両のロアアームは、プレス成形された鋼板である本体部に、ブッシュ圧入用の鋼管部材を溶接することによって製造される。
【先行技術文献】
【特許文献】
【0003】
特開2015-137037号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上述のロアアーム等のサスペンションアーム部材では、本体部に鋼管部材を溶接する際、本体部のプレス方向と垂直に鋼管部材を溶接することが求められる。この場合、別工程で鋼管溶接部を加工した後に鋼管部材を溶接することとなるが、鋼管溶接部を加工する際の寸法精度の確保や、鋼管部材を溶接する際の溶接品質の確保、成形性が難しい形状であること、等々から製造が困難である。
【0005】
本開示は、上記実情に鑑みてなされたものであり、より容易に製造可能なサスペンションアーム部材、及びサスペンションアーム部材の製造方法を提供する。
【課題を解決するための手段】
【0006】
本開示の一態様に係るサスペンションアーム部材は、
プレス成形された鋼板から構成された本体部と、
前記本体部のプレス方向と垂直な方向にブッシュが圧入されるように前記本体部に設けられた筒状部と、を有するサスペンションアーム部材であって、
前記本体部と前記筒状部とが、1枚の鋼板から構成されており、
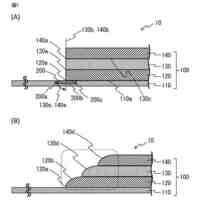
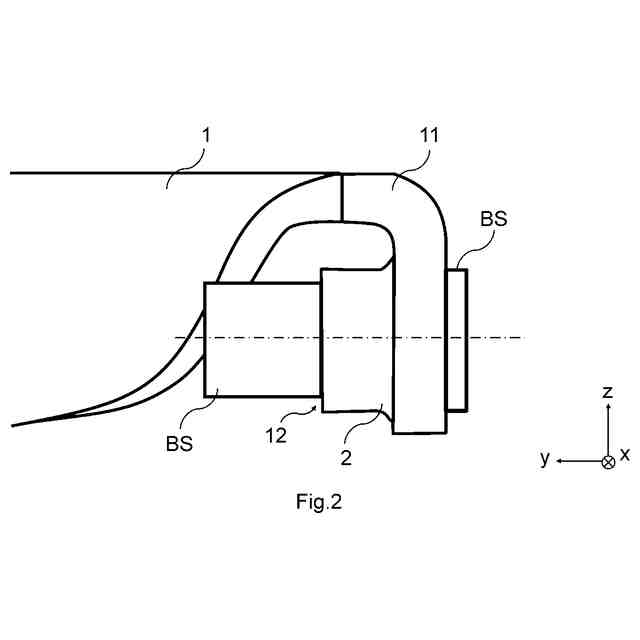
前記筒状部は、前記本体部において前記プレス方向に立ち上がった側壁部に設けられた貫通孔の周縁部のバーリング加工によって形成されている。
【0007】
本発明の一態様に係るサスペンションアーム部材では、本体部とブッシュ圧入用の筒状部とが、1枚の鋼板から構成されており、筒状部は、本体部においてプレス方向に立ち上がった側壁部に設けられた貫通孔の周縁部のバーリング加工によって形成されている。そのため、ブッシュ圧入用の筒状部すなわち鋼管部材の溶接が不要であり、より容易に製造できる。
【0008】
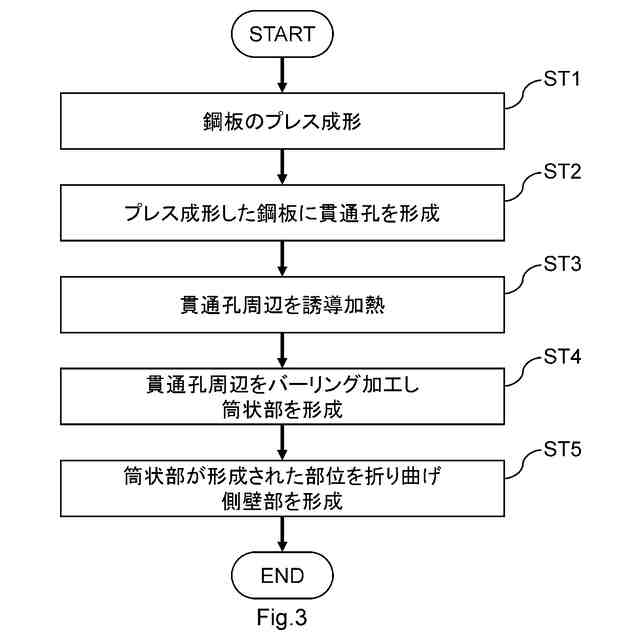
本開示の一態様に係るサスペンションアーム部材の製造方法は、
鋼板をプレス成形する工程と、
前記鋼板に貫通孔を設ける工程と、
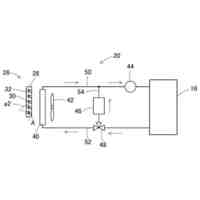
前記貫通孔の周縁部を局所的に誘導加熱する工程と、
前記貫通孔の周縁部をバーリング加工することによってブッシュ圧入用の筒状部を形成する工程と、
前記鋼板において前記筒状部が形成された部位を折り曲げ、プレス方向に立ち上がった側壁部を形成する工程と、を備える。
【0009】
本発明の一態様に係るサスペンションアーム部材の製造方法では、鋼板に設けた貫通孔の周縁部を局所的に誘導加熱した後、バーリング加工によってブッシュ圧入用の筒状部を形成し、前記鋼板において前記筒状部が形成された部位を折り曲げ、プレス方向に立ち上がった側壁部を形成する。そのため、ブッシュ圧入用の筒状部すなわち鋼管部材の溶接が不要であり、より容易にサスペンションアーム部材を製造できる。
【0010】
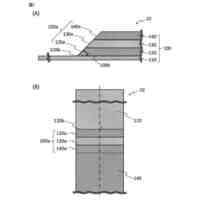
また、前記筒状部を形成する工程において、前記貫通孔の周縁部の誘導加熱と、前記貫通孔の周縁部のバーリング加工と、を繰り返して当該フランジ部を延伸してもよい。このような構成によって、ブッシュを支持するのに十分な筒状部の長さを確保できる。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
トヨタ自動車株式会社
電池
15日前
トヨタ自動車株式会社
電池
1か月前
トヨタ自動車株式会社
車両
1か月前
トヨタ自動車株式会社
治具
1か月前
トヨタ自動車株式会社
電池
7日前
トヨタ自動車株式会社
電池
7日前
トヨタ自動車株式会社
車両
1か月前
トヨタ自動車株式会社
車両
1か月前
トヨタ自動車株式会社
車両
1か月前
トヨタ自動車株式会社
電池
1か月前
トヨタ自動車株式会社
車両
29日前
トヨタ自動車株式会社
車両
29日前
トヨタ自動車株式会社
車両
1か月前
トヨタ自動車株式会社
車体
29日前
トヨタ自動車株式会社
方法
1か月前
トヨタ自動車株式会社
方法
29日前
トヨタ自動車株式会社
車両
15日前
トヨタ自動車株式会社
車両
1日前
トヨタ自動車株式会社
電池
21日前
トヨタ自動車株式会社
配管
16日前
トヨタ自動車株式会社
方法
1か月前
トヨタ自動車株式会社
方法
1か月前
トヨタ自動車株式会社
車両
1か月前
トヨタ自動車株式会社
車両
16日前
トヨタ自動車株式会社
モータ
28日前
トヨタ自動車株式会社
電動車
15日前
トヨタ自動車株式会社
ロータ
16日前
トヨタ自動車株式会社
電動車
16日前
トヨタ自動車株式会社
サーバ
1か月前
トヨタ自動車株式会社
モータ
1か月前
トヨタ自動車株式会社
蓄電池
29日前
トヨタ自動車株式会社
自動車
1か月前
トヨタ自動車株式会社
電動機
1か月前
トヨタ自動車株式会社
正極層
1か月前
トヨタ自動車株式会社
塗工装置
1か月前
トヨタ自動車株式会社
電動車両
29日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ