TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025170767
公報種別
公開特許公報(A)
公開日
2025-11-19
出願番号
2025076604
出願日
2025-05-02
発明の名称
平歯車の転がり試験のセットアップ
出願人
クリンゲルンベルク・アクチェンゲゼルシャフト
,
Klingelnberg AG
代理人
個人
,
個人
主分類
G01M
13/021 20190101AFI20251112BHJP(測定;試験)
要約
【課題】歯車の転がり試験をロバストであり信頼性が高いことを可能とし、特に、試験全体の労力を軽減できる方法を特定することを技術的課題とする。
【解決手段】複数の平歯車の硬化後仕上げ加工の方法ステップであって、それぞれの平歯車のそれぞれの歯形が硬化後仕上げ加工される方法ステップと、標準偏差が決定された転がり試験リグによって硬化後仕上げ加工された複数の平歯車の転がり試験の方法ステップと、歯車試験リグによって硬化後仕上げ加工された複数の平歯車のライン終端試験の方法ステップと、硬化後仕上げ加工された複数の平歯車のライン終端試験の結果の評価の方法ステップであって、平歯車が少なくとも1つの品質基準に基づいて良品または不良品と言明される方法ステップと、転がり試験の結果がそれぞれ次数分析を含み、公差限界が各場合において1つまたは複数の次数について決定される方法ステップとを含む方法。
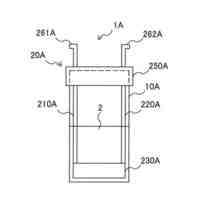
【選択図】図1
特許請求の範囲
【請求項1】
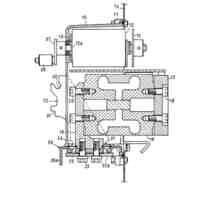
転がり試験リグ(28,46)によって平歯車(16)の転がり試験の方法ステップであって、ここで、前記転がり試験の結果は反復性と再現性とについて統計的にチェックされ、前記転がり試験の結果の標準偏差が決定される、方法ステップと、
複数の平歯車(16)の硬化後仕上げ加工の方法ステップであって、ここで、それぞれの平歯車(16)のそれぞれの歯形(17)は硬化後仕上げ加工される、ステップと、
標準偏差が決定された転がり試験リグ(28、46)によって、硬化後仕上げ加工された前記複数の平歯車(16)の転がり試験の方法ステップと、
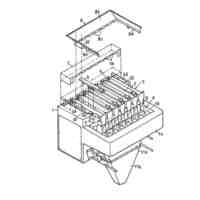
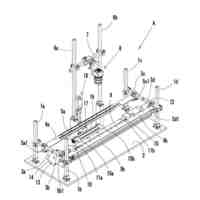
歯車試験リグ(58)によって、硬化後仕上げ加工された前記複数の平歯車(16)のライン終端試験の方法ステップと、
硬化後仕上げ加工された前記複数の平歯車(16)の前記ライン終端試験の結果の評価の方法ステップであって、ここで、前記平歯車(16)は少なくとも1つの品質基準に基づいて良品または不良品と言明される、方法ステップと、
硬化後仕上げ加工された前記複数の平歯車(16)の前記転がり試験の前記結果の評価の方法ステップであって、当該平歯車(16)の前記結果は前記ライン終端試験に従っていずれが良品と言明されたかを評価されるものであり、前記転がり試験の結果はそれぞれ次数分析を含んでおり、それぞれの場合において1つまたは複数の次数について許容限界が決定される、方法ステップと
を含む方法。
続きを表示(約 1,100 文字)
【請求項2】
硬化後仕上げ加工された前記複数の平歯車(16)の前記転がり試験の前記結果の前記評価の後に、さらなる平歯車(16)の硬化後仕上げ加工と、当該さらなる平歯車(16)の転がり試験とが行われ、それぞれのさらなる平歯車の前記転がり試験の前記結果が各次数分析を含んでおり、それぞれの次数分析の1つまたは複数の次数について、それぞれの規定された許容限界(T)の適合がチェックされる、
請求項1に記載の方法。
【請求項3】
定義された許容限界(T)が観察されない前記さらなる平歯車(16)のそれぞれがライン終端試験に供される、
請求項2に記載の方法。
【請求項4】
転がり試験の前記次数分析に従って、前記さらなる平歯車(16)に対して適合していない前記次数の前記許容限界(T)が、当該さらなる平歯車(16)の前記ライン終端試験が品質基準に従って当該さらなる平歯車(16)が良品と言明されるべきことを示す場合に、調整される、
請求項3に記載の方法。
【請求項5】
定義された許容限界が満たされる前記さらなる平歯車(16)のそれぞれが、ライン終端試験に供されない、
請求項1から4のいずれか1つに記載の方法。
【請求項6】
全ての前記さらなる平歯車(16)が前記転がり試験に供給される、
請求項1から5のいずれか1つに記載の方法。
【請求項7】
前記転がり試験と前記ライン終端試験との相関を改善するために、1つまたは複数の許容限界(T)が、監視され且つ調整される、
請求項1から6のいずれか1つに記載の方法。
【請求項8】
前記転がり試験が、シングルフランク転がり試験および/またはダブルフランク転がり試験である、
請求項1から7のいずれか1に記載の方法。
【請求項9】
前記ライン終端試験について試験されるそれぞれの平歯車(16)が、ギヤボックスハウジング(60)に取り付けられており、前記ギヤボックスハウジング(60)が、完成したギヤボックスの納入状態における運転条件に従って平歯車(16)の取り付けを反映し、または前記ギヤボックスハウジングが、納入される前記ギヤボックスのギヤボックスハウジングである、
請求項1から8のいずれか1つに記載の方法。
【請求項10】
複数の前記転がり試験の前記結果の前記評価の一環として、次数の最大偏差がこの次数について許容限界として定義される、
請求項1から9のいずれか1つに記載の方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、歯車の転がり試験方法に関し、特に平歯形または平歯車を連続生産するための転がり試験のセットアップに関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
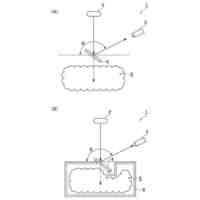
車両用変速機の騒音挙動の重要性が増していることから、平歯車も、関連する平歯車の動的挙動、特に騒音挙動をチェックする、転がり試験またはライン終端試験に供されることが増大している。対応する製造工程と品質管理ループは、例えば文献WO2022207371A1号から公知である。
【発明の概要】
【発明が解決しようとする課題】
【0003】
平歯車の生産では、転がり試験の公差が事前に既知でないという問題が生じる。そのため、平歯車の連続生産のための転がり試験のセットアップは、複雑であり、多くの場合、経験豊富な従業者または特別に訓練を受けた従業者でなければ実施できない。
【0004】
このような背景のもと、本発明は、平歯車の転がり試験をロバストであり信頼性が高いことを可能とし、特に、試験全体の労力を軽減できる方法を特定することを技術的課題とする。
【課題を解決するための手段】
【0005】
上述した技術的課題は独立請求項の特徴によって解決される。本発明のさらなるデザインは、従属請求項および以下の説明から得られる。
【0006】
本発明は、方法に関し、当該方法は、転がり試験リグ(装置)によって平歯車を転がり試験する方法ステップであって、転がり試験の結果は、反復性および再現性について統計的にチェックされて、転がり試験の結果の標準偏差が決定される方法ステップと、複数の平歯車を硬化後仕上げ加工する方法ステップであって、それぞれの平歯車のそれぞれの歯形が硬化後仕上げ加工される方法ステップと、硬化後仕上げ加工された複数の平歯車を、標準偏差が決定された転がり試験リグによって転がし試験する方法ステップと、硬化後仕上げ加工された複数の平歯車を、歯車試験リグによってライン終端試験をする方法ステップと、硬化後仕上げ加工された複数の歯車のライン終端試験の結果の評価をする方法ステップであって、平歯車は少なくとも1つの品質基準に基づいて良品または不良品として言明される方法ステップと、硬化後仕上げ加工された複数の平歯車の転がり試験の結果を評価する方法ステップであって、これら平歯車の試験はライン終端試験にしたがって良品として言明されるかが評価され、転がり試験の結果は次数分析を含んでおり、それぞれの場合において1つまたは複数の次数について許容限界が決定される方法ステップとを含んでいる。
【0007】
本発明によれば、それゆえ、ライン終端試験は、良品と不良品とを定義するための基準を形成しており、1つまたは複数の次数固有の許容限界が、ライン終端試験の良品として言明された平歯車の転がり試験結果を用いることによって転がり試験のために定義される。
【0008】
例えば、ライン終端試験は、ライン終端試験の結果を転がり試験の結果と比較することによって、転がり試験に対する1つまたは複数の次数固有の許容限界を決定するのに使用され得る。
【0009】
したがって、転がり試験の公差は、本発明に従って規定された工程順序によって決定され、設定され得る。
【0010】
このようにして、信頼性が高くロバストな平歯車の転がり試験を実施できる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
採尿及び採便具
21日前
日本精機株式会社
検出装置
15日前
個人
高精度同時多点測定装置
1か月前
個人
アクセサリー型テスター
1か月前
個人
計量機能付き容器
10日前
甲神電機株式会社
電流検出装置
15日前
株式会社カクマル
境界杭
今日
株式会社ミツトヨ
測定器
27日前
アズビル株式会社
電磁流量計
1か月前
ダイキン工業株式会社
監視装置
1か月前
大成建設株式会社
風洞実験装置
10日前
双庸電子株式会社
誤配線検査装置
16日前
ローム株式会社
半導体装置
1か月前
長崎県
形状計測方法
1か月前
個人
非接触による電磁パルスの測定方法
13日前
日本信号株式会社
距離画像センサ
13日前
大和製衡株式会社
組合せ計量装置
24日前
大和製衡株式会社
組合せ計量装置
24日前
愛知電機株式会社
軸部材の外観検査装置
24日前
個人
計量具及び計量機能付き容器
10日前
個人
システム、装置及び実験方法
1か月前
日本特殊陶業株式会社
ガスセンサ
8日前
愛知時計電機株式会社
ガスメータ
27日前
ローム株式会社
半導体装置
1か月前
キーコム株式会社
画像作成システム
今日
個人
液位検視及び品質監視システム
8日前
株式会社不二越
X線測定装置
13日前
日本特殊陶業株式会社
センサ
1か月前
日本特殊陶業株式会社
センサ
1か月前
日本特殊陶業株式会社
センサ
1か月前
日東精工株式会社
振動波形検査装置
16日前
日本特殊陶業株式会社
センサ
1か月前
日本特殊陶業株式会社
センサ
1か月前
中国電力株式会社
電柱管理システム
1か月前
株式会社デンソー
電流センサ
1か月前
日本特殊陶業株式会社
センサ
27日前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ