TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025169950
公報種別
公開特許公報(A)
公開日
2025-11-14
出願番号
2025134230,2022530298
出願日
2025-08-12,2020-11-19
発明の名称
バット光重合プリンタ用の光硬化樹脂の粘度を決定する方法及びシステム
出願人
ネクサ3ディー インコーポレイテッド
代理人
個人
,
個人
,
個人
,
個人
,
個人
主分類
B29C
64/124 20170101AFI20251107BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】バット光重合プロセスによって3D物品を形成する方法及びシステムを提供する。
【解決手段】かかる方法及びシステムにおいて、造形プロセスを開始する前に、及び、選択的には造形プロセスの間の両方において、造形プレートをバット内の樹脂の中で上昇させたり下降させたりするのに必要とされるトルクを測定する。それによって、樹脂の粘度を決定する。樹脂を加熱するのがよく、3D物品を製造するのに採用された光エンジンを使用してバット内の樹脂を加熱することによって、樹脂の粘度を変更する。
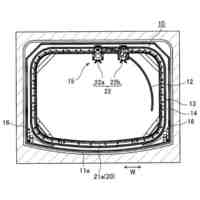
【選択図】図1
特許請求の範囲
【請求項1】
バット光重合プリンタ(100)に使用される光硬化樹脂(18)の粘度を決定する方法であって、
バット光重合プリンタ(100)を使用する造形プロセスを開始する前に、バット光重合プリンタ(100)のタンク(10)を樹脂(18)で充填し、バット光重合プリンタ(100)の造形プレート(20)を樹脂(18)の中に下降させることと、
造形プレート(20)を樹脂(18)内で上昇させるようにモータ(30)を作動させ、造形プレート(20)を上昇させるのに必要とされるトルクの測定値をトルクメータ(32)によって記録することと、
トルクの測定値を使用して、バット光重合プリンタ(100)のタンク(10)内の樹脂(18)の粘度を決定するために、樹脂の既知の粘度におけるトルクの測定値を一覧にした表を検索することと、を含む方法。
続きを表示(約 1,200 文字)
【請求項2】
トルクメータ(32)は、モータ(30)と一体であり、トルクの測定値を電気信号に変換するように構成される、請求項1に記載の方法。
【請求項3】
トルクメータ(32)は、モータ(30)による作動の下で造形プレート(20)を上昇させたり下降させたりするように構成されたリードスクリュー(12)と一直線に配置された回転トルクセンサを含む、請求項1に記載の方法。
【請求項4】
回転トルクセンサは、光トルクセンサ又は表面音響波(SAW)トルクセンサを含む、請求項3に記載の方法。
【請求項5】
コントローラ(28)がトルクメータ(32)の一部分として構成される、請求項1に記載の方法。
【請求項6】
トルクの測定値が、表の中の一覧にされた樹脂の粘度の値と値の間にあるとき、バット光重合プリンタ(100)のタンク(10)内の樹脂(18)の粘度を、トルクの測定値に最も近い一覧にされた粘度の値として決定する、請求項1に記載の方法。
【請求項7】
トルクの測定値が、表の中の一覧にされた樹脂の粘度の2つの値の間にあるとき、バット光重合プリンタ(100)のタンク(10)内の樹脂(18)の粘度を、トルクの測定値を内挿した粘度の値として決定する、請求項1に記載の方法。
【請求項8】
更に、造形プロセスの間、モータ(30)を使用して樹脂(18)内の造形プレート(20)を上昇させる及び/又は下降させることによって、タンク(10)内の樹脂(18)の粘度を決定することと、造形プレート(20)を上昇させる及び/又は下降させるのに必要とされるトルクの現在の測定値をトルクメータ(32)によって記録することと、現在のルックアップテーブルを使用して、樹脂(18)の現在の粘度を決定することと、を含む請求項1に記載の方法。
【請求項9】
更に、造形プロセスの間、バット光重合プリンタ(100)の光源(26)を使用して、バット光重合プリンタ(100)のタンク(10)内の樹脂(18)の現在の粘度を変更することを含む、請求項1に記載の方法。
【請求項10】
更に、バット光重合プリンタ(100)のタンク(10)内の樹脂(18)の現在の粘度を変更している間、モータ(30)を使用して樹脂(18)内の造形プレート(20)を上昇させる及び/又は下降させることによって、樹脂(18)の現在の粘度を測定し、造形プレート(20)を上昇させる及び/又は下降させるのに必要とされるトルクの現在の測定値をトルクメータ(32)によって記録することと、現在のルックアップテーブルを使用して、タンク(10)内の樹脂(18)の現在の粘度を決定することと、を含む請求項9に記載の方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本願は、2019年11月27日に出願された米国仮特許出願第62/941,653の優先権を主張する。
続きを表示(約 2,900 文字)
【0002】
本発明は、積層造形プロセスに関し、特に、バット重合プリンタに使用される光硬化樹脂の粘度を決定する方法及びシステムに関する。
【背景技術】
【0003】
積層造形、又は、3D印刷は、知られているように、種々の物品の直接的な生産の様々な手段を提供する様々な技術の集合である。かかる技術の1つは、バット光重合であり、バット光重合は、光造形法(SLA)、直接光処理(DLP)、及び液晶ディスプレイ(LCD)直接印刷を含む。これらの技術は、一般的には、紫外線(UV)光源を(典型的には)使用して、バット内に収容された樹脂の選択的に硬化させることを含む。樹脂は、一層ごとに硬化され、製造下の物品は、連続し且つ互いに接着される一連の断面によって形成される。
【先行技術文献】
【特許文献】
【0004】
国際公開第WO2015/074088号
国際公開第WO2016/078838号
米国特許出願公開第US2019/0202112号明細書
【発明の概要】
【発明が解決しようとする課題】
【0005】
これらの一層ごとの印刷プロセスにおいて、樹脂粘度が重要なパラメータであることが知られている。粘度は、動きに対する流体の内部抵抗、即ち、変形に対する流体の抵抗を表す。どろどろした流体は、高い粘度を有する。例えば、油の粘度は、水の粘度よりも高い。バット光重合プロセスにおいて、低粘度樹脂が層形成と層形成の間の造形領域における比較的迅速な補充を可能にするので、一般的には、低粘度樹脂が望ましい。しかしながら、低粘度樹脂で形成された製品は、硬化後の固化の間にシュリンク及び反りを被る傾向がある。そのため、高粘度樹脂は、かかる望ましくない副作用を受けない(少なくとも低粘度樹脂と同程度ではない)ので、高粘度樹脂が望ましい。高粘度樹脂はまた、射出成形プロセスで形成された製品と同程度で、更に望ましい製品特徴を生成する。
【0006】
粘度は、液体の分子間の凝集力によって生じ、温度によって変化する。液体において、粘度(μ)は、μ=a10b/(T-c)として近似され、ここで、Tは、絶対温度であり、a、b、及びcは、実験的に決定される定数である。かくして、高粘度樹脂を加熱することにより、その粘度を低下させることが知られており、それにより、加熱しなければバット光重合プリンタにおけるプロセスには困難である高粘度樹脂を、かかる装置で使用することにより順応させる。特許文献1は、抵抗加熱要素を露出ゾーンの縁に使用することによって、樹脂を加熱することを提案する。特許文献2は、透明な電導性コーティングをバットの底に使用して、樹脂を加熱することを提案する。特許文献3は、(光源から)独立した電磁放射線源を使用して、樹脂を加熱することを提案する。また、バットを炉のような包囲体内に配置するバット光重合装置が知られており、造形プロセス全体が包囲体内で行われる。
【課題を解決するための手段】
【0007】
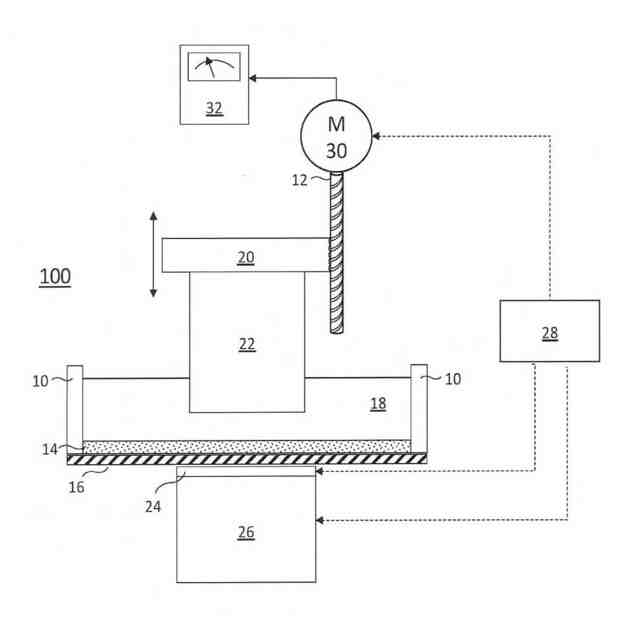
1つの実施形態では、本発明は、バット光重合プリンタで使用される光硬化樹脂の粘度を決定するための方法を提供する。バット光重合プリンタを使用する造形プロセスを開始する前、バット光重合プリンタのタンクに樹脂を充填し、バット光重合プリンタの造形プレートを、樹脂の中に下降させる。樹脂内の造形プレートを上昇させるように、モータを作動させ、造形プレートを上昇させるのに必要とされるトルクの測定値を、トルクメータによって記録する。トルクの測定値を使用して、樹脂の既知の粘度におけるトルクの測定値を一覧にした表を検索して、バット光重合プリンタのタンク内の樹脂の粘度を決定する。トルクメータは、モータと一体であってもよいし、トルクを電気信号に変換するように構成されていてもよい。幾つかの場合、トルクメータは、モータによる作動の下で造形プレートを上昇させたり下降させたりするように構成されたリードスクリューと一直線に配置された回転トルクセンサを含むのがよい。かかる回転トルクセンサは、光トルクセンサであってもよいし、表面音響波(SAW)トルクセンサであってもよい。また、幾つかの例では、コントローラが、トルクメータの一部分として構成されてもよい。トルクの測定値が、表の中で一覧にされた樹脂の粘度の2つの値の間のあるとき、バット光重合プリンタのタンク内の樹脂の粘度を、トルクの測定値に最も近い一覧にされた粘度の値として決定し、変形例として、トルクの測定値に関して内挿した粘度の値として決定する。
【0008】
造形プロセスの間、バット光重合プリンタのタンク内の樹脂の現在の粘度を決定するのがよく、このことは、モータを使用して、樹脂内の造形プレートを上昇させ及び/又は下降させ、造形プレートを上昇させる及び/又は下降させるのに必要とされるトルクの現在の測定値をトルクメータによって記録し、ルックアップテーブルを使用して、タンク内の樹脂の現在の粘度を決定することによって行われる。また、造形プロセスの間、光重合プリンタの(例えば、樹脂を加熱するための)光源を使用して、バット光重合プリンタのタンク内の樹脂の現在の粘度を変更し又は制御してもよい。バット光重合プリンタのタンク内の樹脂の現在の粘度を変更する間、樹脂の現在の粘度を測定してもよく、このことは、モータを使用して、樹脂内の造形プレートを上昇させ及び/又は下降させ、造形プレートを上昇させる及び/又は下降させるのに必要とされるトルクの現在の測定値をトルクメータによって記録し、現在のルックアップテーブルを使用して、タンク内の樹脂の現在の粘度を決定することによって行われる。
【0009】
本発明の1つの実施形態では、光重合プリンタに使用される光硬化樹脂の粘度を決定するためのシステムは、かくして、或る容量の樹脂を保持するように構成されたタンクを有するバット光重合プリンタと、タンク内で上昇させたり下降させたりするように構成された造形プレートと、造形プレートを上昇させる及び/又は下降させるのに結合されたモータと、樹脂内の造形プレートを上昇させる及び/又は下降させるのに必要とされるトルクを測定するように構成されたトルクメータと、コントローラと、を有し、コントローラは、樹脂内の造形プレートを上昇させる及び/又は下降させるためにモータを作動させるように構成され、トルクメータからトルクの測定値を受取るように構成され、トルクの測定値を使用して、樹脂の既知の粘度におけるトルクの測定値を一覧にした表を検索することによって、バット光重合プリンタのタンク内の樹脂の粘度を決定するように構成される。システムは、また、光エンジンを有していてもよい。
【0010】
本発明を、添付図面の図において、限定ではなく、例示として説明する。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
気泡緩衝材減容装置
1か月前
東レ株式会社
吹出しノズル
11か月前
豊田鉄工株式会社
金型
3か月前
CKD株式会社
型用台車
11か月前
シーメット株式会社
光造形装置
10か月前
東レ株式会社
フィルムの製造方法
4か月前
株式会社 型善
射出成形型
今日
東レ株式会社
フィルムの製造方法
4か月前
東レ株式会社
フィルムの製造方法
8か月前
グンゼ株式会社
ピン
11か月前
株式会社エフピコ
賦形シート
14日前
日機装株式会社
加圧システム
7か月前
東レ株式会社
フィルムの製造方法。
3か月前
株式会社カワタ
計量混合装置
6か月前
個人
樹脂可塑化方法及び装置
10か月前
株式会社FTS
ロッド
9か月前
東レ株式会社
複合成形体の製造方法
1か月前
NOK株式会社
樹脂ゴム複合体
2か月前
トヨタ自動車株式会社
射出装置
8か月前
株式会社FTS
成形装置
10か月前
株式会社漆原
シートの成形方法
5か月前
東レ株式会社
樹脂フィルムの製造方法
6か月前
株式会社不二越
射出成形機
7か月前
株式会社不二越
射出成形機
2か月前
株式会社FTS
セパレータ
9か月前
株式会社不二越
射出成形機
7か月前
株式会社不二越
射出成形機
7か月前
株式会社神戸製鋼所
混練機
9か月前
株式会社リコー
画像形成システム
11か月前
株式会社不二越
射出成形機
5か月前
東レ株式会社
炭素繊維シートの製造方法
7か月前
株式会社コスメック
射出成形装置
5か月前
トヨタ自動車株式会社
真空成形装置
6か月前
トヨタ自動車株式会社
3Dプリンタ
11か月前
足立建設工業株式会社
製管機
5日前
コイト電工株式会社
フレーム成形品
2か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ