TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025163833
公報種別
公開特許公報(A)
公開日
2025-10-30
出願番号
2024067389
出願日
2024-04-18
発明の名称
ウェーハの加工方法及び切削装置
出願人
株式会社ディスコ
代理人
弁理士法人酒井国際特許事務所
主分類
H01L
21/304 20060101AFI20251023BHJP(基本的電気素子)
要約
【課題】加工品質の悪化を抑制することができること。
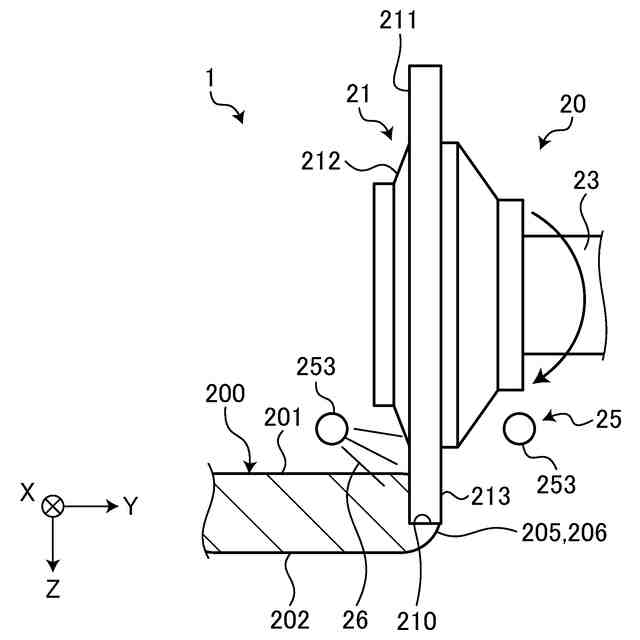
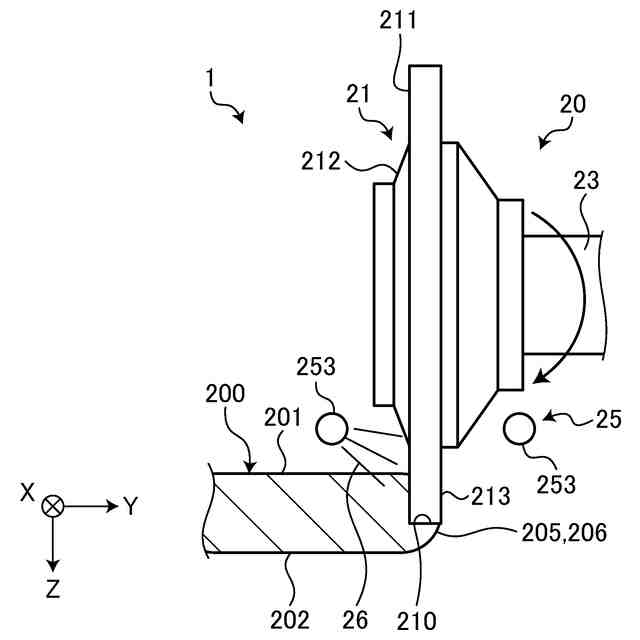
【解決手段】ウェーハの加工方法は、切削ブレード21でウェーハ200の外周に沿ってウェーハ200を環状に切削するウェーハの加工方法であって、ウェーハ200に切削液26を供給しつつウェーハ200の外周に沿って切削ブレード21でウェーハ200を環状に切削するとともにウェーハ200の半径方向で切削ブレード21の位置を変化させてウェーハ200を切削し、切削ブレード21がウェーハ200の外周縁206に重なる位置を切削する間の切削液26の供給量は、切削ブレード21がウェーハ200の外周縁206に重ならない位置を切削する間の切削液26の供給量よりも少量に設定される。
【選択図】図9
特許請求の範囲
【請求項1】
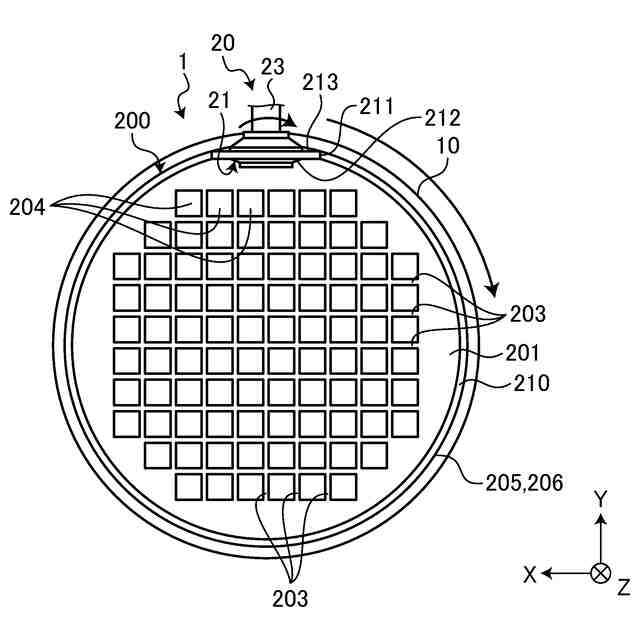
切削ブレードでウェーハの外周に沿ってウェーハを環状に切削するウェーハの加工方法であって、
ウェーハに切削液を供給しつつウェーハの外周に沿って該切削ブレードでウェーハを環状に切削するとともにウェーハの半径方向で該切削ブレードの位置を変化させてウェーハを切削し、
該切削ブレードがウェーハの外周縁に重なる位置を切削する間の該切削液の供給量は、該切削ブレードがウェーハの外周縁に重ならない位置を切削する間の該切削液の供給量よりも少量に設定される、ウェーハの加工方法。
続きを表示(約 1,100 文字)
【請求項2】
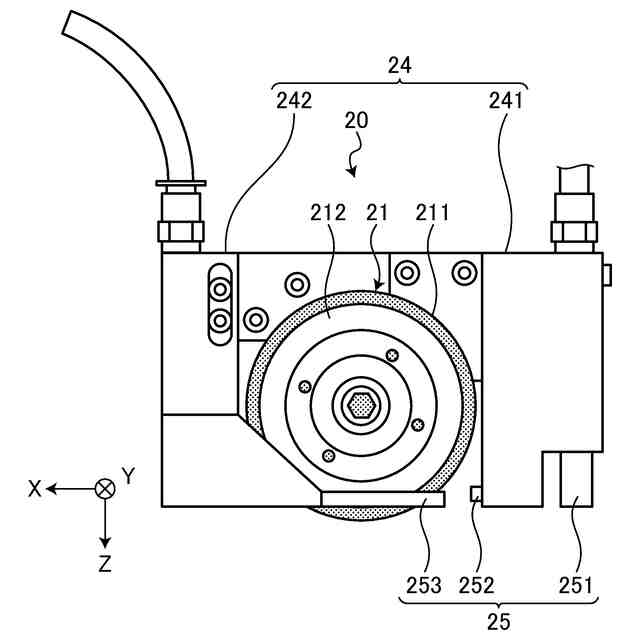
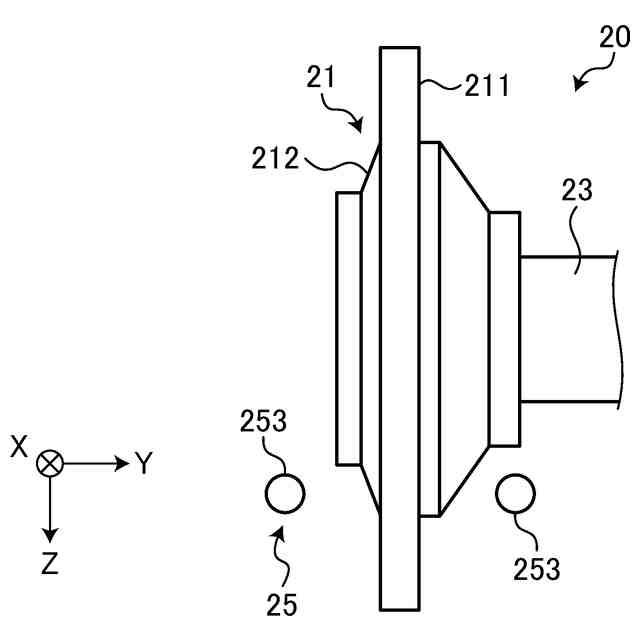
該切削液は、該切削ブレードの厚み方向の両側にそれぞれ配設された一対のノズルから該切削ブレードに向かって噴射されることで該切削ブレードを介してウェーハに供給され、
該切削ブレードがウェーハの外周縁に重なる位置を切削する間は、該一対のノズルのうちウェーハ中心側のノズルからのみ該切削液を噴射し、
該切削ブレードがウェーハの外周縁に重ならない位置を切削する間は、該一対のノズルの両方から該切削液を噴射する、請求項1に記載のウェーハの加工方法。
【請求項3】
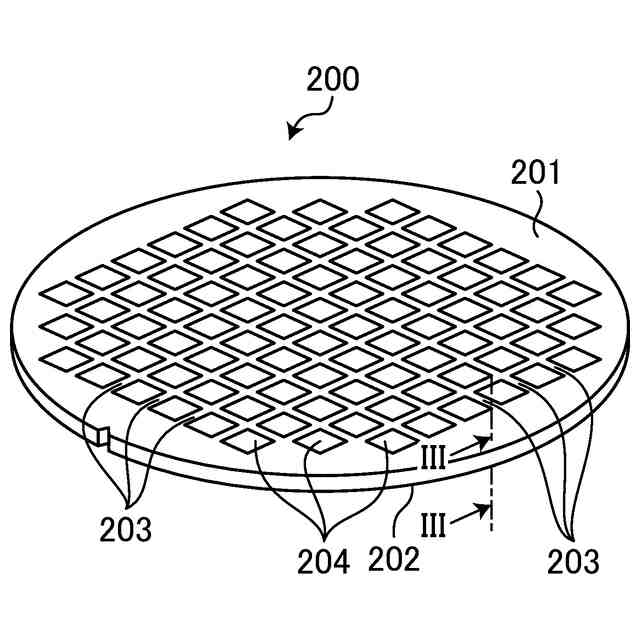
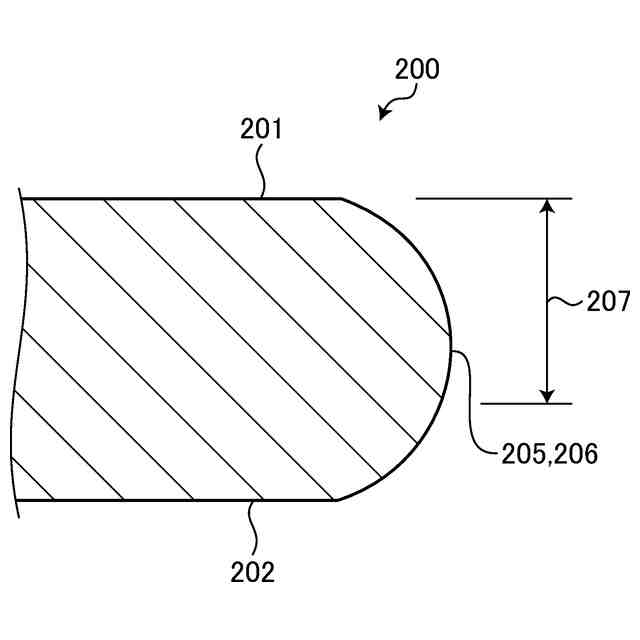
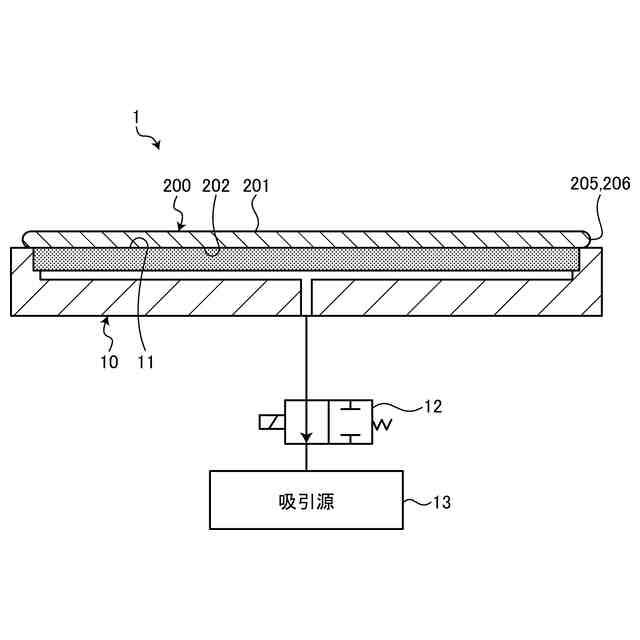
ウェーハは、第1面と該第1面の背面の第2面とを有し、外周に面取り部が形成されることで該第1面と該第2面の直径はウェーハの最大外径よりも小さく設定され、
ウェーハは該第1面または該第2面に対応した吸着領域を有した吸着テーブルで該第1面側または該第2面側が吸着された状態で該切削ブレードで切削される、請求項1または2に記載のウェーハの加工方法。
【請求項4】
ウェーハを保持する保持テーブルと、
該保持テーブルで保持されたウェーハの外周に沿ってウェーハを環状に切削する切削ブレードと、
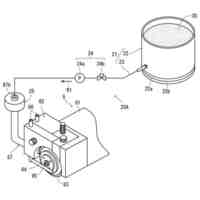
該切削ブレードで切削されるウェーハに切削液を供給する切削液供給ノズルと、を備え、
該切削液供給ノズルからウェーハに切削液を供給しつつ該切削ブレードでウェーハの外周に沿って該保持テーブルで保持されたウェーハを環状に切削するとともにウェーハの半径方向で該切削ブレードの位置を変化させてウェーハを切削し、
該切削ブレードがウェーハの外周縁に重なる位置を切削する間の該切削液の供給量が、該切削ブレードがウェーハの外周縁に重ならない位置を切削する間の該切削液の供給量よりも少量に設定される、切削装置。
【請求項5】
該切削液供給ノズルは、該切削ブレードの厚み方向の両側にそれぞれ配設された第1ノズルと第2ノズルとを含み、
該切削ブレードがウェーハの外周縁に重なる位置を切削する間は、該第1ノズルと該第2ノズルのうちウェーハ中心側のノズルからのみ該切削液が供給され、
該切削ブレードがウェーハの外周縁に重ならない位置を切削する間は、該第1ノズルと該第2ノズルの両方から該切削液が供給される、請求項4に記載の切削装置。
【請求項6】
ウェーハは、第1面と該第1面の背面の第2面とを有し、外周に面取り部が形成されることで該第1面と該第2面の直径はウェーハの外径よりも小さく設定され、
該保持テーブルは、ウェーハの該第1面または該第2面に対応した吸着領域を有する、請求項4または請求項5に記載の切削装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、切削ブレードでウェーハの外周縁に沿ってウェーハを環状に切削するウェーハの加工方法及び切削装置に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
ウェーハに所謂エッジトリミング加工を施す際にはウェーハへの切削屑の付着を防止するとともに切削で発生する加工熱を冷却するためにウェーハに切削液を供給している(例えば、特許文献1参照)。
【0003】
特許文献1等に示された従来の加工方法は、ウェーハの外周縁からウェーハの中心側に向かった所定幅の環状領域を除去したい場合、切削ブレードの位置をウェーハの半径方向で変えて複数回環状に切削する、もしくは切削ブレードで渦巻き状に切削することを行なっている。
【先行技術文献】
【特許文献】
【0004】
特開2013-225612号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、特許文献1等に示された従来の加工方法は、切削ブレードがウェーハの最外周を切削する際には、切削液がウェーハの下面側に回り込み易く、ウェーハの下面側に切削液が回り込むと切削中にウェーハがばたついて加工品質が悪化するおそれもあるため、改善が切望されている。
【0006】
本発明の目的は、加工品質の悪化を抑制することができるウェーハの加工方法及び切削装置を提供することである。
【課題を解決するための手段】
【0007】
上述した課題を解決し、目的を達成するために、本発明のウェーハの加工方法は、切削ブレードでウェーハの外周に沿ってウェーハを環状に切削するウェーハの加工方法であって、ウェーハに切削液を供給しつつウェーハの外周に沿って該切削ブレードでウェーハを環状に切削するとともにウェーハの半径方向で該切削ブレードの位置を変化させてウェーハを切削し、該切削ブレードがウェーハの外周縁に重なる位置を切削する間の該切削液の供給量は、該切削ブレードがウェーハの外周縁に重ならない位置を切削する間の該切削液の供給量よりも少量に設定されることを特徴とする。
【0008】
前記ウェーハの加工方法において、該切削液は、該切削ブレードの厚み方向の両側にそれぞれ配設された一対のノズルから該切削ブレードに向かって噴射されることで該切削ブレードを介してウェーハに供給され、該切削ブレードがウェーハの外周縁に重なる位置を切削する間は、該一対のノズルのうちウェーハ中心側のノズルからのみ該切削液を噴射し、該切削ブレードがウェーハの外周縁に重ならない位置を切削する間は、該一対のノズルの両方から該切削液を噴射しても良い。
【0009】
前記ウェーハの加工方法において、ウェーハは、第1面と該第1面の背面の第2面とを有し、外周に面取り部が形成されることで該第1面と該第2面の直径はウェーハの最大外径よりも小さく設定され、ウェーハは該第1面または該第2面に対応した吸着領域を有した吸着テーブルで該第1面側または該第2面側が吸着された状態で該切削ブレードで切削されても良い。
【0010】
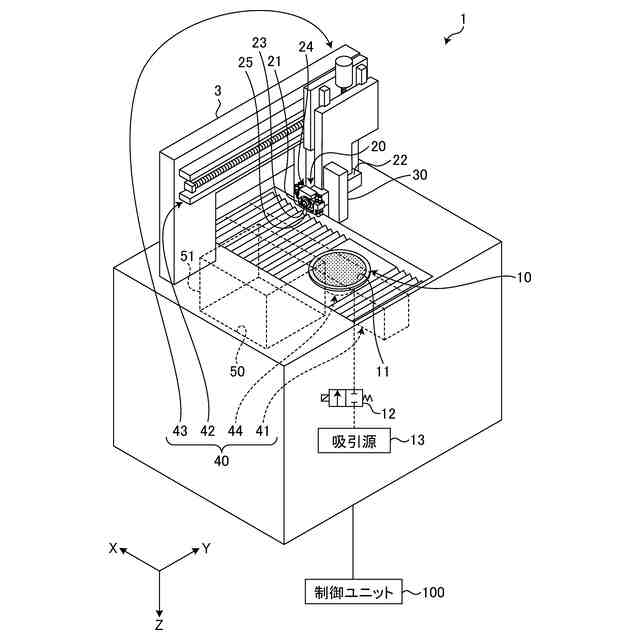
本発明の切削装置は、ウェーハを保持する保持テーブルと、該保持テーブルで保持されたウェーハの外周に沿ってウェーハを環状に切削する切削ブレードと、該切削ブレードで切削されるウェーハに切削液を供給する切削液供給ノズルと、を備え、該切削液供給ノズルからウェーハに切削液を供給しつつ該切削ブレードでウェーハの外周に沿って該保持テーブルで保持されたウェーハを環状に切削するとともにウェーハの半径方向で該切削ブレードの位置を変化させてウェーハを切削し、該切削ブレードがウェーハの外周縁に重なる位置を切削する間の該切削液の供給量が、該切削ブレードがウェーハの外周縁に重ならない位置を切削する間の該切削液の供給量よりも少量に設定されることを特徴とする。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社ディスコ
焼成炉
1か月前
株式会社ディスコ
加工装置
17日前
株式会社ディスコ
処理装置
1か月前
株式会社ディスコ
加工方法
1か月前
株式会社ディスコ
研削装置
1か月前
株式会社ディスコ
切削装置
26日前
株式会社ディスコ
加工装置
1か月前
株式会社ディスコ
加工装置
1か月前
株式会社ディスコ
加工装置
20日前
株式会社ディスコ
加工装置
1か月前
株式会社ディスコ
切削装置
1か月前
株式会社ディスコ
加工装置
1か月前
株式会社ディスコ
加工装置
1か月前
株式会社ディスコ
加工装置
5日前
株式会社ディスコ
加工装置
4日前
株式会社ディスコ
掃除器具
4日前
株式会社ディスコ
掃除器具
4日前
株式会社ディスコ
加工装置
25日前
株式会社ディスコ
処理方法
4日前
株式会社ディスコ
加工装置
1か月前
株式会社ディスコ
搬送システム
4日前
株式会社ディスコ
搬送システム
1か月前
株式会社ディスコ
搬送システム
4日前
株式会社ディスコ
搬送システム
1か月前
株式会社ディスコ
搬送システム
1か月前
株式会社ディスコ
搬送システム
4日前
株式会社ディスコ
シート固着装置
19日前
株式会社ディスコ
抗折強度測定装置
1か月前
株式会社ディスコ
保護部材形成装置
1か月前
株式会社ディスコ
液状樹脂供給装置
1か月前
株式会社ディスコ
保護部材形成装置
1か月前
株式会社ディスコ
加工室の洗浄方法
28日前
株式会社ディスコ
配線引き抜き治具
1か月前
株式会社ディスコ
レーザー加工装置
19日前
株式会社ディスコ
被加工物の処理装置
1か月前
株式会社ディスコ
ウエーハの加工装置
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ