TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025155208
公報種別
公開特許公報(A)
公開日
2025-10-14
出願番号
2024058886
出願日
2024-04-01
発明の名称
造形装置およびディスペンサヘッドの制御方法
出願人
株式会社FUJI
代理人
弁理士法人アイテック国際特許事務所
主分類
B29C
64/209 20170101AFI20251006BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】生産コストの増加や生産効率の低下を防止しつつ吐出不良を抑制する。
【解決手段】造形装置は、流体を吐出して塗布処理を実行するディスペンサヘッドと、塗布処理とは別にディスペンサヘッドから流体を吐出させるパージが実行された後の所定の有効時間内はパージを実行せずに塗布処理を開始し、有効時間外となる場合には次の塗布処理を開始するまでにパージを実行し、塗布処理中に有効時間外となる場合には塗布処理中にパージを実行せずに塗布処理を継続するか塗布処理前にパージを実行するように、ディスペンサヘッドを制御する制御部と、を備える。
【選択図】図5
特許請求の範囲
【請求項1】
流体を吐出して塗布処理を実行するディスペンサヘッドと、
前記塗布処理とは別に前記ディスペンサヘッドから流体を吐出させるパージが実行された後の所定の有効時間内は前記パージを実行せずに前記塗布処理を開始し、前記有効時間外となる場合には次の前記塗布処理を開始するまでに前記パージを実行し、前記塗布処理中に前記有効時間外となる場合には前記塗布処理中に前記パージを実行せずに前記塗布処理を継続するか前記塗布処理前に前記パージを実行するように、前記ディスペンサヘッドを制御する制御部と、
を備える造形装置。
続きを表示(約 860 文字)
【請求項2】
前記制御部は、前記塗布処理中に前記有効時間外となる場合において、継続した前記塗布処理が終了した後、次の前記塗布処理を開始するまでに前記パージを実行するように、前記ディスペンサヘッドを制御する、
請求項1に記載の造形装置。
【請求項3】
前記ディスペンサヘッドよりも粘性の低い流体を吐出して印刷処理を実行するインクジェットヘッドと、
前記印刷処理または前記塗布処理で吐出された流体の硬化処理を実行する硬化部と、
を備え、
前記制御部は、前記有効時間外となる場合において、次の前記塗布処理の前に、前記印刷処理および前記硬化処理を含む、前記塗布処理以外の他の処理が実行される場合には、前記他の処理の実行中に前記パージを実行するように、前記ディスペンサヘッドを制御する、
請求項1または2に記載の造形装置。
【請求項4】
前記有効時間と、前記塗布処理を含む複数の処理の実行順および実行時間を含む処理計画とに基づいて、前記パージの実行タイミングを予め設定する設定部を備え、
前記制御部は、前記実行タイミングになると前記パージを実行するように、前記ディスペンサヘッドを制御する、
請求項1または2に記載の造形装置。
【請求項5】
流体を吐出して塗布処理を実行するディスペンサヘッドの制御方法であって、
(a)前記塗布処理とは別に前記ディスペンサヘッドから流体を吐出させるパージが実行された後の所定の有効時間内は前記パージを実行せずに前記塗布処理を開始するステップと、
(b)前記有効時間外となる場合には次の前記塗布処理を開始するまでに前記パージを実行するステップと、
(c)前記塗布処理中に前記有効時間外となる場合には前記塗布処理中に前記パージを実行せずに前記塗布処理を継続するか前記塗布処理前に前記パージを実行するステップと、
を含むディスペンサヘッドの制御方法。
発明の詳細な説明
【技術分野】
【0001】
本明細書は、造形装置およびディスペンサヘッドの制御方法について開示する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
従来、流体を吐出するヘッドを備え、吐出不良を抑制するための処理を実行する装置が提案されている。例えば、特許文献1には、印刷処理などの実行中に、ヘッドから印刷とは関係のない流体を吐出させることにより、流体の乾燥などの粘度の増加による吐出不良を抑制することが記載されている。
【先行技術文献】
【特許文献】
【0003】
特開2016-147390号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ここで、上述したような流体の粘度の増加による吐出不良以外に、気泡の混入による吐出不良が問題となる装置もある。また、吐出不良を抑制するための流体の吐出が頻繁に行われると、流体のロスが多くなって生産コストが増加するだけでなく、実行中の処理が妨げられたり処理の開始が遅れたりして生産効率が低下する場合がある。このため、さらなる改善が求められている。
【0005】
本開示は、生産コストの増加や生産効率の低下を防止しつつ吐出不良を抑制することを主目的とする。
【課題を解決するための手段】
【0006】
本開示は、上述の主目的を達成するために以下の手段を採った。
【0007】
本開示の造形装置は、
流体を吐出して塗布処理を実行するディスペンサヘッドと、
前記塗布処理とは別に前記ディスペンサヘッドから流体を吐出させるパージが実行された後の所定の有効時間内は前記パージを実行せずに前記塗布処理を開始し、前記有効時間外となる場合には次の前記塗布処理を開始するまでに前記パージを実行し、前記塗布処理中に前記有効時間外となる場合には前記塗布処理中に前記パージを実行せずに前記塗布処理を継続するか前記塗布処理前に前記パージを実行するように、前記ディスペンサヘッドを制御する制御部と、
を備えることを要旨とする。
【0008】
本開示の造形装置では、パージが実行された後の所定の有効時間内はパージを実行せずに塗布処理を開始することで、塗布処理の開始が遅れることによる生産効率の低下を防止すると共に頻繁なパージの実行を防止することができる。また、有効時間外となる場合には次の塗布処理を開始するまでにパージを実行することで、吐出不良を抑制する。さらに、塗布処理中に有効時間外となる場合には塗布処理中にパージを実行せずに塗布処理を継続するか塗布処理前にパージを実行することで、塗布処理が中断されることによる生産効率の低下を防止する。なお、塗布処理中は大きな気泡が発生する可能性が低いから、パージを実行せずに塗布処理を継続しても吐出不良が生じる可能性は低い。このように、有効時間に応じてパージの実行有無を適切に決定することで、必要以上にパージが実行されることによる生産コストの増加や生産効率の低下を防止しつつ吐出不良を抑制することができる。
【図面の簡単な説明】
【0009】
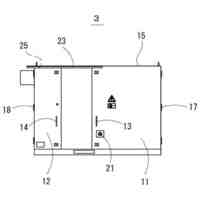
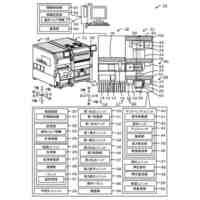
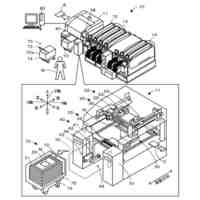
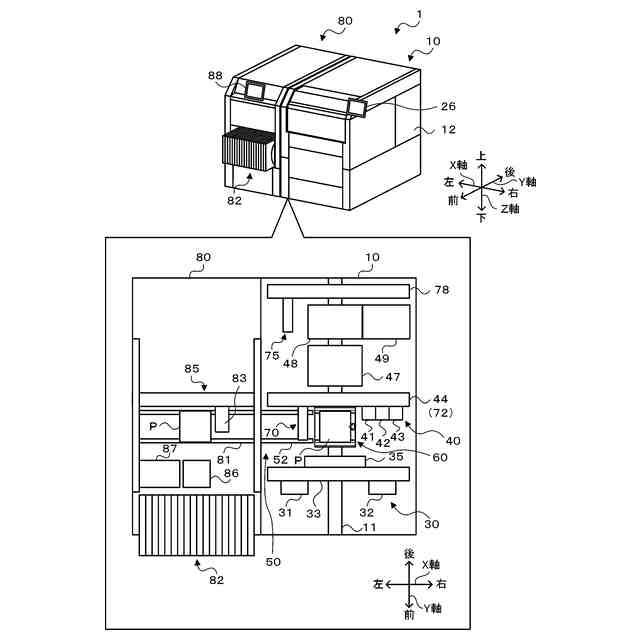
造形装置10を含む生産システム1の構成の概略を示す構成図。
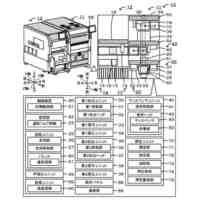
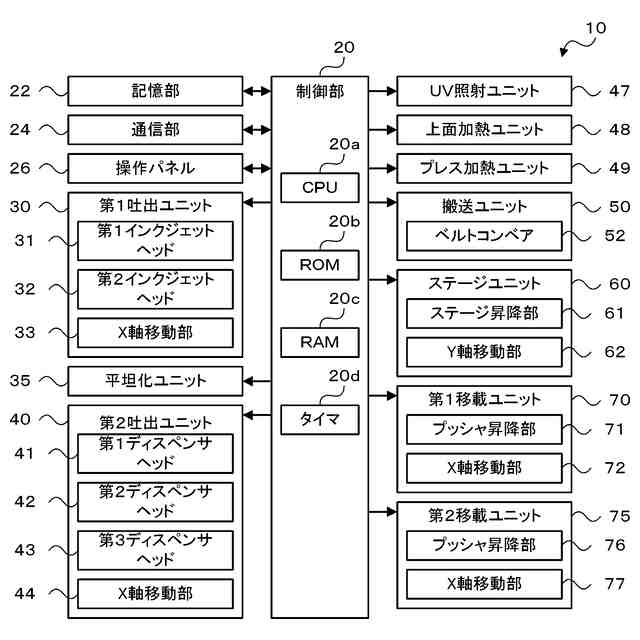
造形装置10の構成の概略を示すブロック図。
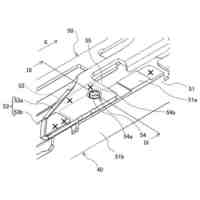
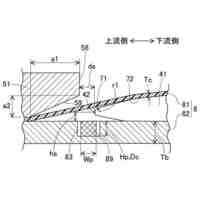
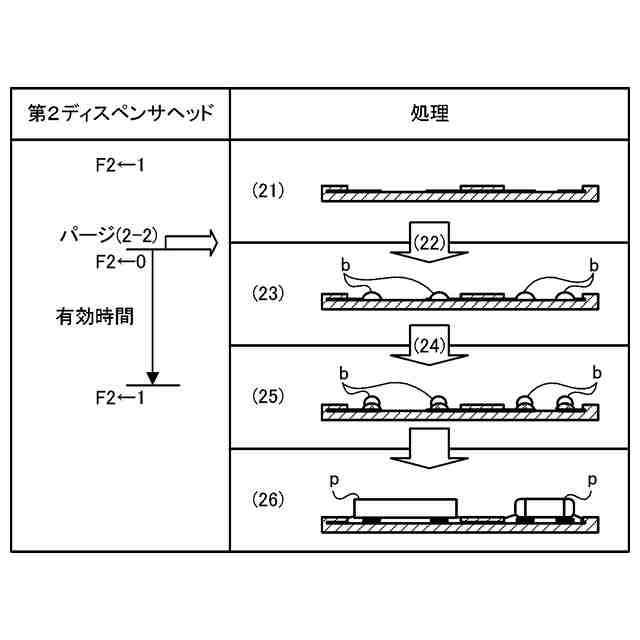
ディスペンサヘッドの気泡混入の様子を示す説明図。
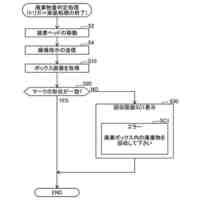
パージフラグ設定処理の一例を示すフローチャート。
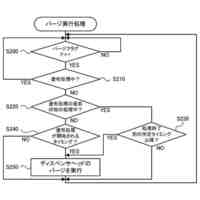
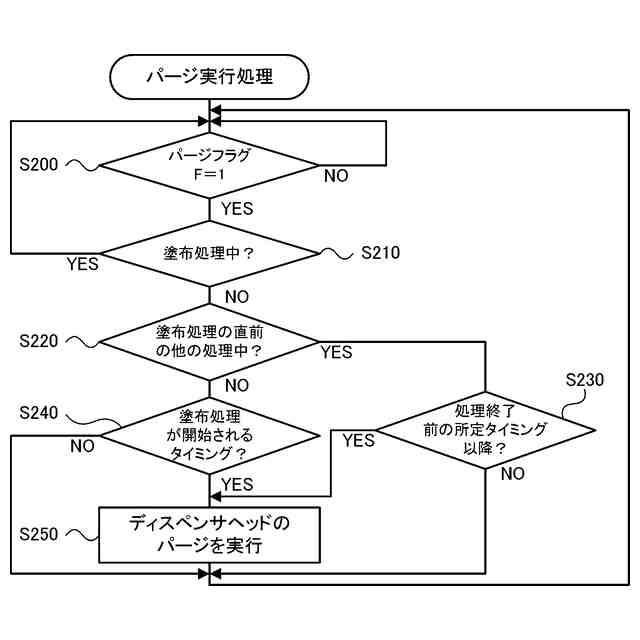
パージ実行処理の一例を示すフローチャート。
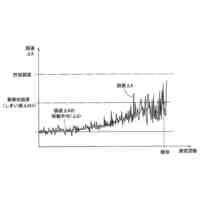
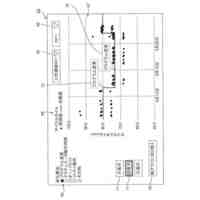
造形処理中にパージを実行するタイミングの一例を示す説明図。
造形処理中にパージを実行するタイミングの一例を示す説明図。
パージタイミング設定処理の一例を示すフローチャート。
【発明を実施するための形態】
【0010】
本開示の実施形態について図面を用いて説明する。図1は、造形装置10を含む生産システム1の構成の概略を示す構成図である。図2は、造形装置10の構成の概略を示すブロック図である。なお、本実施形態において、左右方向(X軸)、前後方向(Y軸)、上下方向(Z軸)は、図1に示した通りとする。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社FUJI
制御盤
1か月前
株式会社FUJI
工作機械
1か月前
株式会社FUJI
工作機械
1か月前
株式会社FUJI
部品実装機
1か月前
株式会社FUJI
テープガイド
5日前
株式会社FUJI
測定値処理装置
1か月前
株式会社FUJI
フィーダ制御装置
1か月前
株式会社FUJI
生産計画作成装置
14日前
株式会社FUJI
造形装置および造形方法
28日前
株式会社FUJI
印刷装置及び印刷装置の制御方法
1か月前
株式会社FUJI
製造方法及び3次元造形システム
1か月前
株式会社FUJI
部品データの生成方法および生成装置
7日前
株式会社FUJI
テープ剥離装置およびテープフィーダ
1か月前
株式会社FUJI
電子部品装着方法、及び電子部品装着装置
1日前
株式会社FUJI
部品実装機および異物の有無を判定する方法
今日
株式会社FUJI
造形装置およびディスペンサヘッドの制御方法
1か月前
株式会社FUJI
印刷品質管理システムおよび印刷品質管理方法
13日前
株式会社FUJI
アラーム情報表示装置、及びアラーム情報表示システム
1か月前
株式会社FUJI
作業装置
12日前
株式会社FUJI
サイクルタイム表示装置、及びサイクルタイム表示システム
1か月前
株式会社FUJI
部品実装ライン
14日前
株式会社FUJI
部品供給フィーダ、部品供給フィーダの管理システム及び管理方法
12日前
株式会社FUJI
対基板作業機、および雄型コネクタと雌型コネクタとの接続維持方法
1か月前
株式会社FUJI
印刷装置及び制御方法
22日前
株式会社FUJI
交換可能部材の交換方法及び印刷システム
1か月前
個人
気泡緩衝材減容装置
1か月前
東レ株式会社
吹出しノズル
11か月前
豊田鉄工株式会社
金型
3か月前
CKD株式会社
型用台車
11か月前
シーメット株式会社
光造形装置
10か月前
東レ株式会社
フィルムの製造方法
4か月前
株式会社 型善
射出成形型
今日
東レ株式会社
フィルムの製造方法
4か月前
東レ株式会社
フィルムの製造方法
8か月前
グンゼ株式会社
ピン
11か月前
株式会社エフピコ
賦形シート
14日前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ