TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025169645
公報種別
公開特許公報(A)
公開日
2025-11-14
出願番号
2024074546
出願日
2024-05-01
発明の名称
テープガイド
出願人
株式会社FUJI
代理人
弁理士法人 共立特許事務所
主分類
H05K
13/02 20060101AFI20251107BHJP(他に分類されない電気技術)
要約
【課題】溶接箇所を増やすことなく各部品の位置の再現性を確保して規定の組立寸法を確保すること。
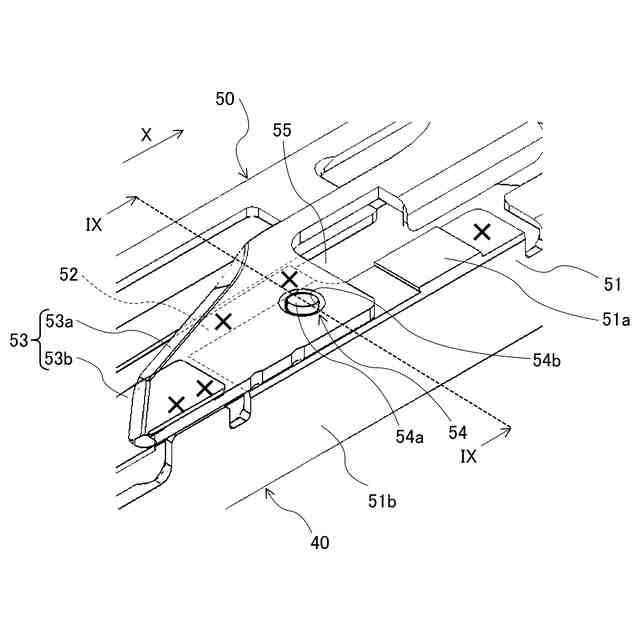
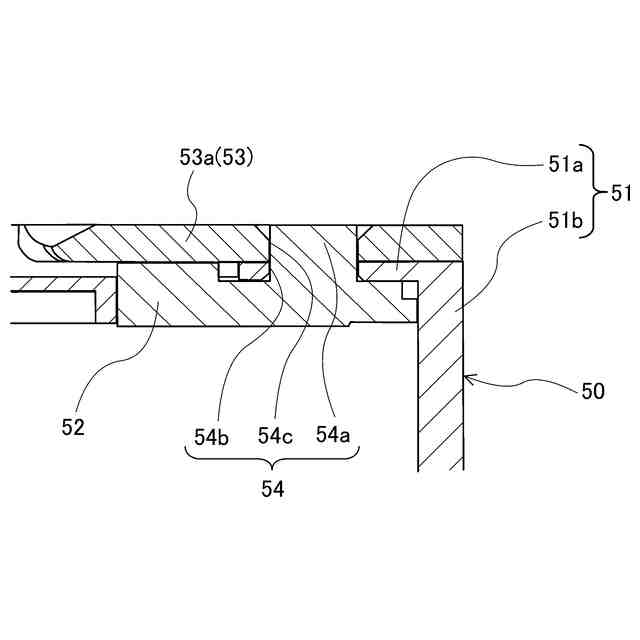
【解決手段】テープガイドは、開口部が設けられた天井壁部を有し、部品収容部が設けられたベーステープと部品収容部の収容口を塞ぐカバーテープとを有するキャリアテープをテープ搬送時にガイドするガイド本体部と、開口部に一部が露出するように天井壁部の下方に配置され、一端部でガイド本体部に支持されかつ他端部で上下方向に弾性変形可能であり、キャリアテープの搬送中にベーステープからカバーテープを剥離する剥離部と、ガイド本体部と剥離部とを位置決めする位置決め構造と、を備える。位置決め構造は、上下方向に延びる位置決めピンと、位置決めピンが挿入される位置決め孔と、を有する。
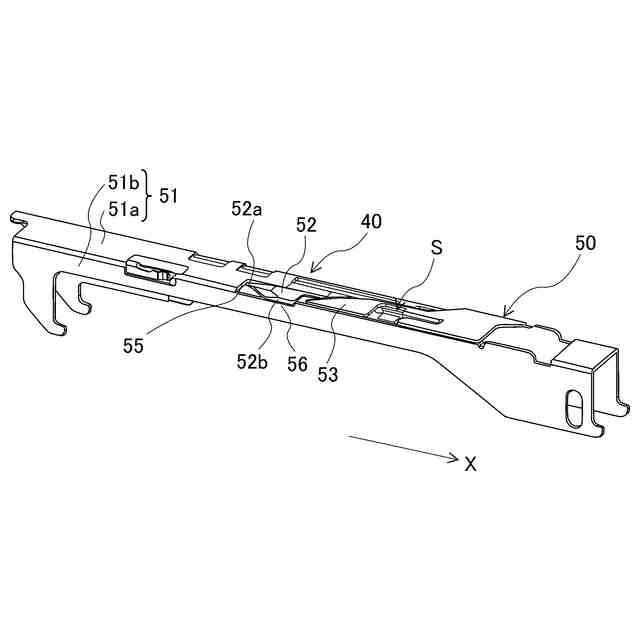
【選択図】図7
特許請求の範囲
【請求項1】
開口部が設けられた天井壁部を有し、部品収容部が設けられたベーステープと前記部品収容部の収容口を塞ぐカバーテープとを有するキャリアテープをテープ搬送時にガイドするガイド本体部と、
前記開口部に一部が露出するように前記天井壁部の下方に配置され、一端部で前記ガイド本体部に支持されかつ他端部で上下方向に弾性変形可能であり、前記キャリアテープの搬送中に前記ベーステープから前記カバーテープを剥離する剥離部と、
上下方向に延びる位置決めピンと、前記位置決めピンが挿入される位置決め孔と、を有し、前記ガイド本体部と前記剥離部とを位置決めする位置決め構造と、
を備える、テープガイド。
続きを表示(約 1,100 文字)
【請求項2】
前記位置決めピンは、前記ガイド本体部及び前記剥離部のうちの一つ以上に形成されたボスであり、
前記位置決め孔は、前記位置決めピンに対応して、前記ガイド本体部及び前記剥離部のうちの一つ以上に設けられている、請求項1に記載されたテープガイド。
【請求項3】
前記位置決めピンは、前記ガイド本体部及び前記剥離部とは別体に設けられたピンであり、
前記位置決め孔は、前記位置決めピンに対応して、前記ガイド本体部及び前記剥離部にそれぞれ設けられている、請求項1に記載されたテープガイド。
【請求項4】
前記ガイド本体部と前記剥離部とは、前記位置決め構造により位置決めされた状態でかしめ固定されている、請求項1に記載されたテープガイド。
【請求項5】
前記テープガイドは、更に、前記天井壁部の上方に配置され、前記剥離部の前記一端部側を覆うカバー部を備え、
前記位置決め構造は、前記ガイド本体部と前記剥離部と前記カバー部とを位置決めする、請求項1に記載されたテープガイド。
【請求項6】
前記位置決めピンは、前記ガイド本体部、前記剥離部、及び前記カバー部のうちの一つ以上に形成されたボスであり、
前記位置決め孔は、前記位置決めピンに対応して、前記ガイド本体部、前記剥離部、及び前記カバー部に二箇所以上設けられている、請求項5に記載されたテープガイド。
【請求項7】
前記位置決めピンは、前記剥離部に一体に設けられており、前記ガイド本体部の前記天井壁部と前記カバー部とを貫通可能な上下長さを有し、
前記位置決め孔は、前記位置決めピンに対応して前記天井壁部及び前記カバー部に一箇所ずつ設けられている、請求項6に記載されたテープガイド。
【請求項8】
前記位置決めピンは、前記ガイド本体部、前記剥離部、及び前記カバー部とは別体に設けられたピンであり、
前記位置決め孔は、前記位置決めピンに対応して、前記ガイド本体部、前記剥離部、及び前記カバー部にそれぞれ設けられている、請求項5に記載されたテープガイド。
【請求項9】
前記ガイド本体部と前記剥離部と前記カバー部とは、前記位置決め構造により位置決めされた状態でかしめ固定されている、請求項5に記載されたテープガイド。
【請求項10】
前記剥離部は、前記剥離部が前記開口部に露出する箇所において、前記カバー部に溶接されている、請求項9に記載されたテープガイド。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本明細書は、テープガイドに関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
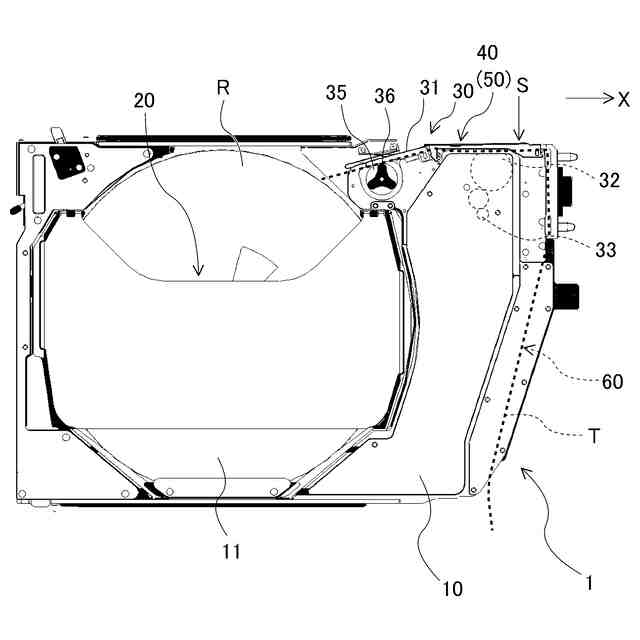
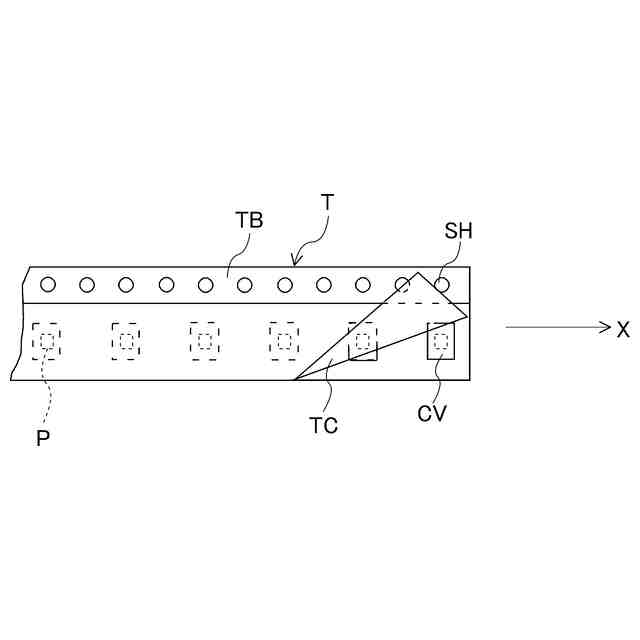
従来、部品供給装置が備えるテープガイドが知られている(例えば、特許文献1参照)。部品供給装置は、電子部品などの部品がキャリアテープの部品収容部に収容された状態でキャリアテープを搬送方向に送り搬送することにより部品を部品供給位置に供給する装置である。キャリアテープは、部品収容部が設けられたベーステープと、ベーステープの表面に設けられてベーステープの部品収容部を閉塞するカバーテープと、を有している。
【0003】
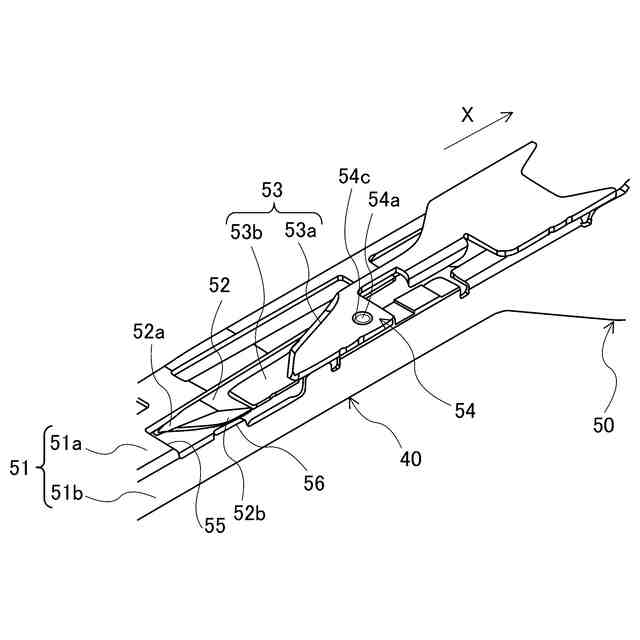
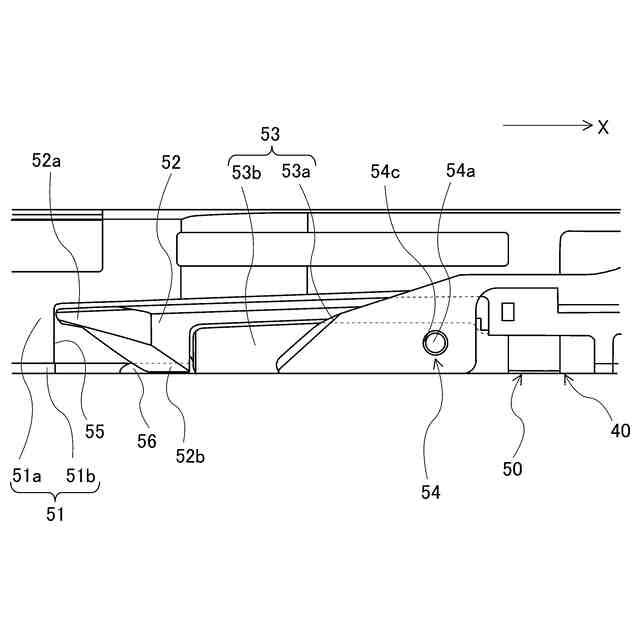
テープガイドは、キャリアテープの搬送方向への搬送時にキャリアテープをガイドするガイド本体部と、ベーステープとカバーテープとの間に挿入される剥離部と、を有している。ガイド本体部は、断面逆U字状に形成され、キャリアテープの搬送方向に延びる部材である。剥離部は、キャリアテープの搬送方向に板状に延びる部材である。剥離部は、一端部がガイド本体部に固定された状態でその固定位置から搬送方向とは反対の反搬送方向に延びて片持ち支持されている。剥離部は、その他端部である先端部が、ガイド本体部にガイドされているキャリアテープのベーステープとカバーテープとの間に挿入される高さ位置に移動できるように配置されている。剥離部がベーステープとカバーテープとの間に挿入されると、ベーステープからカバーテープが剥離し、部品収容部内の部品が露出する。
【先行技術文献】
【特許文献】
【0004】
特開2016-26415号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、ガイド本体部にガイドされているキャリアテープのベーステープとカバーテープとの境界の高さ位置に対して剥離部の先端部の高さ位置が上下方向にずれていると、剥離部の先端部をベーステープとカバーテープとの間に適切に挿入させることができなくなり、ベーステープからのカバーテープの剥離を適切に行うことができなくなる。従って、テープガイドにおいて、キャリアテープのカバーテープをベーステープから剥離させるうえでは、ガイド本体部に対する剥離部の位置(特にその先端部の高さ位置)精度が重要である。
【0006】
また、テープガイドには、剥離部でカバーテープをベーステープから剥離させた後にそのカバーテープの幅方向一端部を幅方向他端側へ起き上がらせて折り返す半剥離型のテープガイドがある。この半剥離型のテープガイドでは、ベーステープから剥離したカバーテープの幅方向一端部を幅方向他端側へ折り返すためにそのカバーテープをガイドする部材が用いられる。この部材は、ガイド本体部及び剥離部とは別体で設けられ、剥離部の上方に配置されたカバー部である。従って、カバー部を用いてカバーテープを上記の如く半剥離するうえでは、ガイド本体部や剥離部に対するカバー部の位置精度も重要である。
【0007】
更に、テープガイドにおいてカバーテープの幅方向一端部を幅方向他端側へ折り返すうえでは、剥離部とガイド本体部との間に、剥離部でベーステープから剥離されたカバーテープを通過させるための隙間を精度良い寸法で形成することが必要である。
【0008】
このように、ガイド本体部と剥離部とを組み付けて更にカバー部を組み付けてテープガイドを組み立てるうえでは、ガイド本体部と剥離部との位置精度や更にカバー部を含む位置精度が重要である。
【0009】
一般的には、テープガイドは、ガイド本体部と剥離部とカバー部とが溶接や接着により一体化されて組み立てられる。部品供給装置の使用中にテープガイドの各部品を位置ずれさせないためには、各部品を溶接などの強固な手法で位置決めして固定することが必要であり、例えば溶接などを多数の箇所で行うことが有効である。
【0010】
しかしながら、溶接箇所が多くなると、製造時間が長くなり製造コストが上昇する。また、組付治具を用いたとしても各部品の位置の再現性を確保することが難しく、テープガイドの組立寸法を規定どおりに実現することが困難である。また、ガイド本体部は、ステンレスなどの金属製であることが一般的であるが、上記の如く断面逆U字状に形成されて延在する部品である。このため、ガイド本体部における溶接箇所が天井壁部と側壁部との接続部である折曲箇所に近づくほど、溶接熱による膨張収縮によって、その折曲箇所が曲げの広がる方向へ変形し易くなり、テープガイドの組立寸法を確保することが困難になるおそれがある。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
他の特許を見る



 特許ウォッチ
特許ウォッチ