TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025170609
公報種別
公開特許公報(A)
公開日
2025-11-19
出願番号
2024075338
出願日
2024-05-07
発明の名称
部品実装機および異物の有無を判定する方法
出願人
株式会社FUJI
代理人
弁理士法人 快友国際特許事務所
主分類
H05K
13/08 20060101AFI20251112BHJP(他に分類されない電気技術)
要約
【課題】吸着ノズルの吸着面における異物の有無判定についての精度を更に向上させる。
【解決手段】部品実装機は 吸着ノズルと、吸着ノズルの側方に配置された撮像部と、吸着ノズルの吸着面を側方から撮像するように撮像部を制御し、撮像により得られた画像に基づいて吸着面における異物の有無を判定する制御部と、を備える。制御部は、画像における、吸着ノズルの軸方向に交差する幅方向に沿う走査線を走査することにより、幅方向の一方側と他方側との夫々で、吸着ノズルの背景領域と背景に該当しないオブジェクト領域との境界に該当するエッジを検出し、二つのエッジの中間位置を幅方向における吸着ノズルの中心位置に特定する中心特定処理と、中心位置と吸着面の幅値とに基づいて、画像において、幅方向の吸着面の範囲を特定する範囲特定処理と、吸着面の範囲において検出した複数のエッジに基づいて異物の有無を判定する第1判定処理と、を実行可能である。
【選択図】図4
特許請求の範囲
【請求項1】
部品を吸着可能な吸着面を有する吸着ノズルと、
前記吸着ノズルの側方に配置された撮像部と、
前記吸着ノズルの前記吸着面を側方から撮像するように前記撮像部を制御し、前記撮像により得られた画像に基づいて前記吸着面における異物の有無を判定する制御部と、を備え、
前記制御部は、
前記画像における、前記吸着ノズルの軸方向に交差する幅方向に沿う走査線を走査することにより、前記幅方向の一方側と他方側との夫々で、前記吸着ノズルの背景に該当する背景領域と前記背景に該当しないオブジェクト領域との境界に該当するエッジを検出し、二つの前記エッジの中間位置を前記幅方向における前記吸着ノズルの中心位置に特定する中心特定処理と、
前記中心位置と、予め設定された前記吸着面の幅値とに基づいて、前記画像において、前記幅方向の前記吸着面の範囲を特定する範囲特定処理と、
前記吸着面の範囲において検出した複数の前記エッジに基づいて前記異物の有無を判定する第1判定処理と、を実行可能である、部品実装機。
続きを表示(約 1,400 文字)
【請求項2】
前記制御部は、前記第1判定処理では、前記吸着面の範囲を前記幅方向において所定間隔で分割する複数の分割線毎に前記エッジを検出する、請求項1に記載の部品実装機。
【請求項3】
前記制御部は、隣り合う前記分割線の前記エッジの組み合わせ毎に前記軸方向における前記エッジ間の差分を算出し、前記算出した差分の中に所定の閾値以上の差分が有る場合に、前記異物有りと判定する、請求項2に記載の部品実装機。
【請求項4】
前記撮像を前記撮像部に実行させると共に前記異物の有無を判定する複数の状況を、所定の第1の状況と、前記第1の状況よりも時間的制約が厳しい第2の状況とに分けたとき、
前記制御部は、
前記第1の状況において、前記中心特定処理と前記範囲特定処理と前記第1判定処理とを含む第1処理を実行し、
前記第2の状況において、前記第1処理よりも前記異物の有無を高速に判定可能な第2処理を実行する、請求項1に記載の部品実装機。
【請求項5】
前記第2処理は、
前記画像における前記エッジの検出に基づいて前記軸方向における前記オブジェクト領域の最下端位置を特定する最下端特定処理と、
前記最下端位置から前記幅方向の一方側に第1設定距離以上離れた第1位置での前記エッジと前記最下端位置との前記軸方向における差分である第1差分と、前記最下端位置から前記幅方向の他方側に第2設定距離以上離れた第2位置での前記エッジと前記最下端位置との前記軸方向における差分である第2差分と、を算出する差分算出処理と、
前記第1差分と前記第2差分とのうち小さい方の差分に基づいて前記異物の有無を判定する第2判定処理と、を含む、請求項4に記載の部品実装機。
【請求項6】
前記第1の状況は、前記部品実装機が有する移動可能なヘッドに対する前記吸着ノズルの交換が行われた後の状況である、請求項4に記載の部品実装機。
【請求項7】
前記第1の状況は、前記吸着ノズルが吸着していた前記部品を廃棄する廃棄処理を終えた後の状況である、請求項4に記載の部品実装機。
【請求項8】
前記第2の状況は、基板に対する前記部品の実装処理を終えた前記吸着ノズルに前記部品が吸着されていないことを確認する状況である、請求項4に記載の部品実装機。
【請求項9】
部品を吸着可能な吸着面を有する吸着ノズルの前記吸着面における異物の有無を判定する方法であって、
前記吸着ノズルの側方に配置された撮像部を制御して前記吸着ノズルの前記吸着面を側方から撮像させる撮像工程と、
前記撮像により得られた画像における、前記吸着ノズルの軸方向に交差する幅方向に沿う走査線を走査することにより、前記幅方向の一方側と他方側との夫々で、前記吸着ノズルの背景に該当する背景領域と前記背景に該当しないオブジェクト領域との境界に該当するエッジを検出し、二つの前記エッジの中間位置を前記幅方向における前記吸着ノズルの中心位置に特定する中心特定工程と、
前記中心位置と、予め設定された前記吸着面の幅値とに基づいて、前記画像において、前記幅方向の前記吸着面の範囲を特定する範囲特定工程と、
前記吸着面の範囲において検出した複数の前記エッジに基づいて前記異物の有無を判定する第1判定工程と、を備える方法。
発明の詳細な説明
【技術分野】
【0001】
本明細書に開示する技術は、部品実装機および異物の有無を判定する方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
特許文献1には、部品を吸着する吸着面を有する吸着ノズルと、吸着ノズルの側方に配置され、吸着ノズルの先端のノズル撮像データを取得するカメラと、ノズル撮像データを用いて吸着ノズルの吸着面の良否を判定する制御装置と、を備える部品実装機が開示されている。
【先行技術文献】
【特許文献】
【0003】
国際公開第2017/017788号
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1に開示された技術によれば、ノズル撮像データのみを用いて吸着面の良否を判定するため、ノズル撮像データと比較する画像データを記憶しておく必要が無いという効果を奏する。このような状況において、発明者は、吸着面の良否判定精度、つまり吸着面における異物の有無判定についての精度を更に向上させるという課題に対して有用な技術を提示する。
【課題を解決するための手段】
【0005】
本明細書は、部品を吸着可能な吸着面を有する吸着ノズルと、前記吸着ノズルの側方に配置された撮像部と、前記吸着ノズルの前記吸着面を側方から撮像するように前記撮像部を制御し、前記撮像により得られた画像に基づいて前記吸着面における異物の有無を判定する制御部と、を備える部品実装機を開示する。前記制御部は、前記画像における、前記吸着ノズルの軸方向に交差する幅方向に沿う走査線を走査することにより、前記幅方向の一方側と他方側との夫々で、前記吸着ノズルの背景に該当する背景領域と前記背景に該当しないオブジェクト領域との境界に該当するエッジを検出し、二つの前記エッジの中間位置を前記幅方向における前記吸着ノズルの中心位置に特定する中心特定処理を実行可能である。さらに、前記制御部は、前記中心位置と、予め設定された前記吸着面の幅値とに基づいて、前記画像において、前記幅方向の前記吸着面の範囲を特定する範囲特定処理と、前記吸着面の範囲において検出した複数の前記エッジに基づいて前記異物の有無を判定する第1判定処理と、を実行可能である。
【0006】
前記構成によれば、制御部は、吸着ノズルの撮像により得られた画像において、吸着ノズルの中心位置を特定し、この中心位置と吸着面の幅値とに基づいて、吸着面の範囲を特定し、吸着面の範囲においてエッジに基づいて異物の有無を判定する。そのため、従来よりも高い精度で異物の有無を判定することができる。
【図面の簡単な説明】
【0007】
部品実装機の概略構成を示す斜視図。
ヘッドユニットの概略構成を示す斜視図。
制御部を含む部品実装機を簡易的に示すブロック図。
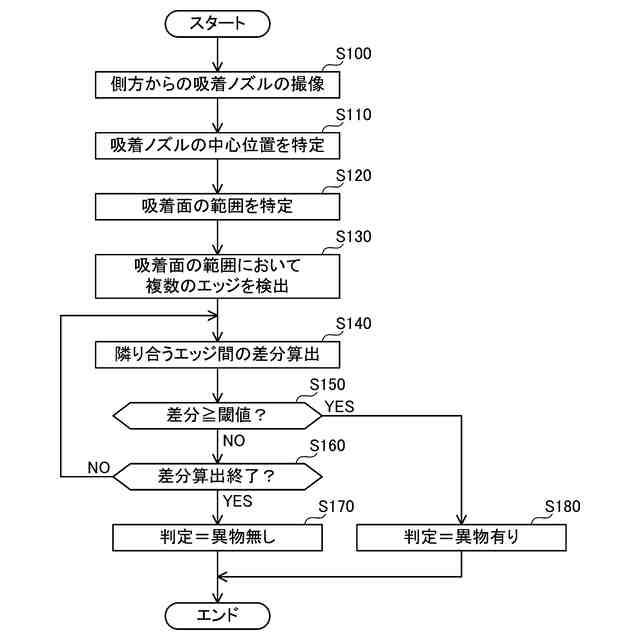
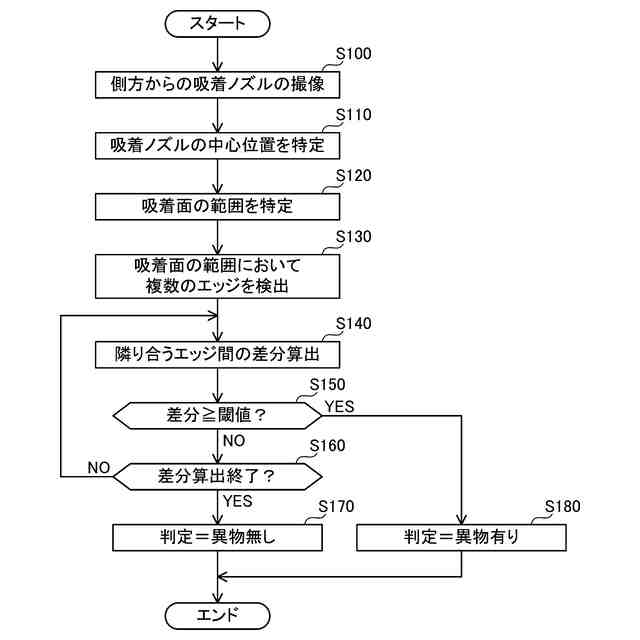
異物有無判定処理を示すフローチャート。
ステップS110,S120を説明するための、側方画像の一例を示す図。
ステップS130~S180を説明するための、側方画像の一例を示す図。
図4と異なる異物有無判定処理を示すフローチャート。
ステップS400を説明するための、側方画像の一例を示す図。
【発明を実施するための形態】
【0008】
以下に説明する実施例の主要な特徴を列記しておく。なお、以下に記載する技術要素は、それぞれ独立した技術要素であって、単独であるいは各種の組合せによって技術的有用性を発揮するものであり、出願時の請求項に記載の組合せに限定されるものではない。
【0009】
本明細書に開示する部品実装機によれば、前記制御部は、前記第1判定処理では、前記吸着面の範囲を前記幅方向において所定間隔で分割する複数の分割線毎に前記エッジを検出する、としてもよい。
前記構成によれば、制御部は、吸着面の範囲内で複数のエッジを偏り無く検出してエッジの変化を詳細に把握することが可能になる。
【0010】
本明細書に開示する部品実装機によれば、前記制御部は、隣り合う前記分割線の前記エッジの組み合わせ毎に前記軸方向における前記エッジ間の差分を算出し、前記算出した差分の中に所定の閾値以上の差分が有る場合に、前記異物有りと判定する、としてもよい。
前記構成によれば、制御部は、隣り合う分割線におけるエッジ間の差分を評価することにより、異物の有無を適切に判定することができる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
他の特許を見る


 特許ウォッチ
特許ウォッチ