TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025165516
公報種別
公開特許公報(A)
公開日
2025-11-05
出願番号
2024069601
出願日
2024-04-23
発明の名称
生産計画作成装置
出願人
株式会社FUJI
代理人
弁理士法人 快友国際特許事務所
主分類
H05K
13/00 20060101AFI20251028BHJP(他に分類されない電気技術)
要約
【課題】二以上の部品実装機を有する生産ラインにおいて、生産時間を短縮する技術を提供する。
【解決手段】基板に部品を実装する二以上の部品実装機を有する生産ラインの生産計画を作成する生産計画作成装置は、部品情報取得部と、共通度算出部と、順番決定部と、を備える。部品情報取得部は、部品実装機で実行される複数のジョブの各々に基づいて、当該ジョブにより基板に実装される部品の種類と個数とを取得する。共通度算出部は、複数のジョブのうちの二つのジョブ間の各々について、部品の共通度を算出する。順番決定部は、複数のジョブのうちの一つのジョブと、一つのジョブの後に実行されるジョブとの間の部品の共通度が低くなるように、複数のジョブを実行する順番を決定する。
【選択図】図3
特許請求の範囲
【請求項1】
基板に部品を実装する二以上の部品実装機を有する生産ラインの生産計画を作成する生産計画作成装置であって、
前記部品実装機で実行される複数のジョブの各々に基づいて、当該ジョブにより基板に実装される部品の種類と個数とを取得する部品情報取得部と、
前記複数のジョブのうちの二つのジョブ間の各々について、部品の共通度を算出する共通度算出部と、
前記複数のジョブのうちの一つのジョブと、前記一つのジョブの後に実行されるジョブとの間の部品の共通度が低くなるように、前記複数のジョブを実行する順番を決定する順番決定部と、
を備える、生産計画作成装置。
続きを表示(約 930 文字)
【請求項2】
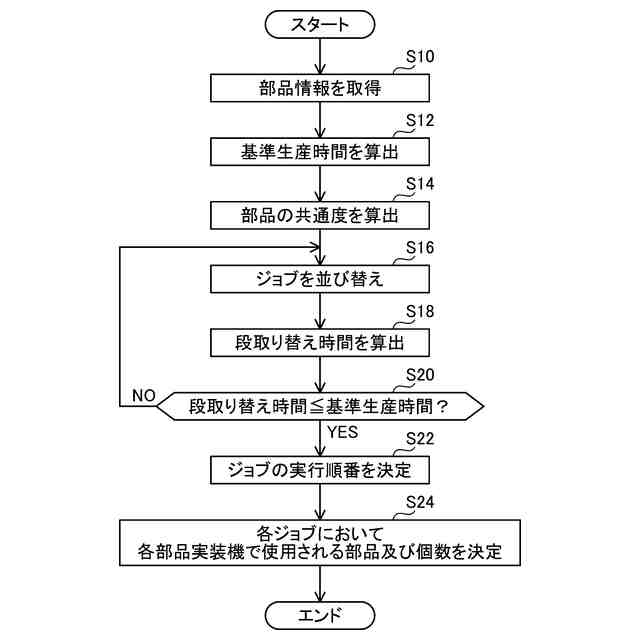
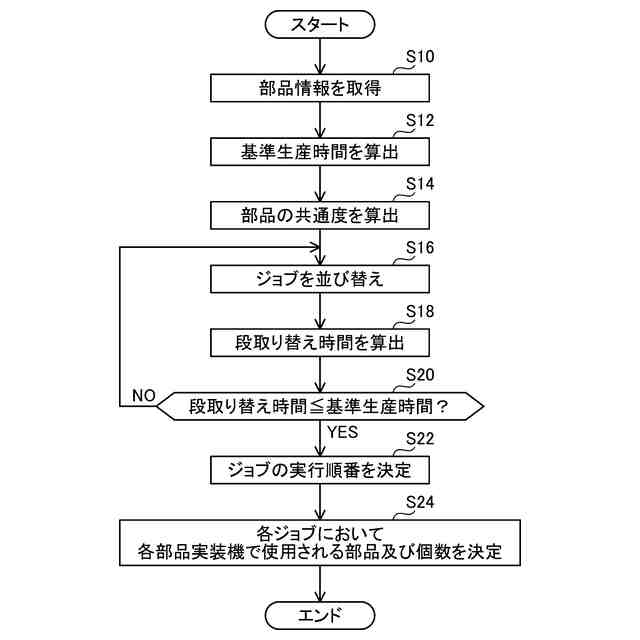
前記複数のジョブの各々を実行するための基準生産時間を算出する基準生産時間算出部をさらに備え、
前記順番決定部は、前記複数のジョブのうちの一つのジョブについて算出された前記基準生産時間を、前記一つのジョブの後に実行されるジョブで使用される部品を準備する段取り替え時間が超えない範囲内において、前記複数のジョブのうちの一つのジョブと、前記一つのジョブの後に実行されるジョブとの間の部品の共通度が低くなるように、前記複数のジョブを実行する順番を決定する、請求項1に記載の生産計画作成装置。
【請求項3】
前記順番決定部は、
前記複数のジョブのうちの一つのジョブと、前記一つのジョブの後に実行されるジョブとの間の部品の共通度が低くなるように、前記複数のジョブを並び替え、
並び替えられた順番において、前記一つのジョブと、前記一つのジョブの後に実行されるジョブとの全てについて、前記基準生産時間を前記段取り替え時間が超えないように、前記複数のジョブを実行する順番を決定する、請求項2に記載の生産計画作成装置。
【請求項4】
前記順番決定部により決定された順番に基づいて、前記複数のジョブの各々について、前記部品実装機の各々において使用する部品の種類と個数を決定する部品決定部をさらに備える、請求項1から3のいずれか一項に記載の生産計画作成装置。
【請求項5】
前記複数のジョブの各々の前記基準生産時間は、前記基板の一枚当たりの実装時間及び前記基板の生産枚数に基づいて算出される、請求項2に記載の生産計画作成装置。
【請求項6】
前記複数のジョブの各々の前記基準生産時間は、ジョブを実行するために必要とされる最も短い時間に基づいて算出される、請求項2に記載の生産計画作成装置。
【請求項7】
前記複数のジョブの各々の前記基準生産時間は、前記複数のジョブのうちの一つのジョブと、前記一つのジョブの後に実行されるジョブとの間の部品の共通度がゼロとなる場合に、ジョブを実行するために必要とされる時間として算出される、請求項6に記載の生産計画作成装置。
発明の詳細な説明
【技術分野】
【0001】
本明細書に開示する技術は、電子部品を基板に実装する技術に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
二以上の部品実装機を有する生産ラインにおいて、二種以上の部品実装基板を生産する場合、各部品実装機では、一つのジョブが実行された後に、別のジョブが実行されるという処理が繰り返される。一般には、ジョブ毎に使用される電子部品の種類が異なるため、実行するジョブを切り替える際に、部品実装機に搭載するフィーダの配置を変更するといった段取り替えを行う必要がある。
【0003】
上記の点に関して、特許文献1には、一つのジョブと、当該一つのジョブの後に実行されるジョブとの間において、共通して使用される電子部品の種類が多い順に、ジョブを実行する順序を決定する技術が記載されている。これにより、段取り替え作業の回数を低減して、生産ライン全体における生産時間の短縮を図っている。
【先行技術文献】
【特許文献】
【0004】
特開2005-159160号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、各部品実装機において実行される前後のジョブ間で、使用される電子部品の種類の共通化を図ると、各ジョブにおける電子部品の配置に制約が生じ得る。その制約により、例えば、部品実装機の間で実装する電子部品の個数に差が生じることで、部品実装機間における電子部品を実装するために要する時間が異なり、生産ライン全体の生産時間を短縮できないおそれがある。
【0006】
本明細書は、二以上の部品実装機を有する生産ラインにおいて、生産時間を短縮するための技術を開示する。
【課題を解決するための手段】
【0007】
本明細書に開示する生産計画作成装置は、基板に部品を実装する二以上の部品実装機を有する生産ラインの生産計画を作成する生産計画作成装置である。この生産計画作成装置は、前記部品実装機で実行される複数のジョブの各々に基づいて、当該ジョブにより基板に実装される部品の種類と個数とを取得する部品情報取得部と、前記複数のジョブのうちの二つのジョブ間の各々について、部品の共通度を算出する共通度算出部と、前記複数のジョブのうちの一つのジョブと、前記一つのジョブの後に実行されるジョブとの間の部品の共通度が低くなるように、前記複数のジョブを実行する順番を決定する順番決定部と、を備える。
【0008】
上記した生産計画作成装置では、各部品実装機において実行される前後のジョブ間で、部品の共通度が低くなるように、ジョブを実行する順番が決定される。そのため、各ジョブにおける電子部品の配置に対する制約が緩和され、部品実装機の間で実装する部品の個数に差が生じることを抑制でき、部品実装機間における電子部品を実装するために要する時間に差が生じることを抑制できる。これにより、生産ライン全体における生産時間を短縮することができる。
【図面の簡単な説明】
【0009】
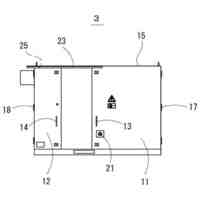
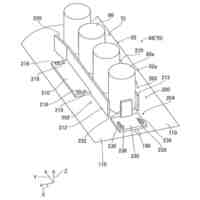
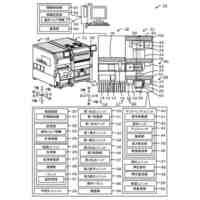
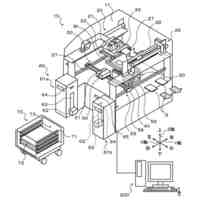
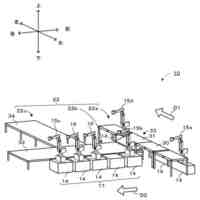
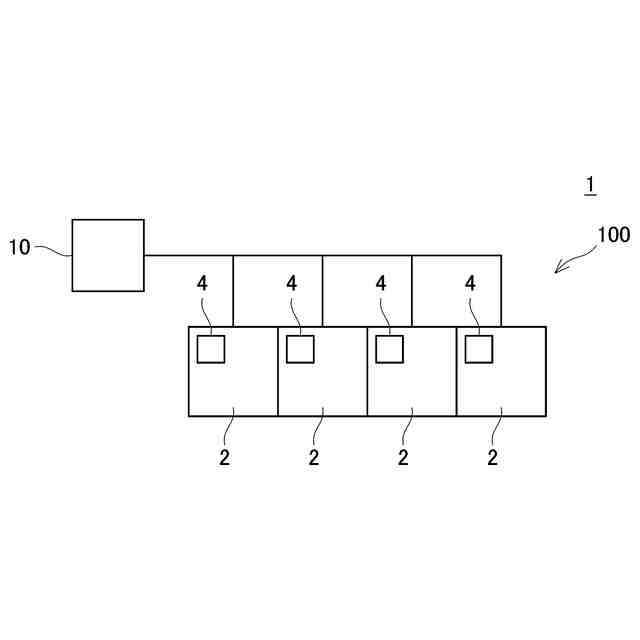
実施例に係る生産計画作成装置10を備える生産ライン100の概略構成を示す図。
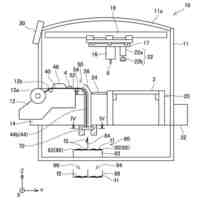
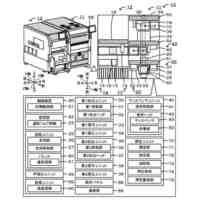
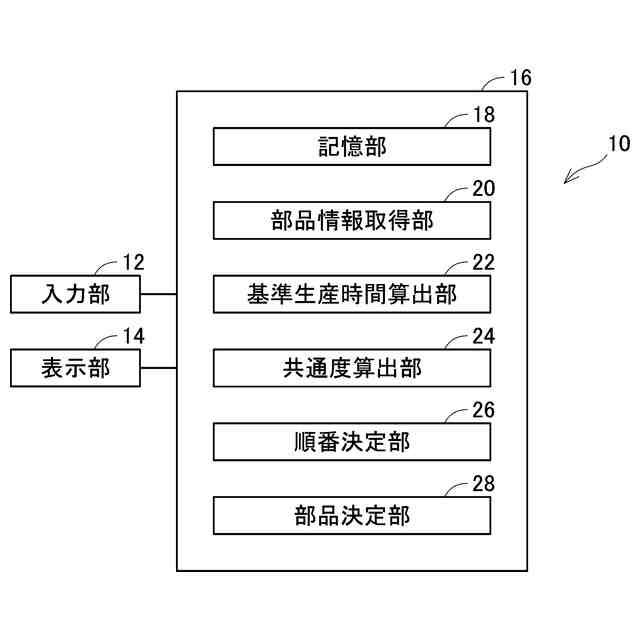
生産計画作成装置10の概略構成を示す図。
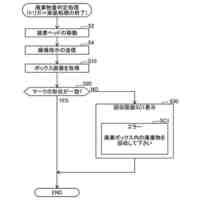
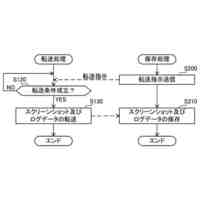
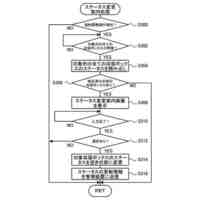
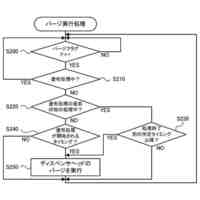
生産計画作成装置10が実行する生産計画作成処理の手順を示すフローチャート。
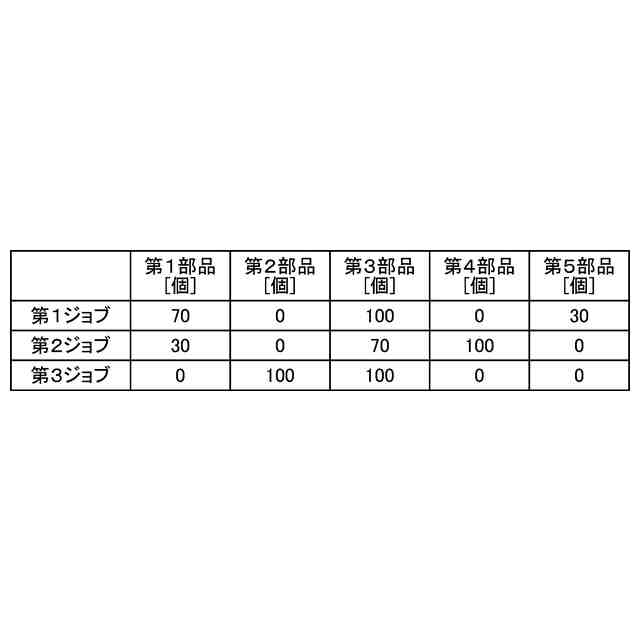
各ジョブで使用される部品の種類及び数の一例を示す図。
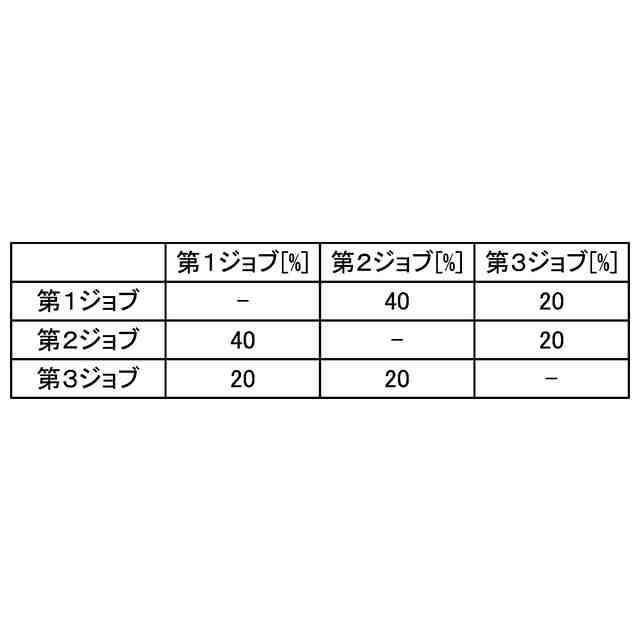
ジョブ間における部品の共通度の一例を示す図。
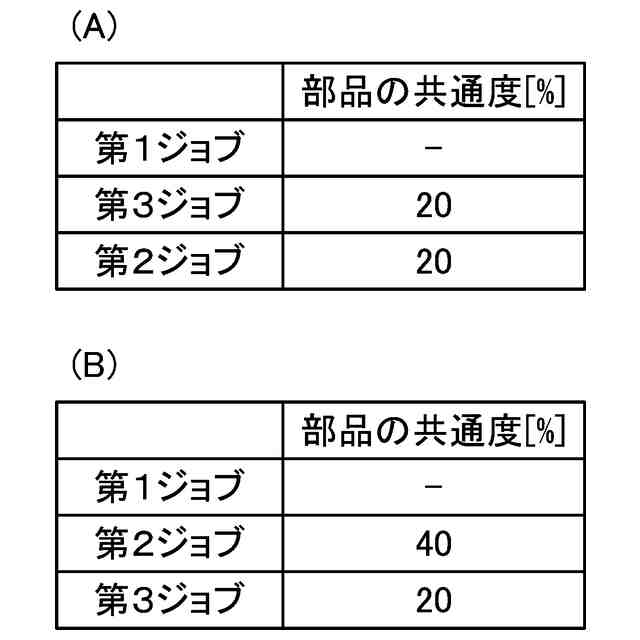
図6(A)は、前後のジョブ間の部品の共通度が低くなるように、ジョブを実行する順番を決定する一例を示す図。図6(B)は、比較例であり、前後のジョブ間の部品の共通度が高くなるように、ジョブを実行する順番を決定する一例を示す図。
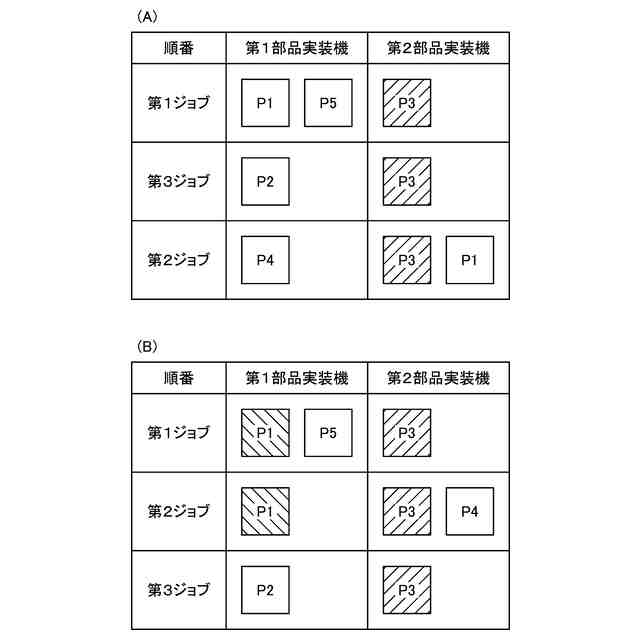
図7(A)、(B)は、図6(A)、(B)における部品の共通度をそれぞれ示す。なお、P1~P5は、第1部品~第5部品を意味する。
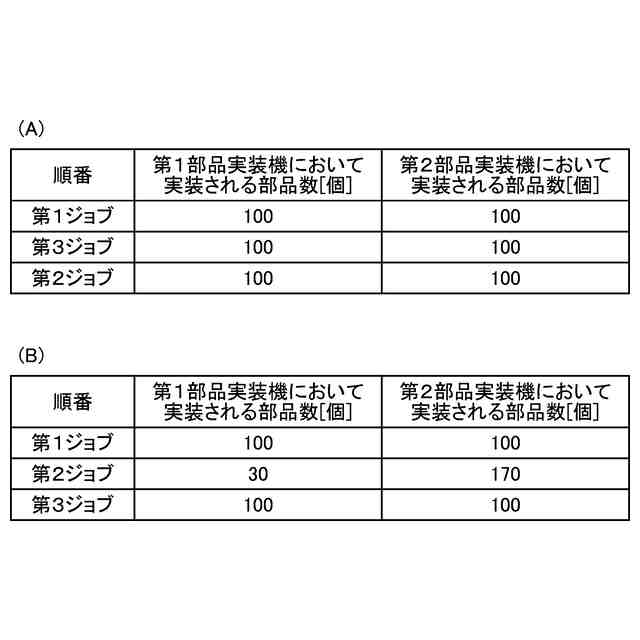
図8(A)、(B)は、図6(A)、(B)の場合に、各部品実装機2において実装される部品の個数をそれぞれ示す。
【発明を実施するための形態】
【0010】
以下に説明する実施例の主要な特徴を列記しておく。なお、以下に記載する技術要素は、それぞれ独立した技術要素であって、単独であるいは各種の組合せによって技術的有用性を発揮するものであり、出願時の請求項に記載の組合せに限定されるものではない。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社FUJI
制御盤
2か月前
株式会社FUJI
工作機械
1か月前
株式会社FUJI
工作機械
1か月前
株式会社FUJI
部品実装機
1か月前
株式会社FUJI
テープガイド
15日前
株式会社FUJI
対基板作業機
2か月前
株式会社FUJI
テープフィーダ
2か月前
株式会社FUJI
測定値処理装置
2か月前
株式会社FUJI
生産計画作成装置
24日前
株式会社FUJI
ストッカシステム
2か月前
株式会社FUJI
フィーダ制御装置
2か月前
株式会社FUJI
印刷装置及び印刷方法
1日前
株式会社FUJI
造形装置および造形方法
1か月前
株式会社FUJI
部品実装機及びテープ回収方法。
2か月前
株式会社FUJI
印刷装置及び印刷装置の制御方法
2か月前
株式会社FUJI
制御装置、印刷装置及び制御方法
9日前
株式会社FUJI
制御装置、印刷装置及び制御方法
1日前
株式会社FUJI
製造方法及び3次元造形システム
1か月前
株式会社FUJI
テープ剥離装置およびテープフィーダ
2か月前
株式会社FUJI
部品データの生成方法および生成装置
17日前
株式会社FUJI
電子部品装着方法、及び電子部品装着装置
11日前
株式会社FUJI
部品実装機および異物の有無を判定する方法
10日前
株式会社FUJI
造形装置およびディスペンサヘッドの制御方法
1か月前
株式会社FUJI
印刷品質管理システムおよび印刷品質管理方法
23日前
株式会社FUJI
アラーム情報表示装置、及びアラーム情報表示システム
1か月前
株式会社FUJI
交換装置
2か月前
株式会社FUJI
作業装置
22日前
株式会社FUJI
作業装置
2か月前
株式会社FUJI
印刷装置
1日前
株式会社FUJI
モータ制御装置、装着ヘッド及びモータ制御装置の制御方法
3か月前
株式会社FUJI
サイクルタイム表示装置、及びサイクルタイム表示システム
1か月前
株式会社FUJI
実装システム
2か月前
株式会社FUJI
異物除去方法
2か月前
株式会社FUJI
部品実装ライン
24日前
株式会社FUJI
テープフィーダ
1日前
株式会社FUJI
部品供給フィーダ、部品供給フィーダの管理システム及び管理方法
22日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ