TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025140290
公報種別
公開特許公報(A)
公開日
2025-09-29
出願番号
2024039596
出願日
2024-03-14
発明の名称
フィーダ制御装置
出願人
株式会社FUJI
代理人
弁理士法人 共立特許事務所
主分類
H05K
13/02 20060101AFI20250919BHJP(他に分類されない電気技術)
要約
【課題】部品の供給動作の効率向上を図ることができるフィーダ制御装置を提供することを目的とする。
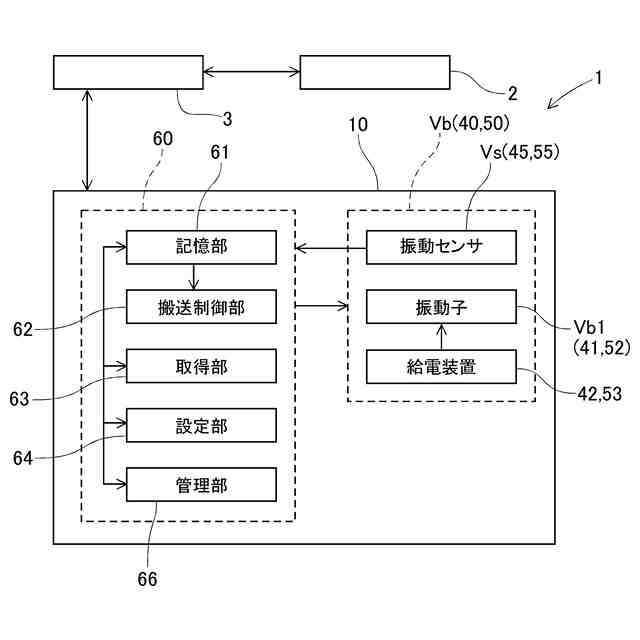
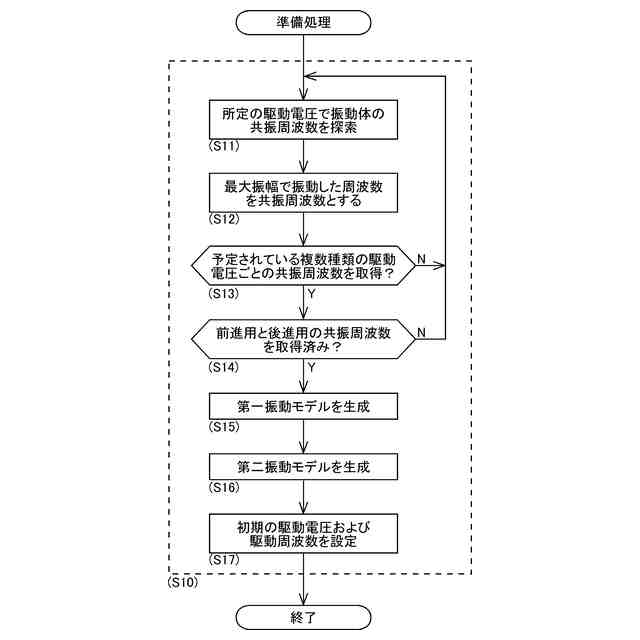
【解決手段】フィーダ制御装置は、部品装着機にセットされ部品を供給するバルクフィーダに適用される。バルクフィーダは、複数の部品を支持する構成部材と、供給される電力に応じて振動子が構成部材に振動を付与する加振装置と、加振装置の加振により振動する構成部材の振幅を検出する振動センサと、を備える。フィーダ制御装置は、所定の駆動電圧で振動子に電力を供給して構成部材の振動の振幅が最大となる周波数を、複数種類の駆動電圧ごとの共振周波数として取得する取得部と、複数種類の駆動電圧および取得された複数の共振周波数に基づいて、駆動電圧と共振周波数の関係を示す第一振動モデルを生成する管理部と、を備える。
【選択図】図1
特許請求の範囲
【請求項1】
部品装着機にセットされ部品を供給するバルクフィーダに適用され、
前記バルクフィーダは、複数の前記部品を支持する構成部材と、供給される電力に応じて振動子が前記構成部材に振動を付与する加振装置と、前記加振装置の加振により振動する前記構成部材の振幅を検出する振動センサと、を備え、
所定の駆動電圧で前記振動子に電力を供給して前記構成部材の振動の振幅が最大となる周波数を、複数種類の前記駆動電圧ごとの共振周波数として取得する取得部と、
複数種類の前記駆動電圧および取得された複数の前記共振周波数に基づいて、前記駆動電圧と前記共振周波数の関係を示す第一振動モデルを生成する管理部と、
を備えるフィーダ制御装置。
続きを表示(約 1,500 文字)
【請求項2】
前記バルクフィーダによる前記部品の供給処理において前記加振装置により前記構成部材に付与される振動の周波数である駆動周波数を前記第一振動モデルに基づいて設定する設定部をさらに備える、請求項1に記載のフィーダ制御装置。
【請求項3】
前記管理部は、複数種類の前記駆動電圧のそれぞれに対応する複数の共振周波数ごとに前記振動センサが検出する最大振幅に基づいて前記最大振幅と前記駆動電圧の関係を示す第二振動モデルを生成し、
前記設定部は、前記供給処理において前記加振装置により前記構成部材に付与される振動の振幅が所定の目標振幅に指定された場合に、前記第二振動モデルに基づいて前記目標振幅に対応する前記駆動電圧を設定するとともに、設定した前記駆動電圧と前記第一振動モデルに基づいて前記駆動周波数を設定する、請求項2に記載のフィーダ制御装置。
【請求項4】
前記管理部は、前記供給処理において前記振動センサにより検出された現在振幅と、前記目標振幅の差分に基づいて、前記第一振動モデルおよび前記第二振動モデルの少なくとも一方を対象とした補正処理の実行の要否を判定する、請求項3に記載のフィーダ制御装置。
【請求項5】
前記管理部は、前記現在振幅と前記目標振幅の前記差分が予め設定されている閾値を超える場合に、前記補正処理の実行を要すると判定する、請求項4に記載のフィーダ制御装置。
【請求項6】
前記設定部は、前記現在振幅と前記目標振幅の前記差分が予め設定されている許容範囲にない場合に、前記現在振幅、および前記駆動電圧に対応する前記最大振幅に基づいて、前記加振装置が前記構成部材に次回以降に付与する振動の駆動周波数および前記駆動電圧の少なくとも一方を調整する調整処理を実行し、
前記管理部は、前記調整処理を複数回に亘り実行しても前記現在振幅と前記目標振幅の前記差分が前記許容範囲に収まらない場合に、前記補正処理の実行を要すると判定する、請求項4に記載のフィーダ制御装置。
【請求項7】
前記管理部は、前記現在振幅と前記目標振幅の前記差分の変化の前後において、前記構成部材が支持する前記部品の量を変化させる前記バルクフィーダの所定動作が実行されていない場合に、前記補正処理の実行を要すると判定する、請求項4に記載のフィーダ制御装置。
【請求項8】
前記管理部は、前記補正処理において前記第二振動モデルを対象として、前記現在振幅と前記目標振幅の前記差分に基づいて算出される補正量を、前記第二振動モデルにおける前記駆動電圧の値に加算することにより補正する、請求項4-7の何れか一項に記載のフィーダ制御装置。
【請求項9】
前記管理部は、前記補正処理において前記第二振動モデルを対象として、前記現在振幅と前記目標振幅の前記差分に前記現在振幅に応じて変動する補正率を乗じた補正量を、前記第二振動モデルにおける前記駆動電圧の値に加算することにより補正する、請求項4-7の何れか一項に記載のフィーダ制御装置。
【請求項10】
前記管理部は、前記補正処理において前記第二振動モデルを対象として、前記現在振幅と前記目標振幅の前記差分に所定期間における前記差分の変化に応じて変動する補正率を乗じた補正量を、前記第二振動モデルにおける前記駆動電圧の値に加算することにより補正する、請求項4-7の何れか一項に記載のフィーダ制御装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、フィーダ制御装置に関するものである。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
フィーダ制御装置は、部品装着機にセットされ部品を供給するバルクフィーダに適用される。バルクフィーダは、特許文献1に示すように、多数の部品をバルク状態で収容する部品ケースがセットされ、部品ケースから排出された部品を所定の供給領域まで搬送することにより、部品装着機に部品を採取可能に供給する。
【先行技術文献】
【特許文献】
【0003】
国際公開第2021/095219号
【発明の概要】
【発明が解決しようとする課題】
【0004】
バルクフィーダの部品の供給動作には、部品を支持する構成部材に所定の振動を付与する加振装置が採用されることがある。このようなバルクフィーダには、部品の供給動作の効率性を向上させる加振装置の制御が求められる。
【0005】
本明細書は、部品の供給動作の効率向上を図ることができるフィーダ制御装置を提供することを目的とする。
【課題を解決するための手段】
【0006】
本明細書は、部品装着機にセットされ部品を供給するバルクフィーダに適用され、前記バルクフィーダは、複数の前記部品を支持する構成部材と、供給される電力に応じて振動子が前記構成部材に振動を付与する加振装置と、前記加振装置の加振により振動する前記構成部材の振幅を検出する振動センサと、を備え、所定の駆動電圧で前記振動子に電力を供給して前記構成部材の振動の振幅が最大となる周波数を、複数種類の前記駆動電圧ごとの共振周波数として取得する取得部と、複数種類の前記駆動電圧および取得された複数の前記共振周波数に基づいて、前記駆動電圧と前記共振周波数の関係を示す振動モデルを生成する管理部と、を備えるフィーダ制御装置を開示する。
【0007】
本明細書では、出願当初の請求項13において「請求項1-7の何れか一項に記載のフィーダ制御装置」を「請求項1-12の何れか一項に記載のフィーダ制御装置」に変更した技術的思想や、出願当初の請求項14において「請求項1-7の何れか一項に記載のフィーダ制御装置」を「請求項1-13の何れか一項に記載のフィーダ制御装置」に変更した技術的思想も開示されている。
【発明の効果】
【0008】
このような構成によると、部品装着機にセットされたバルクフィーダの振動モデルを取得することができる。この振動モデルは、バルクフィーダの現在環境に応じて変動し得る特性を示すものである。例えば、振動モデルに基づく加振装置の制御を行うことによって、現況に適する周波数の振動を付与することができる。これにより、部品の供給動作の効率性を向上させることができる。
【図面の簡単な説明】
【0009】
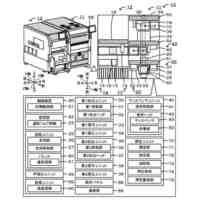
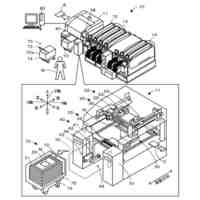
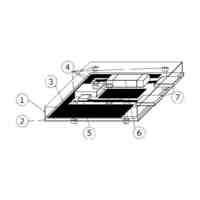
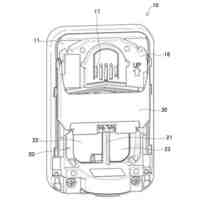
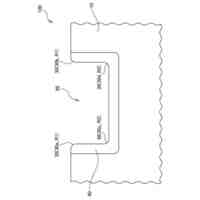
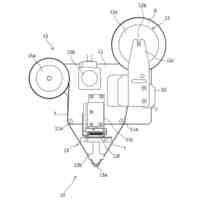
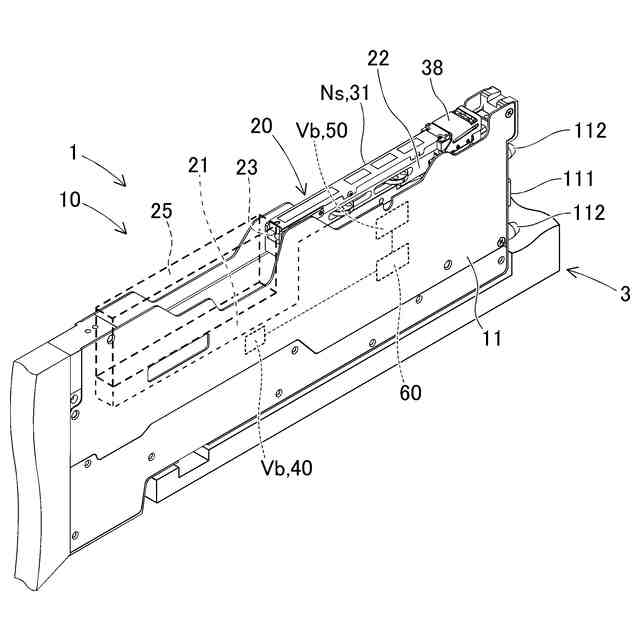
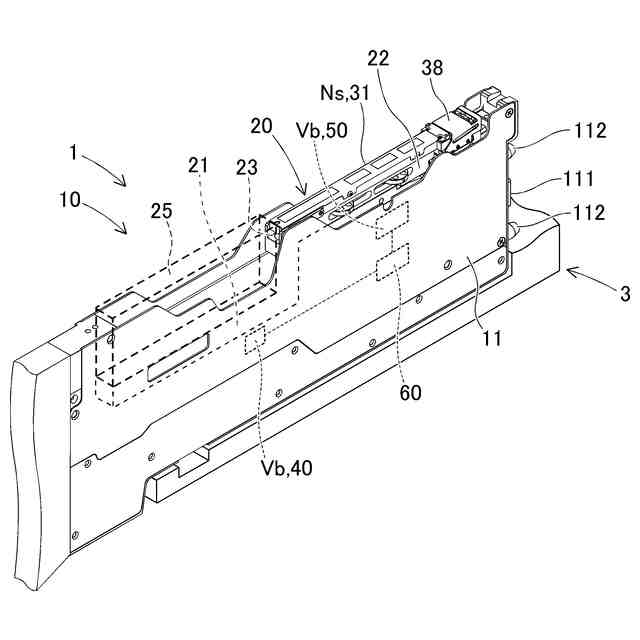
バルクフィーダの外観を示す斜視図である。
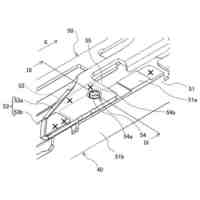
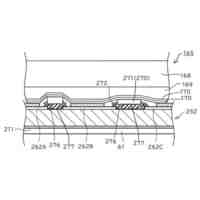
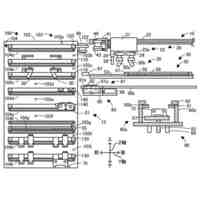
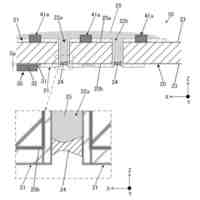
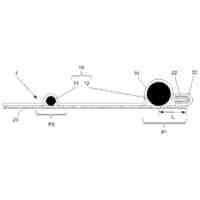
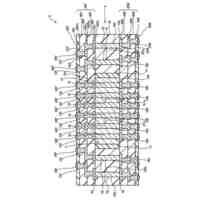
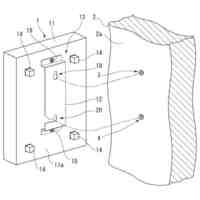
バルクフィーダの要部および部品ケースを模式的に示す側面図である。
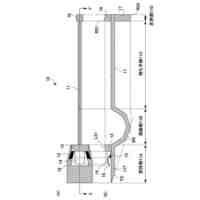
図2のIII方向から見た平面図である。
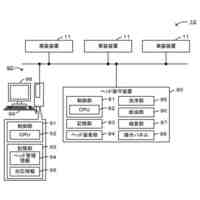
フィーダ制御装置を適用されたバルクフィーダを示すブロック図である。
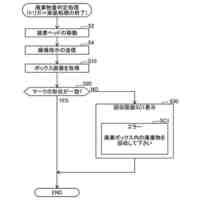
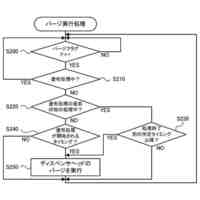
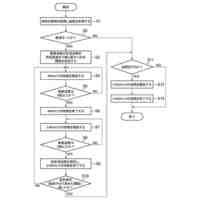
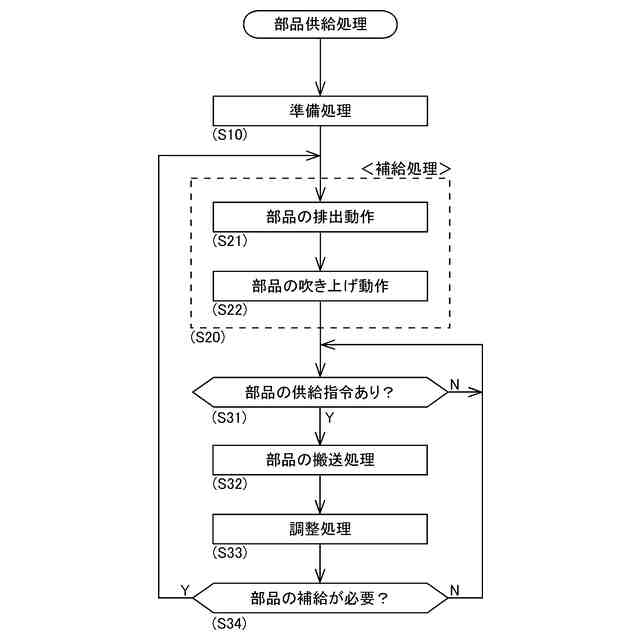
部品供給処理を示すフローチャートである。
準備処理を示すフローチャートである。
所定の駆動電圧における駆動周波数と構成部材の振動の振幅の関係を示すグラフである。
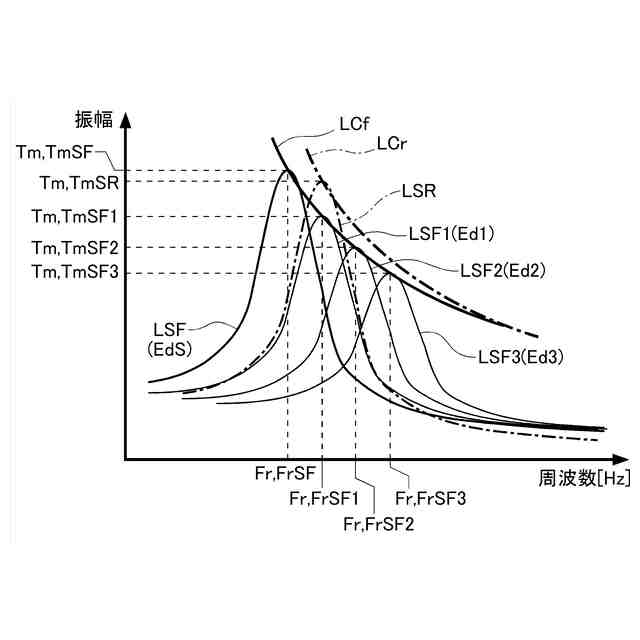
駆動周波数と構成部材の振動の振幅の関係を複数種類の駆動電圧ごとに示すグラフである。
所定の駆動電圧と共振周波数の関係を示す第一振動モデルである。
最大振幅と所定の駆動電圧の関係を示す第二振動モデルである。
調整処理を示すフローチャートである。
第二振動モデルを対象とする補正の第一態様を示すグラフである。
第二振動モデルを対象とする補正の第二態様を示すグラフである。
第二振動モデルを対象とする補正の第三態様を示すグラフである。
【発明を実施するための形態】
【0010】
1.フィーダ制御装置60の概要
フィーダ制御装置60は、部品装着機3にセットされ部品を供給するバルクフィーダ10に適用される。本実施形態において、フィーダ制御装置60は、図1に示すように、バルクフィーダ10に組み込まれ、バルクフィーダ10による各種動作を対象とした制御を行う。上記の部品装着機3は、基板に部品を装着する装着処理を、所定の対基板作業として実行する。複数の対基板作業機は、例えば基板の搬送方向に複数設置されて生産ラインを構成する。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社FUJI
工作機械
1か月前
株式会社FUJI
部品実装機
1か月前
株式会社FUJI
テープガイド
13日前
株式会社FUJI
生産計画作成装置
22日前
株式会社FUJI
造形装置および造形方法
1か月前
株式会社FUJI
制御装置、印刷装置及び制御方法
7日前
株式会社FUJI
製造方法及び3次元造形システム
1か月前
株式会社FUJI
部品データの生成方法および生成装置
15日前
株式会社FUJI
電子部品装着方法、及び電子部品装着装置
9日前
株式会社FUJI
部品実装機および異物の有無を判定する方法
8日前
株式会社FUJI
印刷品質管理システムおよび印刷品質管理方法
21日前
株式会社FUJI
造形装置およびディスペンサヘッドの制御方法
1か月前
株式会社FUJI
作業装置
20日前
株式会社FUJI
部品実装ライン
22日前
株式会社FUJI
部品供給フィーダ、部品供給フィーダの管理システム及び管理方法
20日前
株式会社FUJI
対基板作業機、および雄型コネクタと雌型コネクタとの接続維持方法
1か月前
株式会社FUJI
印刷装置及び制御方法
1か月前
株式会社FUJI
搬送治具及び印刷装置
7日前
株式会社FUJI
実装システム、保守装置及び管理方法
7日前
株式会社FUJI
交換可能部材の交換方法及び印刷システム
1か月前
個人
電子部品の実装方法
1か月前
日本精機株式会社
回路基板
2か月前
愛知電機株式会社
装柱金具
1か月前
個人
電気式バーナー
1か月前
日星電気株式会社
面状ヒータ
13日前
アイホン株式会社
電気機器
2か月前
イビデン株式会社
配線基板
1か月前
日本放送協会
基板固定装置
2か月前
キヤノン株式会社
電子機器
2か月前
メクテック株式会社
配線基板
3か月前
東レ株式会社
霧化状活性液体供給装置
3か月前
個人
静電気中和除去装置
28日前
シャープ株式会社
加熱機器
1か月前
FDK株式会社
基板
1か月前
サクサ株式会社
筐体の壁掛け構造
2か月前
株式会社レクザム
剥離装置
1か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ