TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025139384
公報種別
公開特許公報(A)
公開日
2025-09-26
出願番号
2024038297
出願日
2024-03-12
発明の名称
熱成形装置
出願人
株式会社浅野研究所
代理人
弁理士法人コスモス国際特許商標事務所
主分類
B29C
51/26 20060101AFI20250918BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】省スペースな型交換を可能とする搬送装置を備えた熱成形装置の提供。
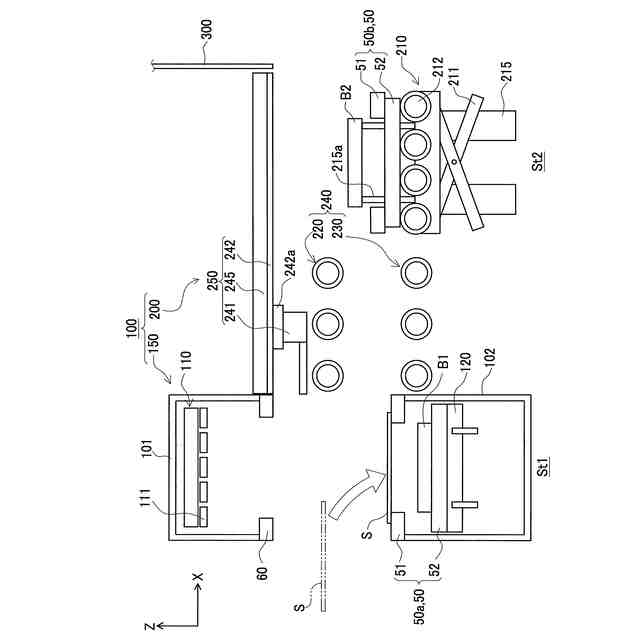
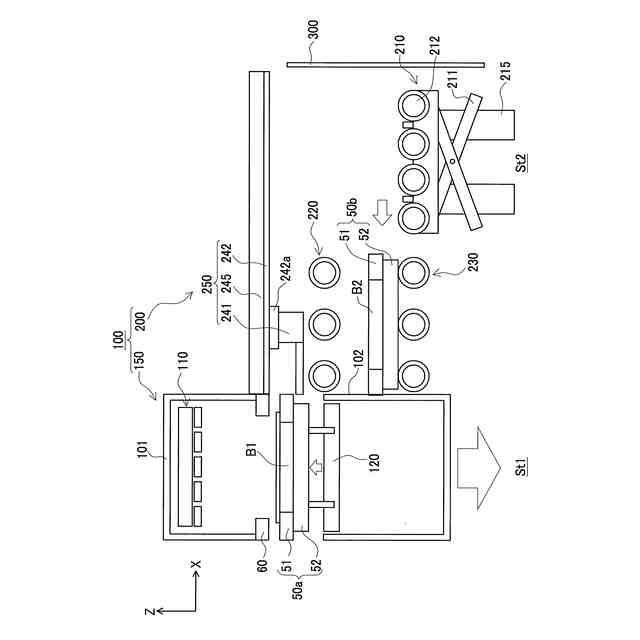
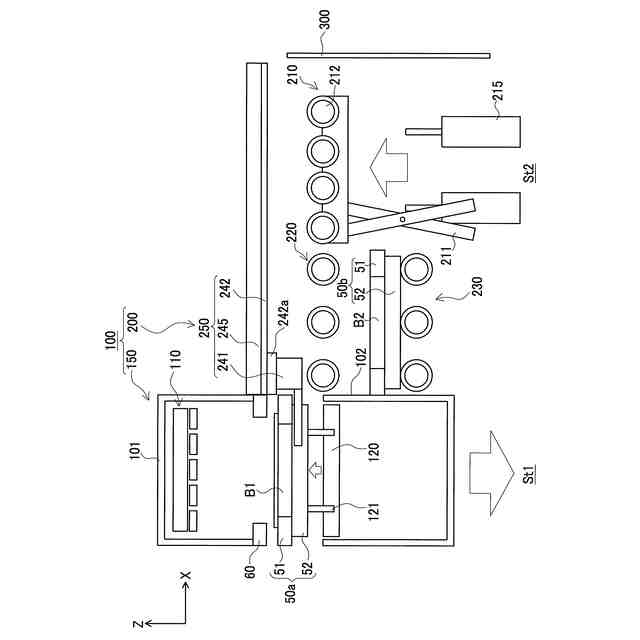
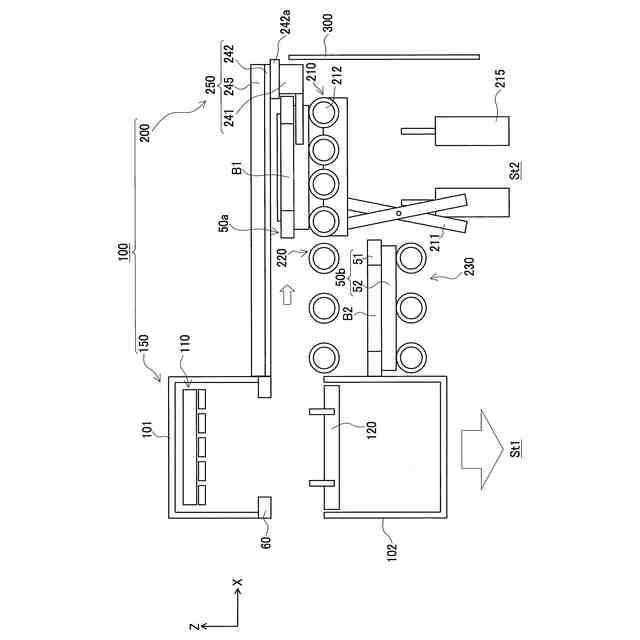
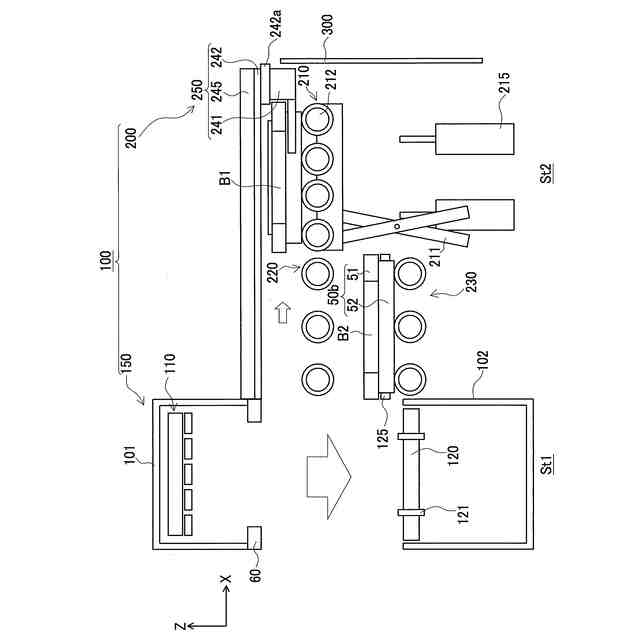
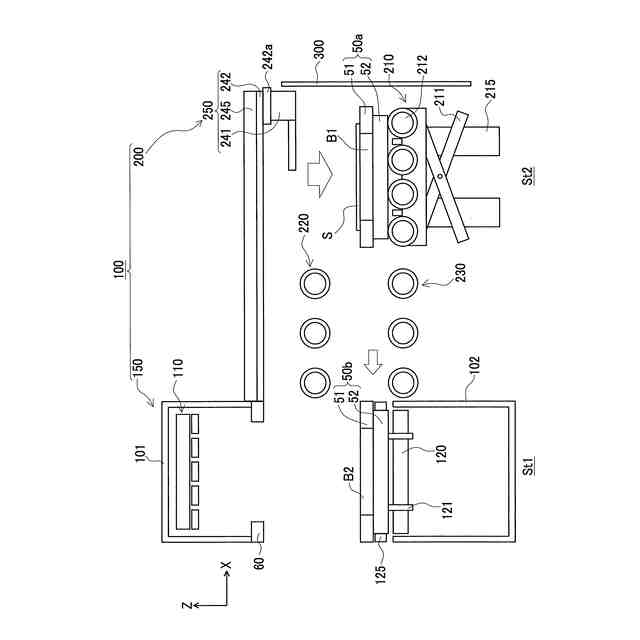
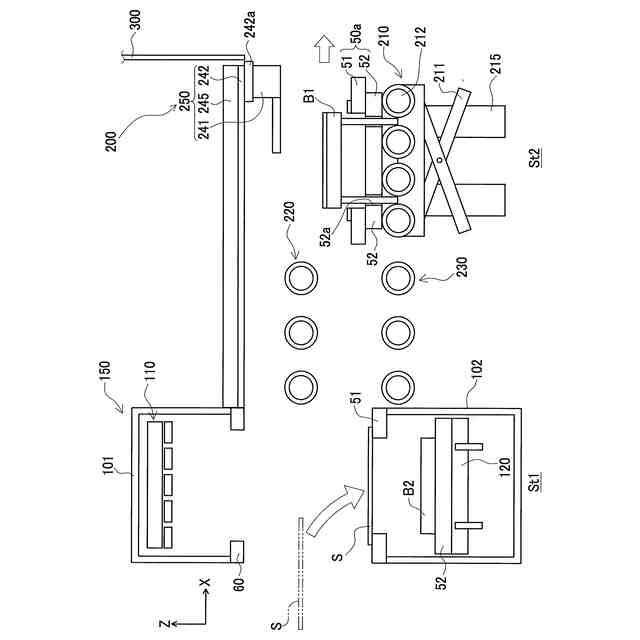
【解決手段】基材Bを保持する受け治具50を用いて樹脂製シートSの熱成形を行う熱成形部150と、受け治具50を投入位置から熱成形部150に搬送する治具搬送部200を備える熱成形装置100において、受け治具50は、第1治具50aと第2治具50bを含み、治具搬送部200は、受け治具50を直線搬送する上段搬送コロ220と下段搬送コロ230とを2段に重ねてなり、治具搬送部200に接して配置され、受け治具50を昇降移動させるための治具昇降テーブル210を備え、熱成形部150と治具搬送部200と治具昇降テーブル210が並べて配置される。
【選択図】図1
特許請求の範囲
【請求項1】
金型または基材を保持する治具を用いて樹脂製シートの熱成形を行う熱成形部と、前記治具を投入位置から前記熱成形部に搬送する治具搬送部を備える熱成形装置において、
前記治具は、第1治具と第2治具を含み、
前記治具搬送部は、前記治具を直線搬送する第1搬送部と第2搬送部とを2段に重ねてなり、
前記治具搬送部に接して配置され、前記治具を昇降移動させるための治具昇降機構を備え、
前記熱成形部と前記治具搬送部と前記治具昇降機構が並べて配置されること、
を特徴とする熱成形装置。
続きを表示(約 500 文字)
【請求項2】
請求項1に記載の熱成形装置において、
前記熱成形部には、圧空・真空成形を行うための下方に開口する上側容器と、上方に開口する下側容器を備え、
前記上側容器または前記下側容器に前記治具を保持する保持機能を備えること、
を特徴とする熱成形装置。
【請求項3】
請求項1または請求項2のいずれかに記載の熱成形装置において、
前記治具は、前記樹脂製シートを保持するための枠体と、前記金型または前記基材を保持する支持部とが重ねられてなり、前記枠体は前記支持部に保持された前記金型または前記基材の周囲に配置されるように重ねられ、
前記樹脂製シート投入の際に、前記枠体と前記支持部とを分離する分離機能を前記熱成形部に有すること、
を特徴とする熱成形装置。
【請求項4】
請求項1または請求項2のいずれかに記載の熱成形装置において、
前記治具昇降機構に、前記熱成形部で成形が終わった前記樹脂製シートを前記金型または前記基材ごとリフトアップするリフトアップシリンダを備えていること、
を特徴とする熱成形装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、熱成形装置の型交換を行う技術に関し、詳しくは一方の型を用いて成形している間に、他方の型を用いて成形を行う技術に関するものである。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
熱成形品を製造する場合、ロールシートを用いた連続成形を行う場合と、矩形シートを用いたバッチ処理で成形を行う場合とがあり、バッチ処理を行う場合には型交換などの時間短縮に課題があった。
【0003】
特許文献1には、熱可塑性樹脂シートの加熱成型方法に関する技術が公開されている。熱可塑性樹脂シートからなる単板を、その成形部よりも外側を支持する枠状の受け型にセットし、上記受け型を、所定位置に順次移動させて、成形部を一対の加熱体で挟み込んで軟化させる加熱工程と、成形部を所定形状に成形する成形工程と、成形品を受け型から取り出すアンローディング工程とを行うこととし、この受け型の移動が回転移動である構成とすることで、確実な位置合わせ成形を行うことを可能としている。
【先行技術文献】
【特許文献】
【0004】
特開昭62-170321号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、特許文献1に示されるようなインデックステーブルを用いた構成を採用すると、装置の設置スペースが大きくなるなどの課題がある。インデックステーブルを用いて、加熱工程、成形工程、アンローディング工程を随時移動させる場合には、回転移動で工程を移動させるためにインデックステーブルの軸を中心にした四方に工程を実施する装置を配置する必要がある。そうすると、成形装置に大きな設置スペースが求められることになる。工場のレイアウトによってはそうしたスペースを確保できないこともあるため、異なる手法での省スペース化が求められていた。
【0006】
そこで、本発明は省スペースな型交換を可能とする搬送装置を備えた熱成形装置を提供することを目的とする。
【課題を解決するための手段】
【0007】
前記目的を達成するために、本発明の一態様による熱成形装置は、以下のような特徴を有する。
【0008】
(1)金型または基材を保持する治具を用いて樹脂製シートの熱成形を行う熱成形部と、前記治具を投入位置から前記熱成形部に搬送する治具搬送部を備える熱成形装置において、
前記治具は、第1治具と第2治具を含み、
前記治具搬送部は、前記治具を直線搬送する第1搬送部と第2搬送部とを2段に重ねてなり、
前記治具搬送部に接して配置され、前記治具を昇降移動させるための治具昇降機構を備え、
前記熱成形部と前記治具搬送部と前記治具昇降機構が並べて配置されること、
を特徴とする。
【0009】
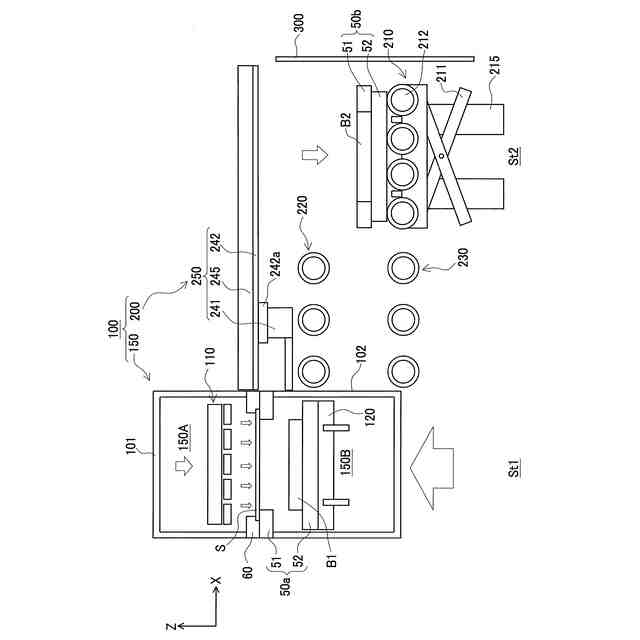
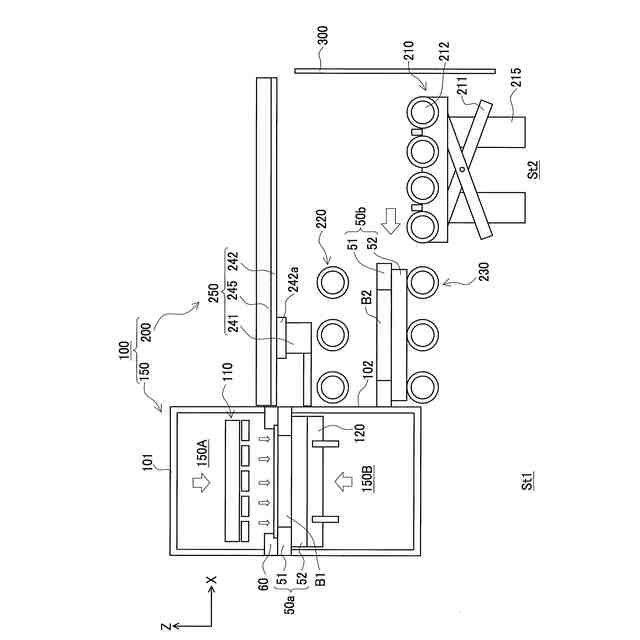
上記(1)に記載の態様により、コンパクトでタクトタイムの短縮可能な熱成形装置の提供が可能となる。これは、型交換に用いる治具搬送部に2階建ての第1搬送部と第2搬送部を用いているためで、第1治具を用いて熱成形部により成形している間に、第2治具に金型または基材の準備を行うことが可能となる。例えば、第1治具を用いて成形している間に、第2治具に金型または基材を用意し第1搬送部で移動させる。次に、成形を終えて成形品を載せた第1治具を第2搬送部で移動させることができる。つまり、行きと帰りで別の経路(第1搬送部と第2搬送部で分ける)を使うことができ、2階建てになっているために治具搬送部を省スペースに構成できる。
【0010】
また、治具は治具昇降機構によって第1搬送部と第2搬送部を移動させる構成であるため、第1治具と第2治具の入れ替えをスムーズに行うことが可能である。こうした構成を採用することで、特許文献1に示す様なインデックステーブルを用いた構成よりも装置の設置スペースを小さくすることが可能となる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社浅野研究所
熱成形装置
3日前
個人
気泡緩衝材減容装置
5日前
東レ株式会社
吹出しノズル
10か月前
豊田鉄工株式会社
金型
2か月前
CKD株式会社
型用台車
9か月前
シーメット株式会社
光造形装置
9か月前
株式会社日本製鋼所
押出機
12か月前
東レ株式会社
フィルムの製造方法
2か月前
東レ株式会社
フィルムの製造方法
6か月前
東レ株式会社
フィルムの製造方法
2か月前
グンゼ株式会社
ピン
9か月前
個人
射出ミキシングノズル
11か月前
東レ株式会社
フィルムの製造方法。
2か月前
日機装株式会社
加圧システム
5か月前
個人
樹脂可塑化方法及び装置
8か月前
株式会社カワタ
計量混合装置
4か月前
株式会社FTS
ロッド
8か月前
株式会社FTS
成形装置
9か月前
株式会社シロハチ
真空チャンバ
11か月前
トヨタ自動車株式会社
射出装置
6か月前
株式会社漆原
シートの成形方法
4か月前
NOK株式会社
樹脂ゴム複合体
26日前
東レ株式会社
樹脂フィルムの製造方法
4か月前
株式会社不二越
射出成形機
6か月前
株式会社不二越
射出成形機
5か月前
東レ株式会社
炭素繊維シートの製造方法
5か月前
株式会社神戸製鋼所
混練機
7か月前
TOWA株式会社
成形型清掃用のブラシ
12か月前
株式会社リコー
画像形成システム
9か月前
株式会社不二越
射出成形機
4か月前
株式会社不二越
射出成形機
5か月前
株式会社FTS
セパレータ
8か月前
株式会社不二越
射出成形機
1か月前
株式会社コスメック
射出成形装置
4か月前
トヨタ自動車株式会社
3Dプリンタ
9か月前
個人
ノズルおよび熱風溶接機
8か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ