TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025134574
公報種別
公開特許公報(A)
公開日
2025-09-17
出願番号
2024032569
出願日
2024-03-04
発明の名称
立体造形物の補強方法、及び立体造形物の製造方法
出願人
東レエンジニアリング株式会社
代理人
個人
,
個人
主分類
B29C
70/68 20060101AFI20250909BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】付加製造技術によって造形された立体造形物の積層方向の機械的特性を改善することができる立体造形物の補強方法を提供すること。
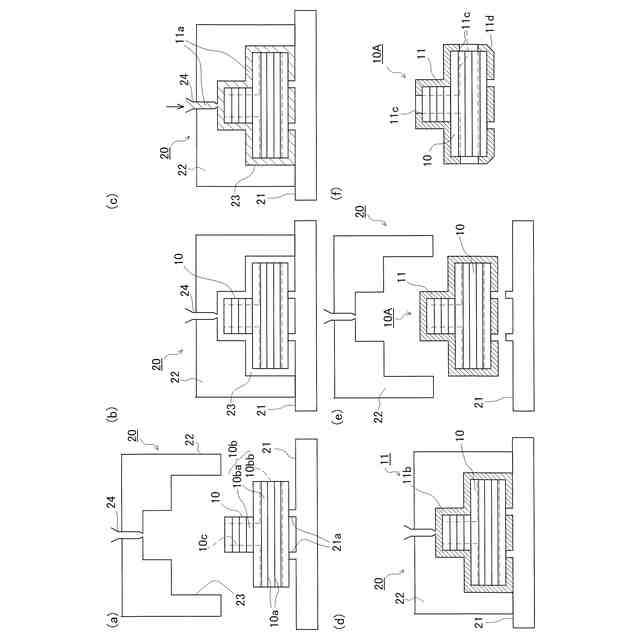
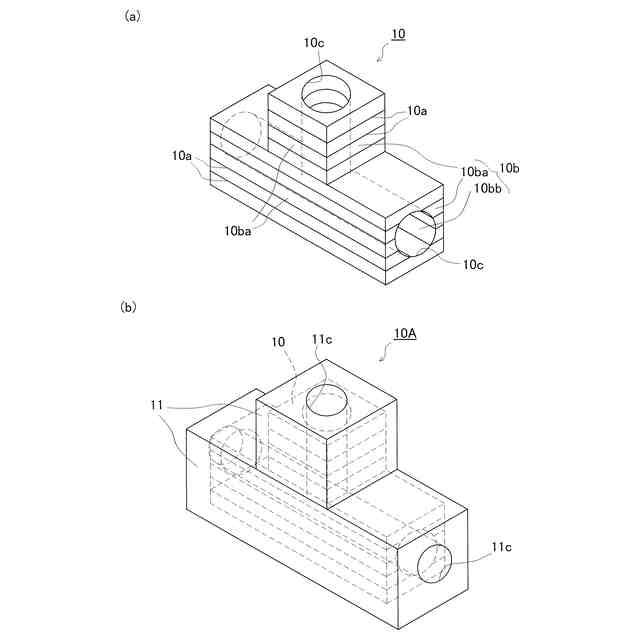
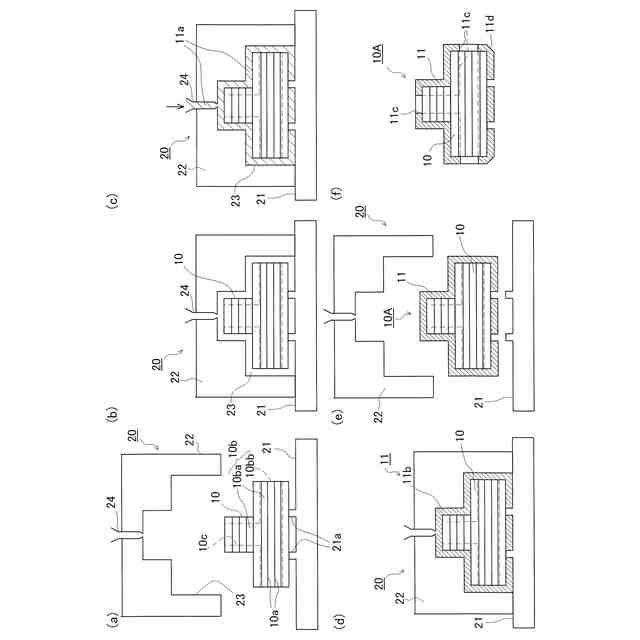
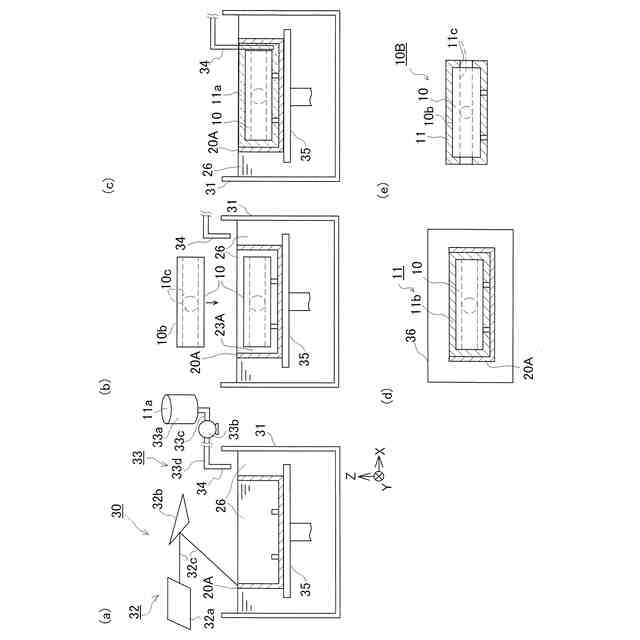
【解決手段】付加製造技術を用いて造形された立体造形物10の補強方法であって、立体造形物10の表面の少なくとも積層側面10bの一部を覆う補強部11を成形する工程を含む。
【選択図】図2
特許請求の範囲
【請求項1】
付加製造技術を用いて造形された立体造形物の補強方法であって、
立体造形物の表面の少なくとも積層側面の一部を覆う補強部を成形する工程を含むことを特徴とする立体造形物の補強方法。
続きを表示(約 620 文字)
【請求項2】
前記補強部が強化材含有樹脂で構成されていることを特徴とする請求項1記載の立体造形物の補強方法。
【請求項3】
前記強化材含有樹脂が炭素繊維含有熱硬化性樹脂であることを特徴とする請求項2記載の立体造形物の補強方法。
【請求項4】
前記炭素繊維含有熱硬化性樹脂がミルド状の炭素繊維を含有するものであることを特徴とする請求項3記載の立体造形物の補強方法。
【請求項5】
立体造形物の製造方法であって、
付加製造技術を用いて立体造形物を造形する工程と、
造形された前記立体造形物の表面の少なくとも積層側面の一部を覆う補強部を成形する工程とを含むことを特徴とする立体造形物の製造方法。
【請求項6】
前記補強部を成形する工程の後に、さらに前記補強部を加工する工程を備えていることを特徴とする請求項5記載の立体造形物の製造方法。
【請求項7】
前記補強部が強化材含有樹脂で構成されていることを特徴とする請求項5又は請求項6記載の立体造形物の製造方法。
【請求項8】
前記強化材含有樹脂が炭素繊維含有熱硬化性樹脂であることを特徴とする請求項7記載の立体造形物の製造方法。
【請求項9】
前記炭素繊維含有熱硬化性樹脂がミルド状の炭素繊維を含有するものであることを特徴とする請求項8記載の立体造形物の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は立体造形物の補強方法、及び立体造形物の製造方法に関し、より詳細には、3Dプリンティングなどの付加製造技術を用いて造形される立体造形物の補強方法、及び立体造形物の製造方法に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
3Dプリンティング技術を用いた製造装置の名称として、広く3Dプリンタという言葉が使われている。3Dプリンタは、3次元のCADデータをもとにコンピュータで造形物の断面形状を計算し、該造形物を薄い輪切り状の断面構成要素に分割して、その断面構成要素を種々の方法で形成し、それを積層させて目的とする造形物を造形する立体造形装置である。3Dプリンティング技術は、国際的にはAdditive Manufacturing Technologyと同義語として使われる場合が多く、日本語訳として、付加製造技術が用いられている。
【0003】
国際標準化団体のASTM Internationalでは、Additive Manufacturing(付加製造)の方法を大きく以下の7つに分類している。
(1)液槽重合法(Vat Photopolymerization)
(2)材料押出法(Material extrusion)
(3)粉末床溶融結合法(Powder bed fusion)
(4)結合材噴射法(Binder Jetting)
(5)シート積層法(Sheet lamination)
(6)材料噴射法(Material Jetting)
(7)指向性エネルギー堆積法(Directed Energy Deposition)
これら造形方式の概要については、例えば、下記の非特許文献1にも記載されている。
【0004】
(1)液槽重合法は、これらの中でも最も古い時期に実用化されたものであり、3Dプリンタの名称が一般化する以前から、光造形法、SLA(Stereolithography)などの名称でラピッドプロトタイピング用途として用いられていた。
【0005】
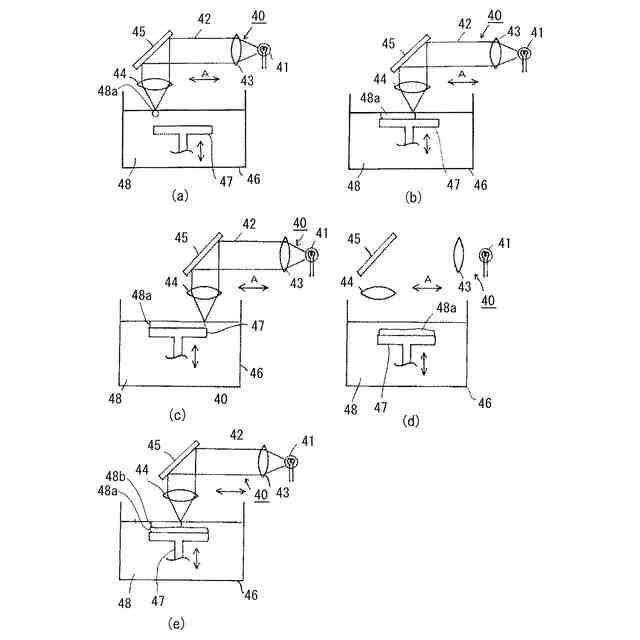
図4は、液槽重合法を用いた立体造形装置の構成例を示す図である。
液槽重合法では、槽46内に、例えば紫外線硬化(重合)樹脂48が保持され、その液面に、導入光学系40から紫外線42が選択的に照射されて、第1層目の硬化領域48aが形成される(図4(a)~(c))。第1層目の硬化領域48aは造形テーブル47に支持される。なお、第1層目の硬化領域48aと造形テーブル47との間には、適宜サポート材が形成される。また、導入光学系40は、紫外線原41、コリメートレンズ43、集光レンズ44、及び反射鏡45を備えている。
【0006】
次に造形テーブル47ごと第1層目の硬化領域48aを液中に沈める(図4(d))、或いは、液面を上昇させることにより、第1層目の硬化領域48aを一定深さだけ液中に沈める。次いで再び紫外線42が液面に選択的に照射されて、第1層目の硬化領域48aの上方に第2層目の硬化領域48bが第1層目の硬化領域48aと積層方向に連続するように形成される(図4(e))。これを繰り返すことによって、立体造形物を形成する方式である。
【0007】
近年パーソナルユーズとして市販されている3Dプリンタには、(2)材料押出法、又は(6)材料噴射法が採用されているものが多い。
(2)材料押出法は、熱溶解積層法、FDM(Fused Deposition Modeling)とも呼ばれ、多くの場合、熱可塑性樹脂からなる造形材料を加熱して溶融流動状態とし、それをノズルから押し出しながら積層して造形する方法である。
【0008】
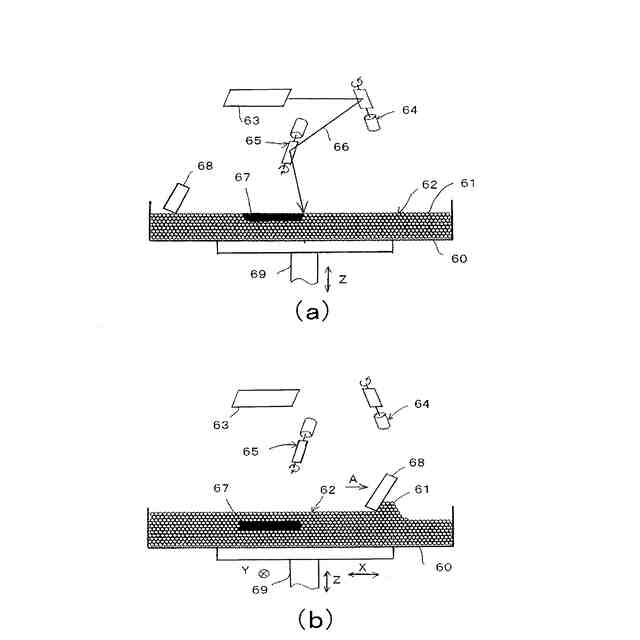
図5は、材料押出法を用いた立体造形装置の構成例を示す図である。
チャンバー50内に、例えば、粒状の熱可塑性樹脂からなるペレット51が充填される。そして、図示しない加熱機構によってチャンバー50内が加熱され、ペレット51が溶融する。溶融し流動状態となったペレット51をここでは溶融材52と呼ぶこととする。溶融材52は加圧部材53による加圧力Pにより、ノズル54から押し出される。押し出された溶融材52は、造形テーブル55上に載置されていく。造形テーブル55は、例えば、図中矢印XおよびYで示す造形テーブル55面内方向の並進自由度、矢印Zで示す造形テーブル55上下方向の自由度、および支軸56廻りの回転の自由度(図中矢印θ)を有している。
【0009】
ノズル54から溶融材52が押し出されるのに合わせて、上記矢印X、Y、θ方向に造形テーブル55が駆動され、造形テーブル55面上に任意の平面形状にて溶融材52が載置されていく。この造形テーブル55面上に最初に載置される溶融材層が、断面構成要素としての第1層57に相当する。第1層57の成型完了後、造形テーブル55を下降させて、第1層57の上に第2層が積層されていく。これを繰り返すことにより立体造形物が形成される。
【0010】
(6)材料噴射法は、インクジェット式マテリアルジェッティング、MJP(Multijet Printing)とも呼ばれ、造形材料の粘度が、(2)材料押出法のそれよりやや低めのものが多く、いわばインクジェットプリンタのインクの代わりに造形材料を吐出させて積層させながら造形していく方法である。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
東レ株式会社
吹出しノズル
9か月前
豊田鉄工株式会社
金型
1か月前
東レ株式会社
プリプレグテープ
12か月前
CKD株式会社
型用台車
9か月前
シーメット株式会社
光造形装置
8か月前
株式会社日本製鋼所
押出機
11か月前
東レ株式会社
フィルムの製造方法
6か月前
個人
射出ミキシングノズル
11か月前
グンゼ株式会社
ピン
9か月前
東レ株式会社
フィルムの製造方法
2か月前
東レ株式会社
フィルムの製造方法
2か月前
株式会社FTS
ロッド
8か月前
日機装株式会社
加圧システム
5か月前
東レ株式会社
フィルムの製造方法。
2か月前
個人
樹脂可塑化方法及び装置
8か月前
株式会社カワタ
計量混合装置
4か月前
東レ株式会社
樹脂フィルムの製造方法
4か月前
NOK株式会社
樹脂ゴム複合体
18日前
株式会社FTS
成形装置
8か月前
株式会社漆原
シートの成形方法
3か月前
株式会社シロハチ
真空チャンバ
10か月前
トヨタ自動車株式会社
射出装置
6か月前
株式会社不二越
射出成形機
5か月前
株式会社不二越
射出成形機
25日前
株式会社神戸製鋼所
混練機
7か月前
株式会社不二越
射出成形機
5か月前
株式会社不二越
射出成形機
5か月前
TOWA株式会社
成形型清掃用のブラシ
11か月前
株式会社FTS
セパレータ
7か月前
株式会社リコー
画像形成システム
9か月前
東レ株式会社
炭素繊維シートの製造方法
5か月前
株式会社コスメック
射出成形装置
3か月前
三菱自動車工業株式会社
予熱装置
12か月前
株式会社不二越
射出成形機
3か月前
東レ株式会社
溶融押出装置および押出方法
8か月前
日産自動車株式会社
成形装置
2か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ


































