TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025131286
公報種別
公開特許公報(A)
公開日
2025-09-09
出願番号
2024028938
出願日
2024-02-28
発明の名称
インフレーション成形装置、および誘導装置
出願人
住友重機械工業株式会社
代理人
個人
,
個人
主分類
B29C
48/885 20190101AFI20250902BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】インフレーション成形の途中で形成されるバブルと、バブルの形状を安定化させるためにバブルを引き寄せる誘導板との間に十分な負圧を生じさせる。
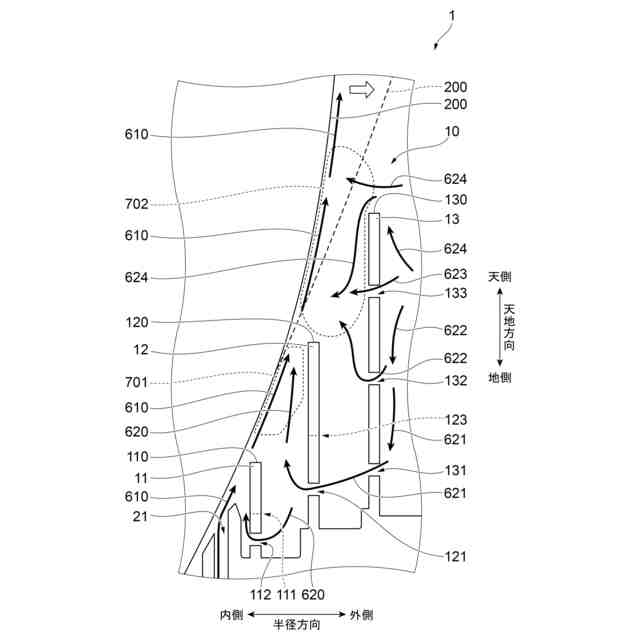
【解決手段】インフレーション成形装置1には、バブル200の外面側を通過する空気の流れを誘導する複数の誘導板が層を形成するように配置されており、最も内側の層を形成する第1誘導板11の外側の層を形成する第2誘導板12に、第1誘導板11の中心部111の天地方向の位置よりも天側の位置を半径方向に貫通する第1貫通孔121が形成されており、第2誘導板12の外側の層を形成する第3誘導板13に、第2誘導板12の中心部123の天地方向の位置よりも地側および天側の各々の位置を半径方向に貫通する第2貫通孔131および第3貫通孔132がそれぞれ形成されている。
【選択図】図2
特許請求の範囲
【請求項1】
円筒状に押し出された溶融樹脂の内面側に空気を送り込むことで形成されたバブルの外面側に、当該バブルの外面側を通過する空気の流れを誘導する円筒状の板材である誘導板が複数の層を形成するように配置されており、
前記複数の層を形成する前記誘導板のうち、最も内側の層を形成する第1誘導板の外側の層を形成する第2誘導板に、当該第1誘導板の中心部の天地方向の位置よりも天側の位置を半径方向に貫通する第1貫通孔が形成されており、
前記第2誘導板の外側の層を形成する第3誘導板に、当該第2誘導板の中心部の天地方向の位置よりも地側および天側の各々の位置を半径方向に貫通する第2貫通孔および第3貫通孔がそれぞれ形成されている、
ことを特徴とするインフレーション成形装置。
続きを表示(約 880 文字)
【請求項2】
前記第2誘導板の先端部の天地方向の位置よりも天側の位置を半径方向に貫通する第4貫通孔がさらに形成されていることを特徴とする、
請求項1に記載のインフレーション成形装置。
【請求項3】
前記第2貫通孔は、前記第1貫通孔の天地方向の位置よりも天側に配置されていることを特徴とする、
請求項1に記載のインフレーション成形装置。
【請求項4】
前記第1乃至第4貫通孔の少なくとも1の貫通孔が開閉することを特徴とする、
請求項2に記載のインフレーション成形装置。
【請求項5】
前記第3誘導板の外側の層を形成する第4誘導板に、当該第3誘導板の中心部の天地方向の位置よりも地側および天側の各々の位置を半径方向に貫通する第6貫通孔および第7貫通孔が形成されていることを特徴とする、
請求項2に記載のインフレーション成形装置。
【請求項6】
前記第6貫通孔は、前記第2貫通孔の天地方向の位置よりも天側に配置されていることを特徴とする、
請求項5に記載のインフレーション成形装置。
【請求項7】
前記第7貫通孔は、前記第3貫通孔の天地方向の位置よりも天側に配置されていることを特徴とする、
請求項5に記載のインフレーション成形装置。
【請求項8】
前記第4誘導板には、前記第7貫通孔の天地方向の位置よりも天側の位置を半径方向に貫通する第8貫通孔がさらに形成されていることを特徴とする、
請求項5に記載のインフレーション成形装置。
【請求項9】
前記第8貫通孔は、前記第4貫通孔の天地方向の位置よりも天側に配置されていることを特徴とする、
請求項8に記載のインフレーション成形装置。
【請求項10】
前記第6乃至第8貫通孔の少なくとも1の貫通孔が開閉することを特徴とする、
請求項8に記載のインフレーション成形装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、インフレーション成形装置、および誘導装置に関する。
続きを表示(約 3,100 文字)
【背景技術】
【0002】
円筒状に押し出された溶融樹脂に向けて空気を送り出して製品となるフィルムを成形するインフレーション成形の技術が知られている(例えば、特許文献1)。インフレーション成形では、円筒状に押し出された溶融樹脂の内面側に空気を送り込み膨らませることで薄膜円筒状のバブルと呼ばれる状態とし、バブルの外側面に空気を当て冷却することで製品となるフィルムを成形する。バブルの外側には、送り出された空気を誘導する円筒状の誘導板が配置されている。このような誘導板は、バブルに向かって送り出される空気を誘導する。バブルと誘導板との間には、空気の通過に伴い負圧が生じるため、バブルが誘導板に引き寄せられる。誘導板は、バブルを十分に引き寄せた状態を維持することで、バブルの形状の安定化を図る。
【先行技術文献】
【特許文献】
【0003】
特開2022-156852号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
誘導板にバブルを十分に引き寄せるためには、バブルと誘導板との間に十分な負圧が生じている必要がある。
本発明の目的は、インフレーション成形の途中で形成されるバブルと、バブルの形状を安定化させるためにバブルを引き寄せる誘導板との間に十分な負圧を生じさせることにある。
【課題を解決するための手段】
【0005】
かかる目的のもと完成させた本発明は、円筒状に押し出された溶融樹脂の内面側に空気を送り込むことで形成されたバブルの外面側に、当該バブルの外面側を通過する空気の流れを誘導する円筒状の板材である誘導板が複数の層を形成するように配置されており、前記複数の層を形成する前記誘導板のうち、最も内側の層を形成する第1誘導板の外側の層を形成する第2誘導板に、当該第1誘導板の中心部の天地方向の位置よりも天側の位置を半径方向に貫通する第1貫通孔が形成されており、前記第2誘導板の外側の層を形成する第3誘導板に、当該第2誘導板の中心部の天地方向の位置よりも地側および天側の各々の位置を半径方向に貫通する第2貫通孔および第3貫通孔がそれぞれ形成されている、ことを特徴とするインフレーション成形装置である。
ここで、前記第2誘導板の先端部の天地方向の位置よりも天側の位置を半径方向に貫通する第4貫通孔がさらに形成されていることを特徴としてもよい。
また、前記第2貫通孔は、前記第1貫通孔の天地方向の位置よりも天側に配置されていることを特徴としてもよい。
また、前記第1乃至第4貫通孔の少なくとも1の貫通孔が開閉することを特徴としてもよい。
また、前記第3誘導板の外側の層を形成する第4誘導板に、当該第3誘導板の中心部の天地方向の位置よりも地側および天側の各々の位置を半径方向に貫通する第6貫通孔および第7貫通孔が形成されていることを特徴としてもよい。
また、前記第6貫通孔は、前記第2貫通孔の天地方向の位置よりも天側に配置されていることを特徴としてもよい。
また、前記第7貫通孔は、前記第3貫通孔の天地方向の位置よりも天側に配置されていることを特徴としてもよい。
また、前記第4誘導板には、前記第7貫通孔の天地方向の位置よりも天側の位置を半径方向に貫通する第8貫通孔がさらに形成されていることを特徴としてもよい。
また、前記第8貫通孔は、前記第4貫通孔の天地方向の位置よりも天側に配置されていることを特徴としてもよい。
また、前記第6乃至第8貫通孔の少なくとも1の貫通孔が開閉することを特徴としてもよい。
また、本発明は、円筒状に押し出された溶融樹脂の内面側に空気を送り込むことで形成されたバブルの外面側に、当該バブルの外面側を通過する空気の流れを誘導する円筒状の板材である誘導板が複数の層を形成するように配置されており、前記複数の層を形成する前記誘導板のうち、最も内側の層を形成する第1誘導板の外側の層を形成する第2誘導板に、当該第1誘導板の中心部の天地方向の位置よりも天側の位置を半径方向に貫通する第1貫通孔が形成されており、前記第2誘導板の外側の層を形成する第3誘導板に、当該第2誘導板の中心部の天地方向の位置よりも地側および天側の各々の位置を半径方向に貫通する第2貫通孔および第3貫通孔がそれぞれ形成されている、ことを特徴とする誘導装置である。
【発明の効果】
【0006】
本発明によれば、インフレーション成形の途中で形成されるバブルと、バブルの形状を安定化させるためにバブルを引き寄せる誘導板との間に十分な負圧を生じさせることができる。
【図面の簡単な説明】
【0007】
第1の実施の形態にかかるインフレーション成形装置の構成の一例を示す図である。
第1の実施の形態にかかる誘導装置を構成する誘導板に形成された複数の貫通孔の構成の一例を示す図である。
誘導板に形成された貫通孔の具体例を示す図である。
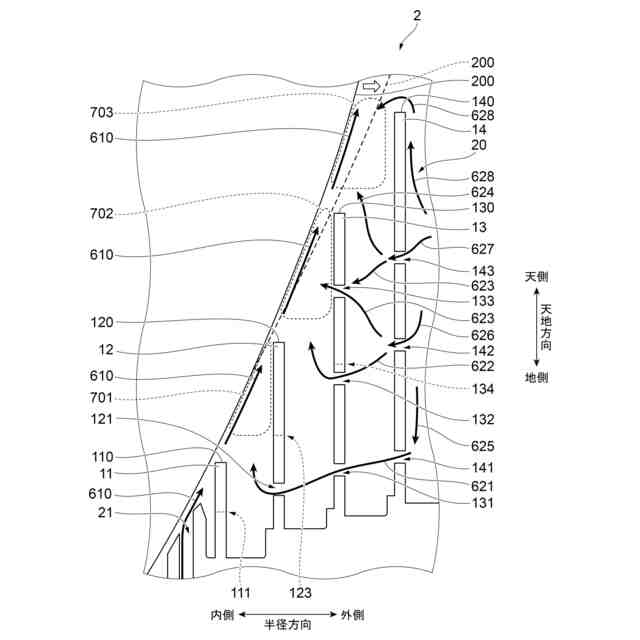
第2の実施の形態にかかる誘導装置を構成する誘導板に形成された複数の貫通孔の構成の一例を示す図である。
【発明を実施するための形態】
【0008】
以下、添付図面を参照して、本発明の実施の形態について詳細に説明する。
<第1の実施の形態>
(インフレーション成形装置の構成)
図1は、第1の実施の形態にかかるインフレーション成形装置1の構成の一例を示す図である。
図1に示すインフレーション成形装置1は、インフレーション成形により製品としての樹脂製のフィルムを成形する装置である。インフレーション成形装置1は、製品としてのフィルムの材料となる樹脂を加熱することで溶融状態にした溶融樹脂を、口金である環状のダイ31から吐出させ、円筒状になった溶融樹脂の内面側に空気600を送り込む。すると、溶融樹脂が膨らみ、薄膜円筒状の溶融樹脂であるバブル200が形成される。インフレーション成形装置1は、形成されたバブル200の外面側に冷却風となる空気610を当ててバブル200を固化させる。これにより、製品としての樹脂製のフィルム530が成形される。
【0009】
図1の図面上下方向は、天地方向であり、かつ、バブル200の軸方向を示している。インフレーション成形装置1によるインフレーション成形の途中で形成されるバブル200は、天地方向の地側から天側に向かって順送りにされながら冷却されて徐々に固化する。このため、図1に示すバブル200は、天地方向の天側よりも地側の方がダイ31に近く温度が高い。すなわち、図1に示すバブル200の状態は、未だ製品としてのフィルム530の状態に至ってないものの、徐々に固化している成形途中の状態となる。
【0010】
図1の図面左右方向は、バブル200の径の方向を示している。以下、バブル200の中心軸300に近い側を半径方向の内側と呼び、中心軸300から遠い側を半径方向の外側と呼ぶ。バブル200の半径方向に伸びるフロストライン400は、溶融樹脂が冷却されて固化することで透明度が変化する部分であり、溶融状態のバブル200が冷却され固化することでフィルム530の状態になるおおよその境界線として捉えられる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
住友重機械工業株式会社
射出成形機
2日前
住友重機械工業株式会社
インフレーション成形装置、および誘導装置
3日前
東レ株式会社
吹出しノズル
9か月前
豊田鉄工株式会社
金型
1か月前
東レ株式会社
プリプレグテープ
11か月前
CKD株式会社
型用台車
8か月前
シーメット株式会社
光造形装置
8か月前
株式会社日本製鋼所
押出機
11か月前
個人
射出ミキシングノズル
11か月前
東レ株式会社
フィルムの製造方法
2か月前
グンゼ株式会社
ピン
9か月前
東レ株式会社
フィルムの製造方法
5か月前
東レ株式会社
フィルムの製造方法
2か月前
個人
樹脂可塑化方法及び装置
7か月前
日機装株式会社
加圧システム
4か月前
株式会社カワタ
計量混合装置
3か月前
株式会社FTS
ロッド
7か月前
東レ株式会社
フィルムの製造方法。
1か月前
株式会社シロハチ
真空チャンバ
10か月前
NOK株式会社
樹脂ゴム複合体
9日前
東レ株式会社
樹脂フィルムの製造方法
3か月前
株式会社漆原
シートの成形方法
3か月前
株式会社FTS
成形装置
8か月前
トヨタ自動車株式会社
射出装置
6か月前
TOWA株式会社
成形型清掃用のブラシ
11か月前
株式会社不二越
射出成形機
5か月前
株式会社日本製鋼所
押出成形装置
12か月前
株式会社神戸製鋼所
混練機
7か月前
株式会社不二越
射出成形機
3か月前
株式会社不二越
射出成形機
16日前
株式会社FTS
セパレータ
7か月前
株式会社コスメック
射出成形装置
3か月前
株式会社日本製鋼所
押出成形装置
12か月前
三菱自動車工業株式会社
予熱装置
11か月前
株式会社不二越
射出成形機
5か月前
株式会社リコー
画像形成システム
9か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ