TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025132689
公報種別
公開特許公報(A)
公開日
2025-09-10
出願番号
2024030425
出願日
2024-02-29
発明の名称
射出成形機
出願人
住友重機械工業株式会社
代理人
個人
,
個人
主分類
B29C
45/76 20060101AFI20250903BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】簡単な構成によりバリを成形可能とすることで、金型間の境界面を効率的に清掃できる射出成形機を提供する。
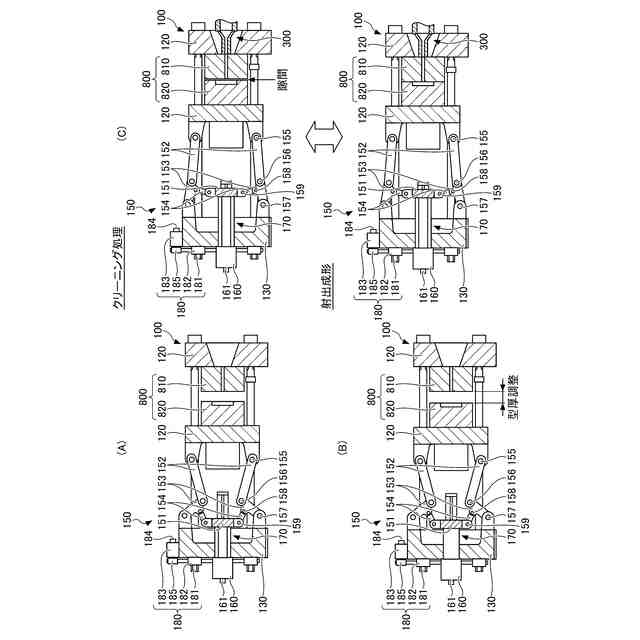
【解決手段】射出成形機10は、可動金型820を有する可動プラテン120、固定金型810を有する固定プラテン110、およびトグル機構150を有する型締装置100と、射出装置300と、制御装置700と、を含む。制御装置700は、型締位置よりも固定金型810から可動金型820を離したバリ成形位置に可動プラテン120を移動させた状態で、射出装置300により成形材料を射出することで、バリを有する成形品を成形するクリーニング処理を行う。トグル機構150は、バリ成形位置においてトグル倍率を1倍以上としている。
【選択図】図5
特許請求の範囲
【請求項1】
可動金型を有する可動プラテン、前記可動金型に対向する固定金型を有する固定プラテン、および前記固定プラテンと相対的に前記可動プラテンを型開閉方向に移動させ、当該可動プラテンを型締位置に配置可能なトグル機構を有する型締装置と、
前記型締位置に配置した前記可動金型と前記固定金型とにより形成されるキャビティ空間に成形材料を射出する射出装置と、
前記射出装置および前記型締装置の動作を制御する制御装置と、を含む射出成形機であって、
前記制御装置は、前記型締位置よりも前記固定金型から前記可動金型を離したバリ成形位置に前記可動プラテンを移動させた状態で、前記射出装置により前記成形材料を射出することで、バリを有する成形品を成形するクリーニング処理を行い、
前記トグル機構は、前記バリ成形位置においてトグル倍率を1倍以上としている、
射出成形機。
続きを表示(約 650 文字)
【請求項2】
前記制御装置は、前記クリーニング処理において、前記バリ成形位置に移動した前記可動金型と前記固定金型の間に隙間を形成する、
請求項1に記載の射出成形機。
【請求項3】
前記型締装置は、前記固定プラテンと前記可動プラテンとの間隔を調整する型厚調整機構を有し、
前記制御装置は、前記クリーニング処理を行う前に、前記型厚調整機構を動作させて前記固定プラテンと前記可動プラテンの間隔を前記クリーニング処理用の間隔に調整する、
請求項2に記載の射出成形機。
【請求項4】
前記制御装置は、前記クリーニング処理の終了後に、前記固定プラテンと前記可動プラテンの間隔を射出成形用の間隔に調整して、射出成形に復帰する
請求項3に記載の射出成形機。
【請求項5】
前記制御装置は、前記クリーニング処理を複数回繰り返す、
請求項1乃至4のいずれか1項に記載の射出成形機。
【請求項6】
前記制御装置は、前記射出装置の計量工程よりも前に、前記クリーニング処理の開始および/または前記クリーニング処理の終了を判定し、
前記計量工程において、判定した結果に応じた前記成形材料の量を計量する、
請求項5に記載の射出成形機。
【請求項7】
前記トグル機構は、前記バリ成形位置においてトグル倍率を5倍以上としている、
請求項1乃至4のいずれか1項に記載の射出成形機。
発明の詳細な説明
【技術分野】
【0001】
本開示は、射出成形機に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
特許文献1には、射出成形機において、金型装置の金型(可動金型、固定金型)間に対して油圧アクチュエータにより距離増加部材を出し入れすることで、金型間の距離を増やすように調整する技術が開示されている。このように金型間に距離を生じさせることにより、射出成形機は、射出成形により金型間にバリを敢えて成形して、金型間の境界に生じるゴミ(樹脂のモールドデポジット、ガスの付着物、ヤニ等)を吸着して除去することができる。
【先行技術文献】
【特許文献】
【0003】
国際公開第2013-16816号
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、射出成形機は、特許文献1のような距離増加部材を金型装置に設置した構成とすると、製造コストの増加やレイアウトの制約、構造の複雑化等の不都合が生じる。特に、金型装置を交換する度に金型装置に距離増加部材を設けた場合には、大幅なコストの増加が見込まれる。
【0005】
本開示は、簡単な構成によりバリを成形可能とすることで、金型間の境界面を効率的に清掃できる射出成形機を提供する。
【課題を解決するための手段】
【0006】
本開示の一態様によれば、可動金型を有する可動プラテン、前記可動金型に対向する固定金型を有する固定プラテン、および前記固定プラテンと相対的に前記可動プラテンを型開閉方向に移動させ、当該可動プラテンを型締位置に配置可能なトグル機構を有する型締装置と、前記型締位置に配置した前記可動金型と前記固定金型とにより形成されるキャビティ空間に成形材料を射出する射出装置と、前記射出装置および前記型締装置の動作を制御する制御装置と、を含む射出成形機であって、前記制御装置は、前記型締位置よりも前記固定金型から前記可動金型を離したバリ成形位置に前記可動プラテンを移動させた状態で、前記射出装置により前記成形材料を射出することで、バリを有する成形品を成形するクリーニング処理を行い、前記トグル機構は、前記バリ成形位置においてトグル倍率を1倍以上としている、射出成形機が提供される。
【発明の効果】
【0007】
一態様によれば、簡単な構成によりバリを成形可能とすることで、金型間の境界面を効率的に清掃できる。
【図面の簡単な説明】
【0008】
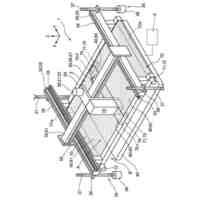
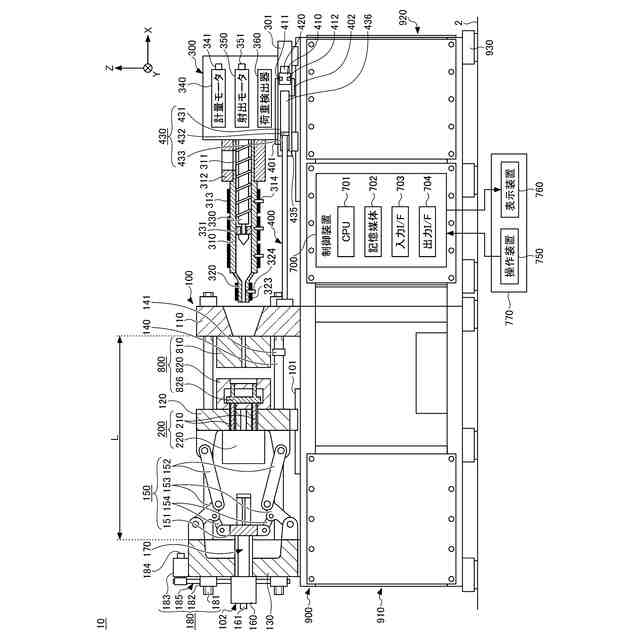
実施形態に係る射出成形機の型開完了時の状態を示す図である。
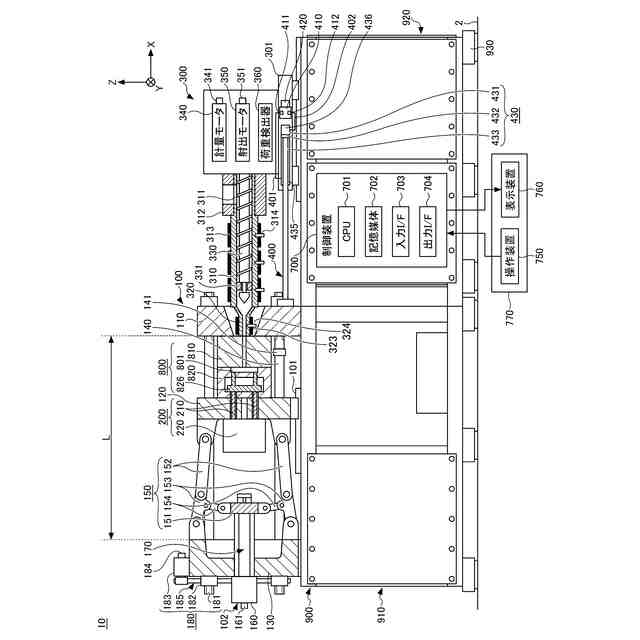
実施形態に係る射出成形機の型締時の状態を示す図である。
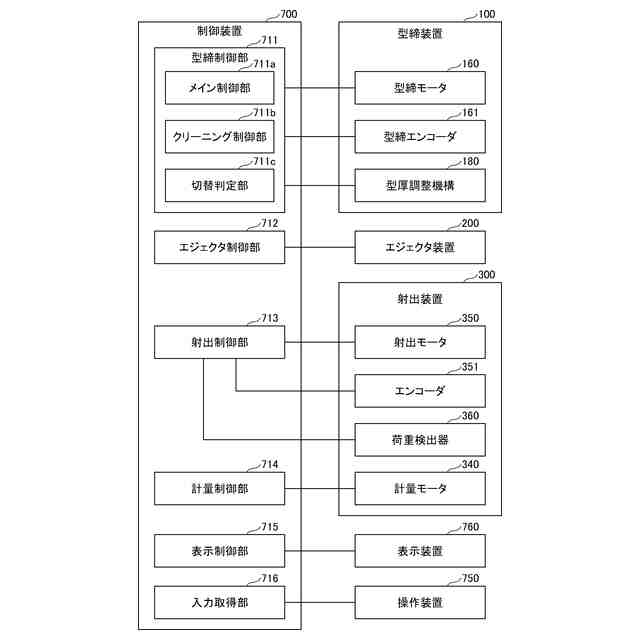
制御装置の構成要素の一例を機能ブロックで示す図である。
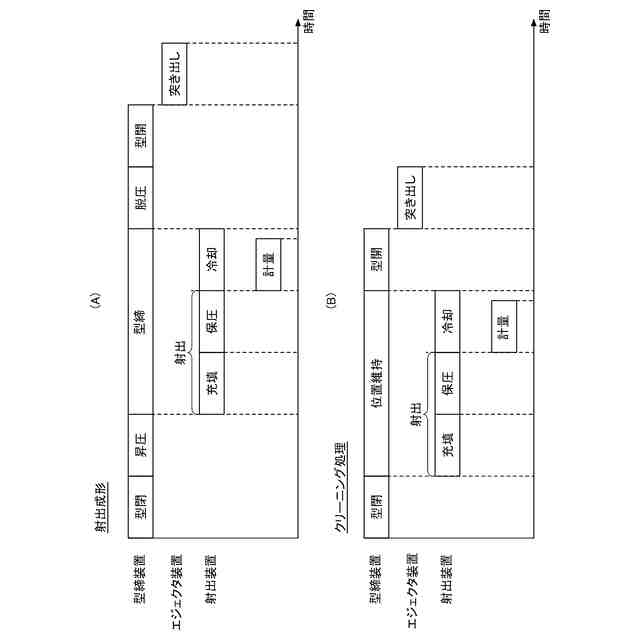
図4(A)は、射出成形の成形サイクルの工程の一例を示す図である。図4(B)は、クリーニング処理の成形サイクルの工程の一例を示す図である。
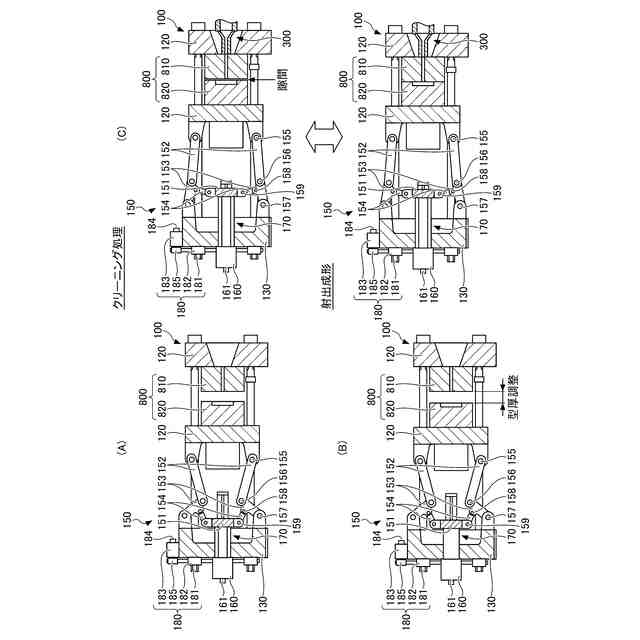
図5(A)は、射出成形の型締装置の状態を示す図である。図5(B)は、クリーニング処理を行う前の型厚調整を示す図である。図5(C)は、クリーニング処理における型閉工程後のバリ成形位置と射出成形の型締位置とを対比した図である。
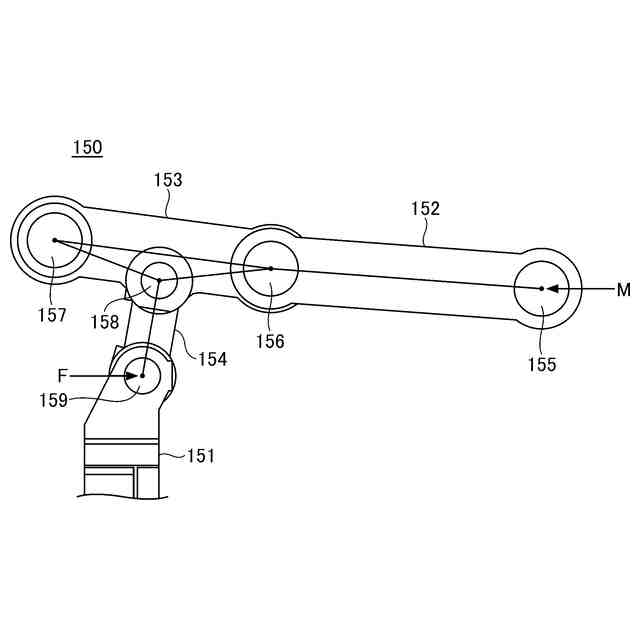
トグル機構の一部を拡大して示す図である。
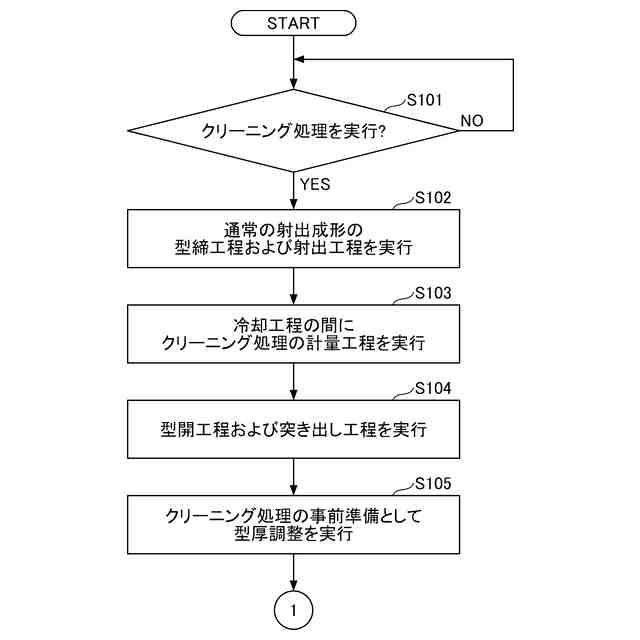
クリーニング処理を行う方法を示す第1フローチャートである。
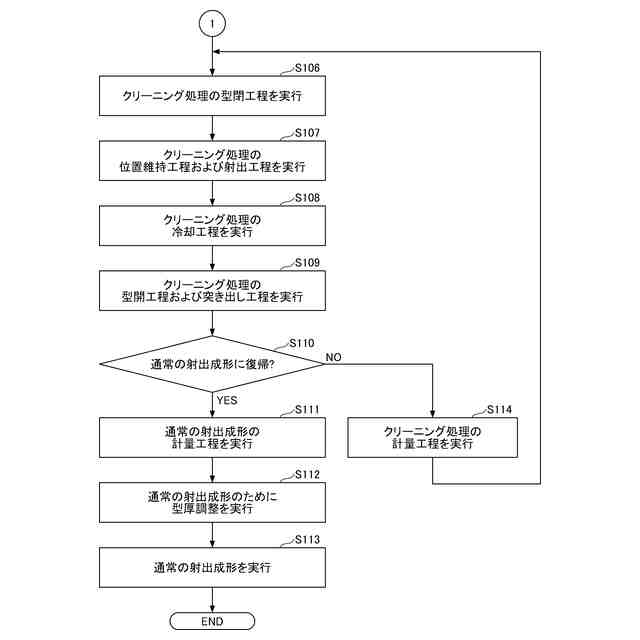
クリーニング処理を行う方法を示す第2フローチャートである。
【発明を実施するための形態】
【0009】
以下、図面を参照して本開示を実施するための形態について説明する。各図面において、同一構成部分には同一符号を付し、重複した説明を省略する場合がある。
【0010】
(射出成形機)
図1は、実施形態に係る射出成形機の型開完了時の状態を示す図である。図2は、実施形態に係る射出成形機の型締時の状態を示す図である。本明細書において、X軸方向、Y軸方向およびZ軸方向は互いに垂直な方向である。X軸方向およびY軸方向は水平方向を表し、Z軸方向は鉛直方向を表す。型締装置100が横型である場合、X軸方向は型開閉方向であり、Y軸方向は射出成形機10の幅方向である。Y軸方向負側を操作側と呼び、Y軸方向正側を反操作側と呼ぶ。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
気泡緩衝材減容装置
2か月前
豊田鉄工株式会社
金型
4か月前
シーメット株式会社
光造形装置
11か月前
東レ株式会社
フィルムの製造方法
5か月前
東レ株式会社
フィルムの製造方法
5か月前
東レ株式会社
フィルムの製造方法
8か月前
株式会社 型善
射出成形型
23日前
株式会社カワタ
計量混合装置
6か月前
株式会社エフピコ
賦形シート
1か月前
東レ株式会社
フィルムの製造方法。
4か月前
個人
樹脂可塑化方法及び装置
10か月前
東レ株式会社
複合成形体の製造方法
1か月前
日機装株式会社
加圧システム
7か月前
株式会社FTS
ロッド
10か月前
NOK株式会社
樹脂ゴム複合体
3か月前
東レ株式会社
樹脂フィルムの製造方法
6か月前
株式会社漆原
シートの成形方法
6か月前
株式会社FTS
成形装置
11か月前
トヨタ自動車株式会社
射出装置
9か月前
株式会社FTS
セパレータ
10か月前
株式会社日本製鋼所
監視システム
14日前
株式会社不二越
射出成形機
6か月前
株式会社コスメック
射出成形装置
6か月前
株式会社神戸製鋼所
混練機
10か月前
株式会社不二越
射出成形機
3か月前
株式会社不二越
射出成形機
8か月前
株式会社不二越
射出成形機
8か月前
東レ株式会社
炭素繊維シートの製造方法
7か月前
株式会社不二越
射出成形機
8か月前
三和合板株式会社
化粧板の製造装置
3か月前
東レ株式会社
繊維強化プラスチック構造体
3か月前
トヨタ自動車株式会社
真空成形装置
7か月前
花王株式会社
樹脂の分離方法
1日前
個人
ノズルおよび熱風溶接機
11か月前
東レ株式会社
溶融押出装置および押出方法
11か月前
ダイハツ工業株式会社
3Dプリンタ
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ