TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025130881
公報種別
公開特許公報(A)
公開日
2025-09-09
出願番号
2024028241
出願日
2024-02-28
発明の名称
三次元造形物の製造方法
出願人
セイコーエプソン株式会社
代理人
個人
,
個人
,
個人
主分類
B29C
64/40 20170101AFI20250902BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】三次元造形物の反りを抑制可能な技術を提供する。
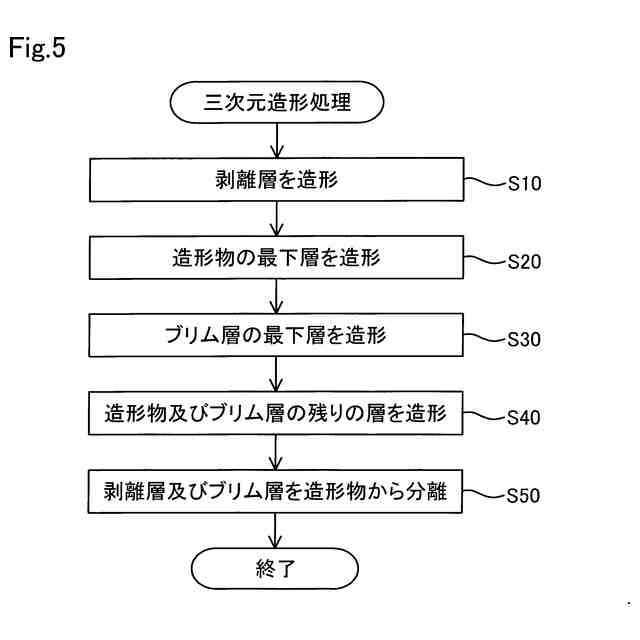
【解決手段】三次元造形物の製造方法は、第1造形材料を吐出して、ステージの上に剥離層を造形する第1工程と、第2造形材料を吐出して、剥離層の上に造形層を積層して三次元造形物の本体部を造形する第2工程と、第3造形材料を吐出して、剥離層の上にブリム層を造形する第3工程と、を備え、剥離層及びブリム層は、第2工程によって造形された本体部から分離される層であり、ブリム層の角部と本体部の外郭とが、複数の造形層に亘って接触する。
【選択図】図5
特許請求の範囲
【請求項1】
第1造形材料を吐出して、ステージの上に剥離層を造形する第1工程と、
第2造形材料を吐出して、前記剥離層の上に造形層を積層して三次元造形物の本体部を造形する第2工程と、
第3造形材料を吐出して、前記剥離層の上にブリム層を造形する第3工程と、
を備え、
前記剥離層及び前記ブリム層は、前記第2工程によって造形された前記本体部から分離される層であり、
前記ブリム層の角部と前記本体部とが、複数の造形層に亘って接触する、
三次元造形物の製造方法。
続きを表示(約 580 文字)
【請求項2】
請求項1に記載の三次元造形物の製造方法であって、
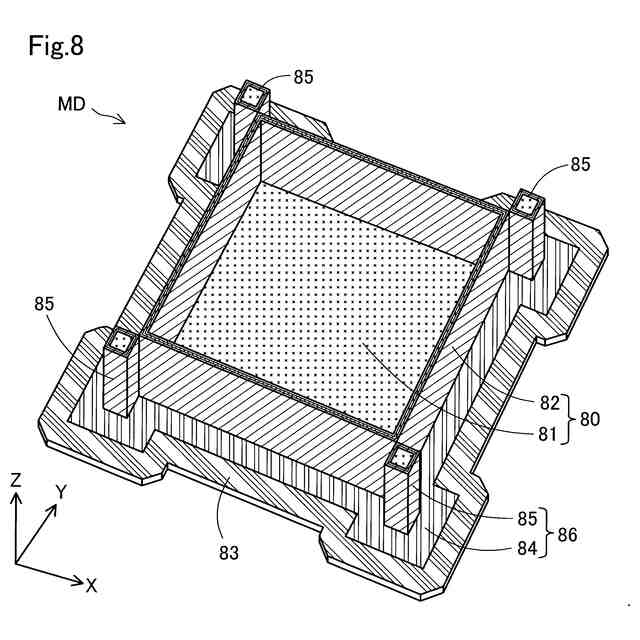
前記ブリム層は、前記本体部の外郭の複数の角部に対応した位置に、それぞれ互いに分離した複数の支持構造部を有する、三次元造形物の製造方法。
【請求項3】
請求項2に記載の三次元造形物の製造方法であって、
前記支持構造部は、四角柱又は円柱の形状を有する、三次元造形物の製造方法。
【請求項4】
請求項3に記載の三次元造形物の製造方法であって、
前記支持構造部の側面の角部が、前記本体部の外郭の角部に接触する、三次元造形物の製造方法。
【請求項5】
請求項2に記載の三次元造形物の製造方法であって、
前記支持構造部の高さは、前記本体部の前記角部の高さの5%以上である、三次元造形物の製造方法。
【請求項6】
請求項2に記載の三次元造形物の製造方法であって、
前記支持構造部の高さは、前記本体部の前記角部の高さに対応する高さである、三次元造形物の製造方法。
【請求項7】
請求項1に記載の三次元造形物の製造方法であって、
前記本体部は、中空形状を有し、
前記本体部は、前記本体部の内面に、前記造形層の積層方向に沿った溝を有する、三次元造形物の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、三次元造形物の製造方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
特許文献1には、三次元造形物の造形時に反りが発生することを抑制するために、造形対象層の外周のうち、反りが生じると予測される部位に接するように円形のブリムを造形することが開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2019-72943号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
三次元造形物の形状に応じてブリムの面積を大きくした場合、ブリム自体が変形することで、三次元造形物の反りを十分に抑制できない可能性があった。
【課題を解決するための手段】
【0005】
本開示の第1の形態によれば、三次元造形物の製造方法が提供される。この製造方法は、第1造形材料を吐出して、ステージの上に剥離層を造形する第1工程と、第2造形材料を吐出して、前記剥離層の上に造形層を積層して三次元造形物の本体部を造形する第2工程と、第3造形材料を吐出して、前記剥離層の上にブリム層を造形する第3工程と、を備え、前記剥離層及び前記ブリム層は、前記第2工程によって造形された前記本体部から分離される層であり、前記ブリム層の角部と前記本体部とが、複数の造形層に亘って接触する。
【図面の簡単な説明】
【0006】
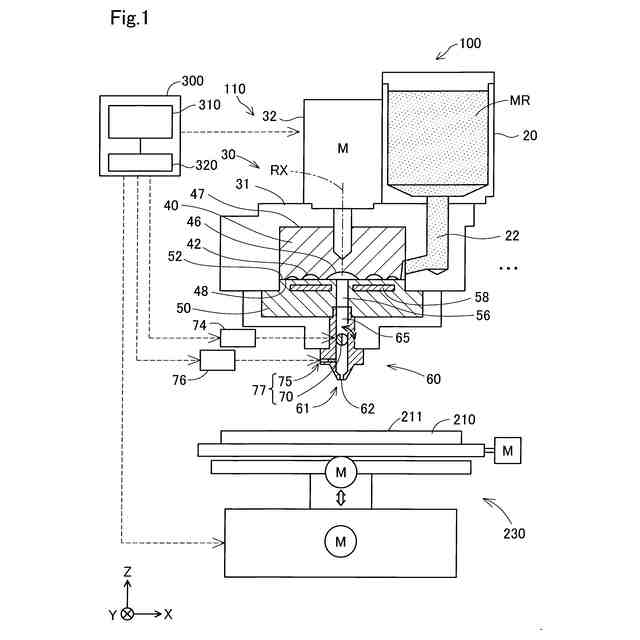
三次元造形装置の概略構成を示す説明図である。
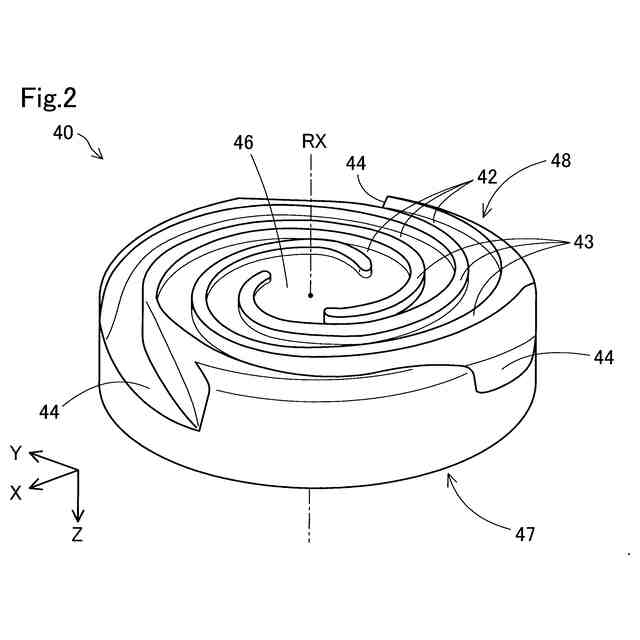
フラットスクリューの概略構成を示す斜視図である。
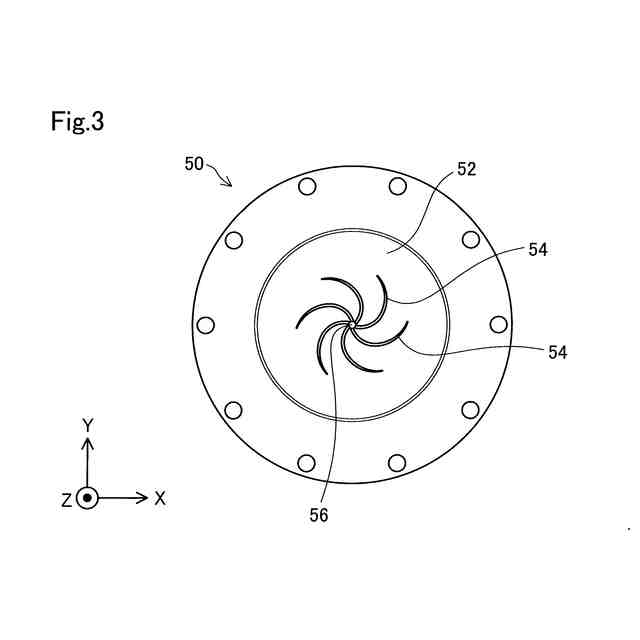
バレルの概略平面図である。
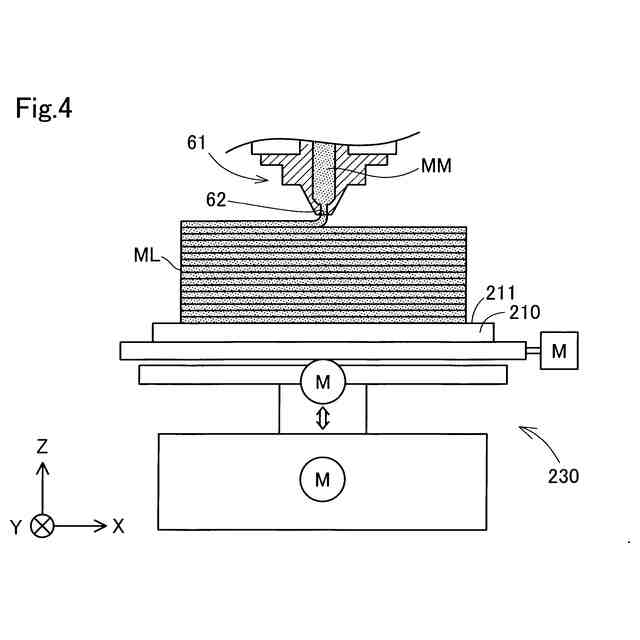
三次元造形装置の基本動作を模式的に示す説明図である。
三次元造形処理のフローチャートである。
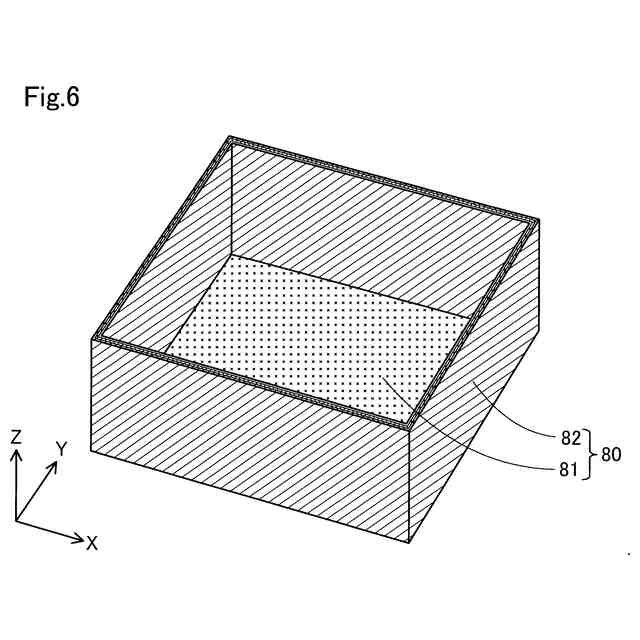
本体部の斜視図である。
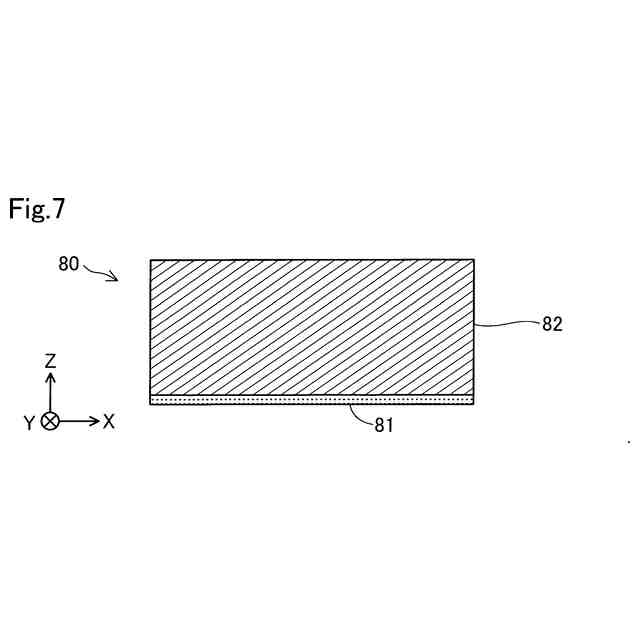
本体部の側面図である。
三次元造形物の製造中の状態を示す斜視図である。
本体部の反り量の評価結果を示す図である。
サンプル2の形態を示す斜視図である。
サンプル3の形態を示す斜視図である。
サンプル4の形態を示す斜視図である。
サンプル5の形態を示す斜視図である。
サンプル6の形態を示す斜視図である。
【発明を実施するための形態】
【0007】
A.第1実施形態:
図1は、第1実施形態における三次元造形装置100の概略構成を示す説明図である。図1には、互いに直交するX,Y,Z方向を示す矢印が示されている。X方向及びY方向は、水平面に平行な方向であり、Z方向は、鉛直上向きに沿った方向である。X,Y,Z方向を示す矢印は、他の図においても、図示の方向が図1と対応するように適宜、図示してある。以下の説明において、方向の向きを特定する場合には、各図において矢印が指し示す方向を「+」、その反対の方向を「-」として、方向表記に正負の符合を併用する。以下では、+Z方向のことを「上」、-Z方向のことを「下」ともいう。
【0008】
本実施形態の三次元造形装置100は、材料押出方式によって三次元造形物を造形する装置である。三次元造形装置100は、造形材料を生成して吐出する造形部110と、三次元造形物の基台となる造形用のステージ210と、造形材料の吐出位置を制御する移動機構230と、三次元造形装置100の各部を制御するための制御部300とを備える。図1には、造形部110が1つ示されているが、本実施形態では、異なる造形材料を生成して吐出する複数の造形部110が三次元造形装置100に備えられている。それぞれの造形部110の構成は同じである。
【0009】
造形部110は、制御部300の制御下において、固体状態の材料を可塑化させた造形材料をステージ210上に吐出する。造形部110は、造形材料に転化される前の原材料の供給源である材料供給部20と、原材料を造形材料へと転化させる可塑化部30と、造形材料を吐出する吐出部60とを備える。
【0010】
材料供給部20は、可塑化部30に、原材料MRを供給する。材料供給部20は、例えば、原材料MRを収容するホッパーによって構成される。材料供給部20は、連通路22を介して、可塑化部30に接続されている。原材料MRは、ペレットや粉末等の形態で材料供給部20に投入される。原材料MRとしては、例えば、ABS(アクリロニトリル・ブタジエン・スチレン)やPEEK(ポリエーテルエーテルケトン)、PP(ポリプロピレン)などの樹脂材料が用いられる。なお、原材料MRには、金属やセラミック等の無機材料が含まれてもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
東レ株式会社
吹出しノズル
9か月前
豊田鉄工株式会社
金型
1か月前
CKD株式会社
型用台車
8か月前
シーメット株式会社
光造形装置
8か月前
東レ株式会社
プリプレグテープ
11か月前
株式会社日本製鋼所
押出機
11か月前
グンゼ株式会社
ピン
9か月前
個人
射出ミキシングノズル
11か月前
東レ株式会社
フィルムの製造方法
2か月前
東レ株式会社
フィルムの製造方法
2か月前
東レ株式会社
フィルムの製造方法
5か月前
株式会社カワタ
計量混合装置
3か月前
東レ株式会社
フィルムの製造方法。
1か月前
日機装株式会社
加圧システム
4か月前
個人
樹脂可塑化方法及び装置
7か月前
株式会社FTS
ロッド
7か月前
株式会社FTS
成形装置
8か月前
NOK株式会社
樹脂ゴム複合体
8日前
株式会社漆原
シートの成形方法
3か月前
トヨタ自動車株式会社
射出装置
6か月前
株式会社シロハチ
真空チャンバ
10か月前
東レ株式会社
樹脂フィルムの製造方法
3か月前
株式会社不二越
射出成形機
15日前
株式会社FTS
セパレータ
7か月前
株式会社神戸製鋼所
混練機
7か月前
株式会社不二越
射出成形機
3か月前
株式会社コスメック
射出成形装置
3か月前
株式会社日本製鋼所
押出成形装置
12か月前
株式会社日本製鋼所
押出成形装置
12か月前
TOWA株式会社
成形型清掃用のブラシ
11か月前
東レ株式会社
炭素繊維シートの製造方法
4か月前
株式会社不二越
射出成形機
5か月前
株式会社不二越
射出成形機
5か月前
株式会社不二越
射出成形機
5か月前
三菱自動車工業株式会社
予熱装置
11か月前
株式会社リコー
画像形成システム
9か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ


































