TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025130136
公報種別
公開特許公報(A)
公開日
2025-09-08
出願番号
2024027101
出願日
2024-02-27
発明の名称
プリズムアレイの製造方法
出願人
南部化成株式会社
代理人
個人
主分類
B29C
33/38 20060101AFI20250901BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】高品質のプリズムアレイを効率的に量産することができるプリズムアレイの製造方法を提供する。
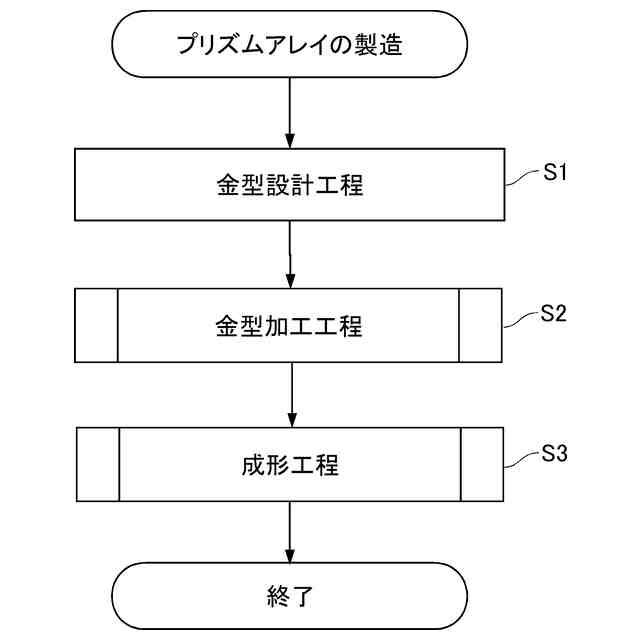
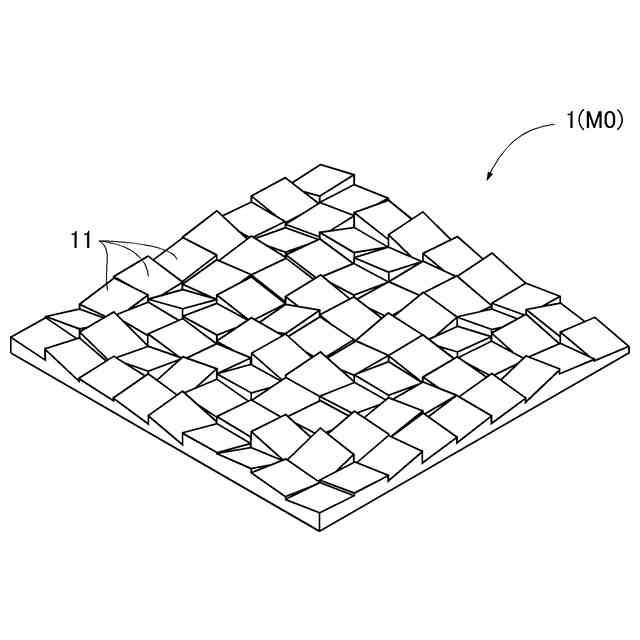
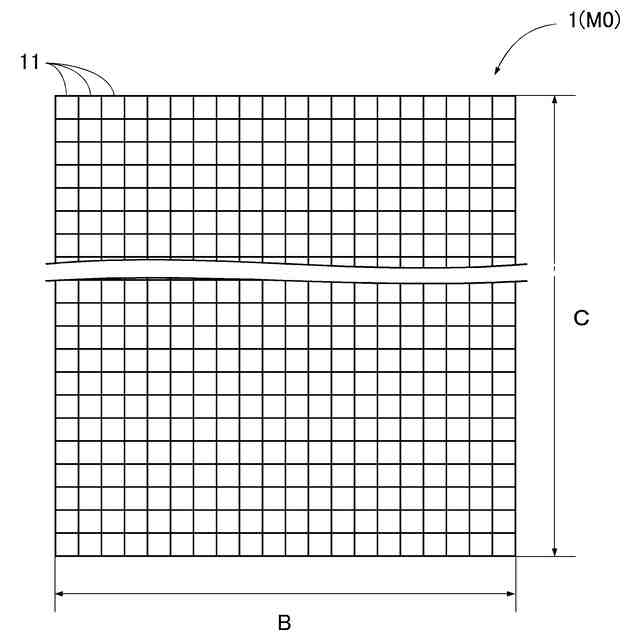
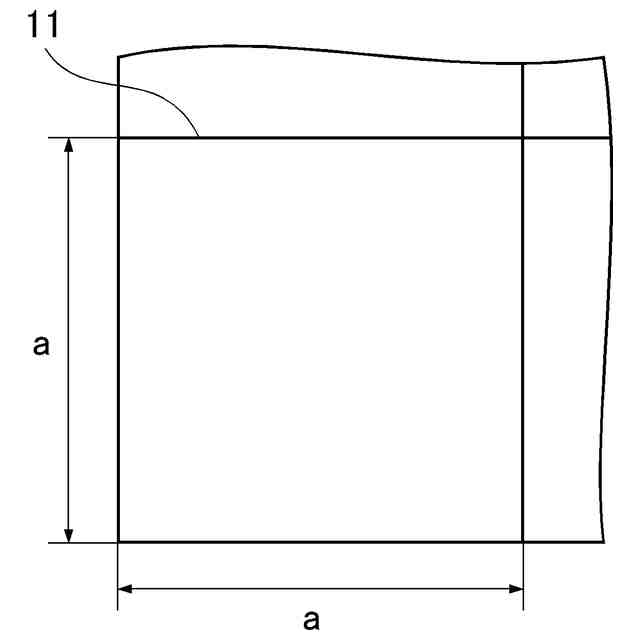
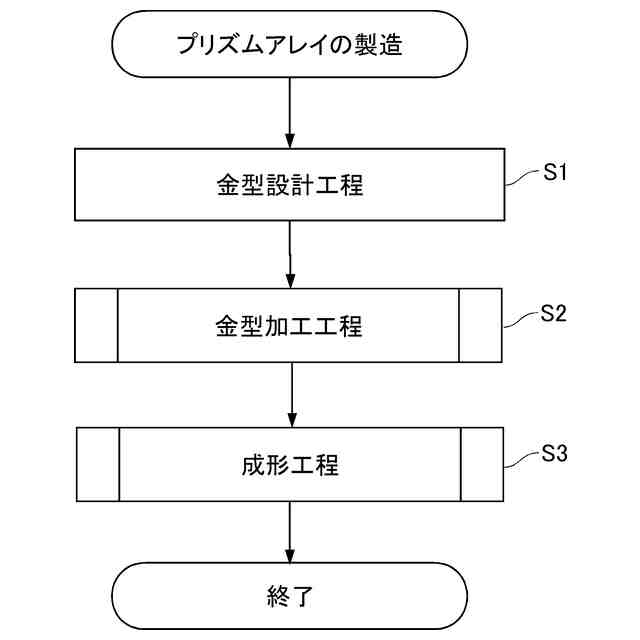
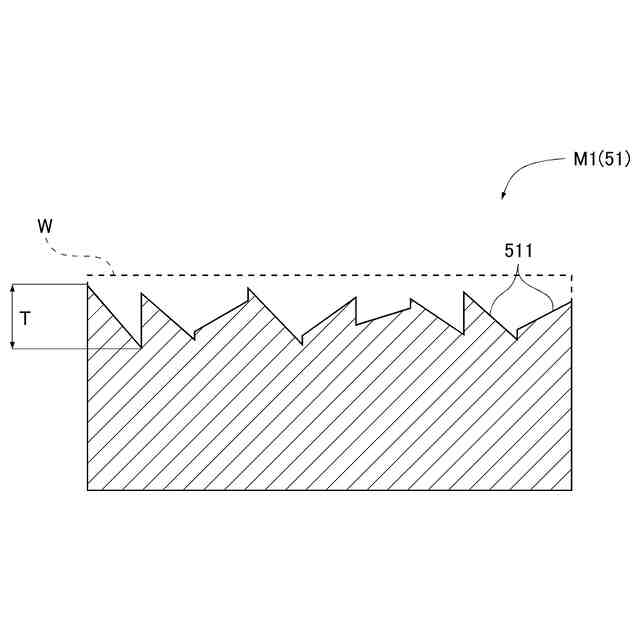
【解決手段】本発明に係るプリズムアレイの製造方法は、各々が不連続なプリズムを構成する不規則な形状のセル11を二次元アレイ状に複数配列してなるプリズムアレイ1を製造する方法であって、予め設計されたプリズムアレイ1の成形品モデルM0に基づいて、成形品モデルM0の反転形状を有する金型モデルM1を設計する金型設計工程S1と、金型設計工程S1で設計された金型モデルM1に基づいて、金型母材Wに切削加工を施して凹凸構造を有する金型51を製作する金型加工工程S2と、金型51を有する金型装置60を用いて成形材料としての樹脂をプリズムアレイ1に成形する成形工程S3と、を有する。
【選択図】図5
特許請求の範囲
【請求項1】
各々が不連続なプリズムを構成する不規則な形状のセルを二次元アレイ状に複数配列してなるプリズムアレイを製造する方法であって、
予め設計されたプリズムアレイの成形品モデルに基づいて、前記成形品モデルの反転形状を有する金型モデルを設計する金型設計工程と、
前記金型設計工程で設計された前記金型モデルに基づいて、金型母材に切削加工を施して凹凸構造を有する金型を製作する金型加工工程と、
前記金型を有する金型装置を用いて成形材料を前記プリズムアレイに成形する成形工程と、
を有する、プリズムアレイの製造方法。
続きを表示(約 930 文字)
【請求項2】
前記金型加工工程は、互いに直交するX,Y,Zの3つの直線軸を少なくとも有する3軸以上の加工装置を用いて前記金型母材に工具により切削加工を施して、X方向に平行な対向する2辺とY方向に平行な対向する2辺とを有してZ方向視矩形状を呈する不規則なセル成形面を二次元アレイ状に複数形成する工程であって、
前記各セル成形面におけるXY位置に対応するZ高さに基づいて前記工具をZ方向に相対移動させつつ、前記工具のX方向の送りとY方向のピックフィードとを繰り返す走査線加工を行う工程を含む、請求項1に記載のプリズムアレイの製造方法。
【請求項3】
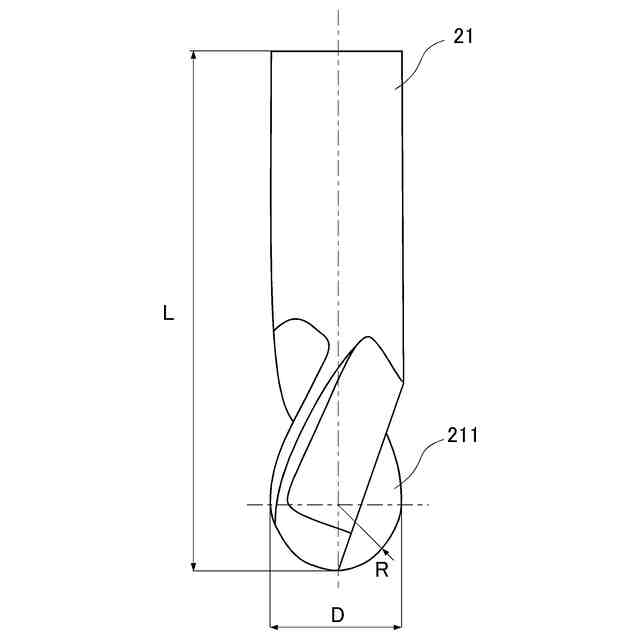
前記金型加工工程は、前記工具としてボールエンドミルを用いて仕上げ加工を行う工程を含む、請求項2に記載のプリズムアレイの製造方法。
【請求項4】
前記工具は、ダイヤモンドからなる刃物を有する、請求項3に記載のプリズムアレイの製造方法。
【請求項5】
前記金型加工工程は、1セル内の有効面積が64%以上となる刃物を有する前記工具を用いて仕上げ加工を行う工程を含む、請求項2乃至4の何れか一項に記載のプリズムアレイの製造方法。
【請求項6】
前記金型加工工程は、切削速度を15m/min~20m/minに、Y方向ピッチを前記工具の刃物径の5%以下にそれぞれ設定して仕上げ加工を行う工程を含む、請求項2乃至4の何れか一項に記載のプリズムアレイの製造方法。
【請求項7】
前記加工装置は、前記3つの直線軸に加えて更に少なくとも1つの回転軸を有する4軸以上の加工装置であり、
前記金型加工工程は、前記工具を前記金型母材に対して傾斜させて切削を施す工程を含む、請求項2乃至4のいずれか一項に記載のプリズムアレイの製造方法。
【請求項8】
前記金型加工工程は、前記工具としてヘールバイトを用いてヘール切削を施す工程を含む、請求項1に記載のプリズムアレイの製造方法。
【請求項9】
前記成形工程は、射出成形又は圧縮成形である、請求項1乃至4又は8の何れか一項に記載のプリズムアレイの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、プリズムアレイの製造方法に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
従来、プリズムアレイと称される光学素子が提案されている。プリズムアレイは、プリズムを二次元アレイ状に配列してなる光学素子であって、光源から光を照射することで所望の図形パターンを投影することができるものである。このようなプリズムアレイを製造する方法として、電気鋳造と呼ばれる電気めっきの技術を応用して凹凸のついた金型を造形した後、加熱して柔らかくした樹脂に金型を押しつけて製造する方法が提案されている(例えば、非特許文献1,2等参照。)。
【先行技術文献】
【非特許文献】
【0003】
「研究成果事例集(令和4年度実施分)」静岡県工業技術研究所 令和5年4月
「静岡県工業技術研究所研究報告 第16号 令和5年11月」静岡県工業技術研究所 ISSN 1883-2350 CODEN:SKGKBP
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、上述した従来技術では、金型造形時のメッキの剥離に起因して成形品の形状不良が発生し易いという課題や、電気鋳造による金型は成形品の離形性が悪いために量産に適さないという課題などがある。
【0005】
本発明は、上述した課題に鑑みてなされたものであり、高品質のプリズムアレイを効率的に量産することができるプリズムアレイの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明に係るプリズムアレイの製造方法は、各々が不連続なプリズムを構成する不規則な形状のセルを二次元アレイ状に複数配列してなるプリズムアレイを製造する方法であって、予め設計されたプリズムアレイの成形品モデルに基づいて、前記成形品モデルの反転形状を有する金型モデルを設計する金型設計工程と、前記金型設計工程で設計された前記金型モデルに基づいて、金型母材に切削加工を施して凹凸構造を有する金型を製作する金型加工工程と、前記金型を有する金型装置を用いて成形材料を前記プリズムアレイに成形する成形工程と、を有する。
【0007】
この方法によれば、金型加工工程で金型母材に切削加工を施すことにより不規則な凹凸構造を形成して金型を製作し、成形工程で金型を備える金型装置を用いて成形材料をプリズムアレイに成形するので、高品質のプリズムアレイを効率的に量産することができるという効果を奏する。
【0008】
また、金型加工工程は、互いに直交するX,Y,Zの3つの直線軸を少なくとも有する3軸以上の加工装置を用いて金型母材Wに工具により切削加工を施して、X方向に平行な対向する2辺とY方向に平行な対向する2辺とを有してZ方向視矩形状を呈するセル成形面を二次元アレイ状に複数形成する工程であって、各セル成形面におけるXY位置に対応するZ高さに基づいて工具をZ方向に相対移動させつつ、工具のX方向の送りとY方向のピックフィードとを繰り返す走査線加工を行う工程を含む。
【0009】
この方法によれば、不規則な凹凸構造を有する金型を走査線加工により高精度に製作することができるという効果を奏する。
【0010】
また、前記金型加工工程は、前記工具としてボールエンドミルを用いて仕上げ加工を行う工程を含む。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
南部化成株式会社
プリズムアレイの製造方法
2日前
東レ株式会社
吹出しノズル
9か月前
豊田鉄工株式会社
金型
1か月前
シーメット株式会社
光造形装置
8か月前
CKD株式会社
型用台車
8か月前
東レ株式会社
プリプレグテープ
11か月前
東レ株式会社
フィルムの製造方法
5か月前
グンゼ株式会社
ピン
9か月前
東レ株式会社
フィルムの製造方法
2か月前
株式会社日本製鋼所
押出機
11か月前
個人
射出ミキシングノズル
11か月前
東レ株式会社
フィルムの製造方法
2か月前
個人
樹脂可塑化方法及び装置
7か月前
日機装株式会社
加圧システム
4か月前
株式会社FTS
ロッド
7か月前
東レ株式会社
フィルムの製造方法。
1か月前
株式会社カワタ
計量混合装置
3か月前
NOK株式会社
樹脂ゴム複合体
7日前
株式会社漆原
シートの成形方法
3か月前
トヨタ自動車株式会社
射出装置
6か月前
東レ株式会社
樹脂フィルムの製造方法
3か月前
株式会社FTS
成形装置
8か月前
株式会社シロハチ
真空チャンバ
10か月前
株式会社コスメック
射出成形装置
3か月前
株式会社不二越
射出成形機
5か月前
株式会社FTS
セパレータ
7か月前
株式会社不二越
射出成形機
5か月前
東レ株式会社
炭素繊維シートの製造方法
4か月前
株式会社リコー
画像形成システム
9か月前
三菱自動車工業株式会社
予熱装置
11か月前
株式会社不二越
射出成形機
14日前
TOWA株式会社
成形型清掃用のブラシ
11か月前
株式会社日本製鋼所
押出成形装置
12か月前
株式会社神戸製鋼所
混練機
6か月前
株式会社不二越
射出成形機
3か月前
株式会社日本製鋼所
押出成形装置
12か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ