TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025129005
公報種別
公開特許公報(A)
公開日
2025-09-03
出願番号
2024162196
出願日
2024-09-19
発明の名称
樹脂管及びその製造方法並びに樹脂管の製造装置
出願人
積水化学工業株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
B29C
48/70 20190101AFI20250827BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】樹脂管の偏肉が顕著となると、部分的に樹脂管の強度が低下する。このため、樹脂管に必要な強度を確保するために、樹脂管の厚さを高める(厚肉化)する必要が生じる。厚肉化すると、よりたくさんの原料を必要とし、製造効率が低下することがある。本発明は上記事情に鑑みてなされたものであり、偏肉を抑制できる樹脂管の製造方法を目的とする。
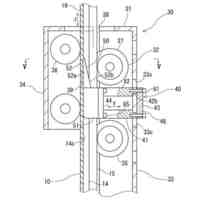
【解決手段】樹脂と2本以上の繊維とを含む第一の層を有する樹脂管の製造装置において、第一の層を構成する第一の樹脂組成物を筒状に押し出す金型を有し、前記金型は、前記第一の樹脂組成物が筒状に通流する第一の流路を有し、前記金型は、前記第一の流路内に干渉部を有し、前記干渉部は、前記第一の流路の断面を少なくとも周方向に分割する1つ以上の仕切を有することよりなる。
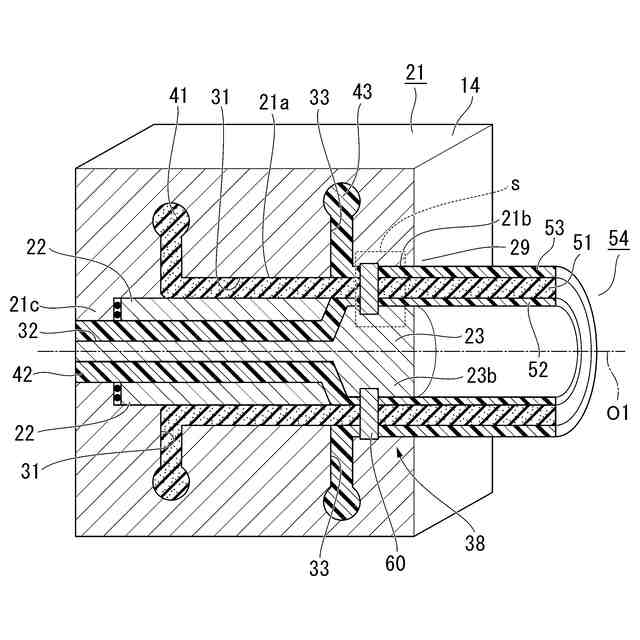
【選択図】図4
特許請求の範囲
【請求項1】
樹脂と2本以上の繊維とを含む第一の層を有する樹脂管の製造装置において、
第一の層を構成する第一の樹脂組成物を筒状に押し出す金型を有し、
前記金型は、前記第一の樹脂組成物が筒状に通流する第一の流路を有し、
前記金型は、前記第一の流路内に干渉部を有し、
前記干渉部は、前記第一の流路の断面を少なくとも周方向に分割する1つ以上の仕切を有する、樹脂管の製造装置。
続きを表示(約 1,000 文字)
【請求項2】
前記干渉部は、前記第一の流路の周方向に並ぶ2つ以上の貫通孔を有する、請求項1に記載の樹脂管の製造装置。
【請求項3】
前記樹脂管は、前記第一の層の一方の面に接して位置する第二の層を有し、
前記第二の層は、樹脂を含み、
前記金型は、前記第二の層を構成する第二の樹脂組成物が筒状に通流する第二の流路を有し、
前記金型は、前記第一の流路と前記第二の流路とが合一した合流路を有し、
前記干渉部は、前記合流路に位置する、請求項1に記載の樹脂管の製造装置。
【請求項4】
前記樹脂管は、前記第一の層の他方の面に接して位置する第三の層を有し、
前記第三の層は、樹脂を含み、
前記金型は、前記第三の層を構成する第三の樹脂組成物が筒状に通流する第三の流路を有し、
前記第三の流路は、前記合流路で前記第一の流路及び前記第二の流路と合一する、請求項3に記載の樹脂管の製造装置。
【請求項5】
樹脂と2本以上の繊維とを含む第一の層と、前記第一の層の一方の面に接して位置する第二の層を有する樹脂管において、
前記第一の層と前記第二の層との界面は、前記樹脂管の径方向の凹凸を有する、樹脂管。
【請求項6】
樹脂と2本以上の繊維とを含む第一の層を有する樹脂管の製造方法において、
第一の層を構成する第一の樹脂組成物を金型から筒状に押し出す押出工程を有し、
前記押出工程は、前記第一の樹脂組成物が前記金型内で筒状に通流する第一の流路内で、前記第一の流路の断面を少なくとも周方向に分割する1つ以上の仕切を有する干渉部に、前記第一の樹脂組成物を通流する、樹脂管の製造方法。
【請求項7】
前記樹脂管は、前記第一の層の一方の面に接して位置する第二の層を有し、
前記押出工程は、前記第二の層を構成する第二の樹脂組成物が前記第一の樹脂組成物と合流した後に、前記第一の樹脂組成物を前記干渉部に通流させる、請求項6に記載の樹脂管の製造方法。
【請求項8】
前記樹脂管は、前記第一の層の他方の面に接して位置する第三の層を有し、
前記押出工程は、前記第三の層を構成する第三の樹脂組成物が前記第一の樹脂組成物と合流した後に、前記第一の樹脂組成物を前記干渉部に通流させる、請求項7に記載の樹脂管の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、樹脂管及びその製造方法並びに樹脂管の製造装置に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
樹脂管は、冷温水配管として用いられている。樹脂管としては、例えば、ガラス繊維を含む樹脂の層と、ガラス繊維を含まない樹脂の層とを有する多層の樹脂管が知られている。このような樹脂管は、押出成形で成形される。
【0003】
繊維を含む樹脂は、繊維の配向状態によって樹脂の流れが変化することが知られている(非特許文献1)。このため、繊維樹脂層では周方向の偏流が発生し、樹脂管の厚さ(管壁の厚さ)にバラつき(偏肉)が生じる。
【先行技術文献】
【非特許文献】
【0004】
竹内和也、氏江勇貴 著、プラスチック成形加工学会誌技術報告「押出成形時の繊維配向による流動変化の実験評価と簡易的予測」、成形加工、プラスチック成形加工学会誌、第33巻 第6号、成形加工学会、令和3年5月20日発行、208-210頁
【発明の概要】
【発明が解決しようとする課題】
【0005】
樹脂管の偏肉が顕著になると、部分的に樹脂管の強度が低下する。このため、樹脂管に必要な強度を確保するために、樹脂管の厚さを高める(厚肉化)する必要が生じる。厚肉化すると、よりたくさんの原料を必要とし、製造効率が低下することがある。
本発明は上記事情に鑑みてなされたものであり、偏肉を抑制できる樹脂管の製造方法を目的とする。
【課題を解決するための手段】
【0006】
本発明は、以下の態様を有する。
<1>
樹脂と2本以上の繊維とを含む第一の層を有する樹脂管の製造装置において、
第一の層を構成する第一の樹脂組成物を筒状に押し出す金型を有し、
前記金型は、前記第一の樹脂組成物が筒状に通流する第一の流路を有し、
前記金型は、前記第一の流路内に干渉部を有し、
前記干渉部は、前記第一の流路の断面を少なくとも周方向に分割する1つ以上の仕切を有する<2>
前記干渉部は、前記第一の流路の周方向に並ぶ2つ以上の前記貫通孔を有する、<1>に記載の樹脂管の製造装置。
<3>
前記樹脂管は、前記第一の層の一方の面に接して位置する第二の層を有し、
前記第二の層は、樹脂を含み、
前記金型は、前記第二の層を構成する第二の樹脂組成物が筒状に通流する第二の流路を有し、
前記金型は、前記第一の流路と前記第二の流路とが合一した合流路を有し、
前記干渉部は、前記合流路に位置する、<1>又は<2>に記載の樹脂管の製造装置。
<4>
前記樹脂管は、前記第一の層の他方の面に接して位置する第三の層を有し、
前記第三の層は、樹脂を含み、
前記金型は、前記第三の層を構成する第三の樹脂組成物が筒状に通流する第三の流路を有し、
前記第三の流路は、前記合流路で前記第一の流路及び前記第二の流路と合一する、<3>に記載の樹脂管の製造装置。
<5>
樹脂と2本以上の繊維とを含む第一の層と、前記第一の層の一方の面に接して位置する第二の層を有する樹脂管において、
前記第一の層と前記第二の層との界面は、前記樹脂管の径方向の凹凸を有する、樹脂管。
<6>
樹脂と2本以上の繊維とを含む第一の層を有する樹脂管の製造方法において、
第一の層を構成する第一の樹脂組成物を金型から筒状に押し出す押出工程を有し、
前記押出工程は、前記第一の樹脂組成物が前記金型内で筒状に通流する第一の流路内で、前記第一の流路の断面を少なくとも径方向に分割する1つ以上の仕切を有する干渉部に、前記第一の樹脂組成物を通流する、樹脂管の製造方法。
<7>
前記樹脂管は、前記第一の層の一方の面に接して位置する第二の層を有し、
前記押出工程は、前記第二の層を構成する第二の樹脂組成物が前記第一の樹脂組成物と合流した後に、前記第一の樹脂組成物を前記干渉部に通流させる、<6>に記載の樹脂管の製造方法。
<8>
前記樹脂管は、前記第一の層の他方の面に接して位置する第三の層を有し、
前記押出工程は、前記第三の層を構成する第三の樹脂組成物が前記第一の樹脂組成物と合流した後に、前記第一の樹脂組成物を前記干渉部に通流させる、<7>に記載の樹脂管の製造方法。
【発明の効果】
【0007】
本発明の樹脂管の製造方法によれば、偏肉を抑制できる。
【図面の簡単な説明】
【0008】
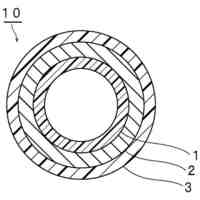
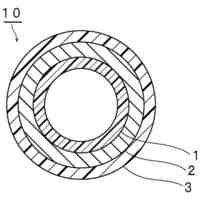
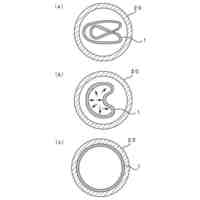
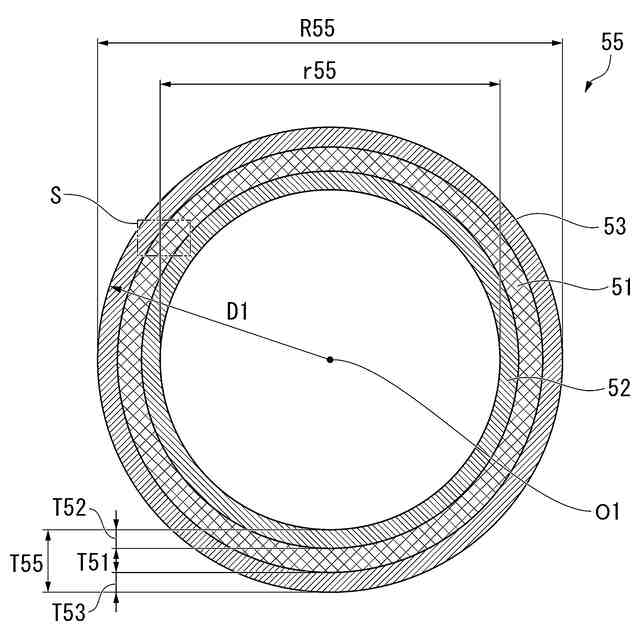
本発明の樹脂管の一例を示す断面図である。
図1の領域Sの拡大図である。
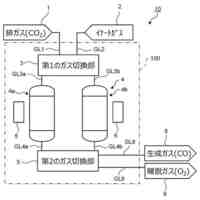
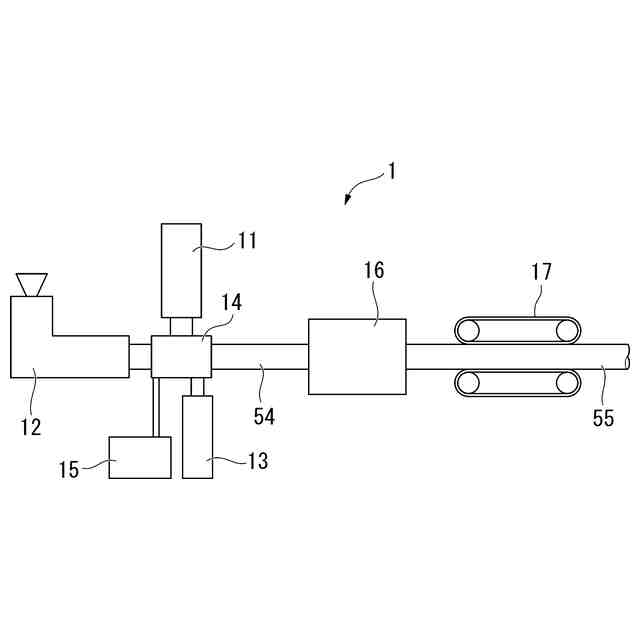
本発明の樹脂管の製造装置の一例を示す模式図である。
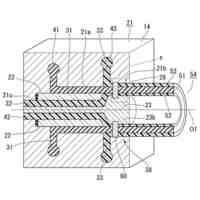
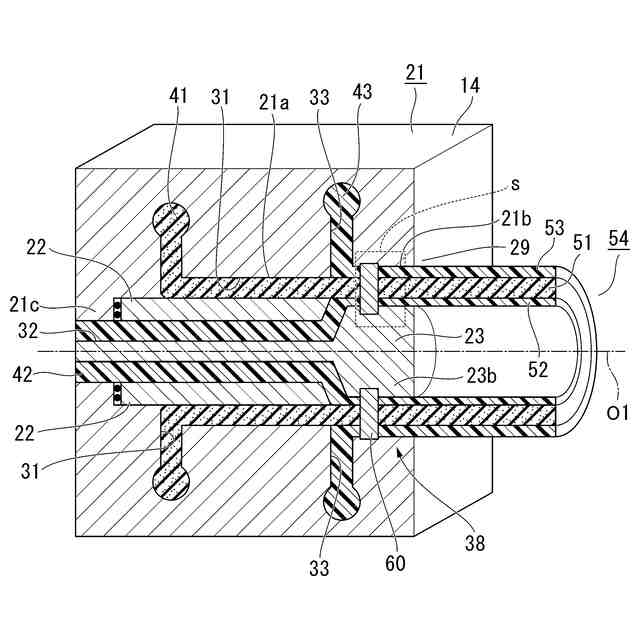
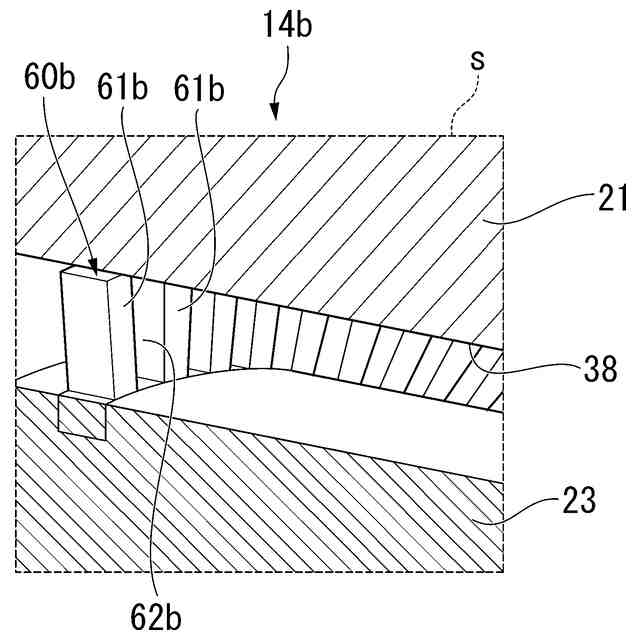
図3の樹脂管の製造装置の金型の要部拡大斜視断面図である。
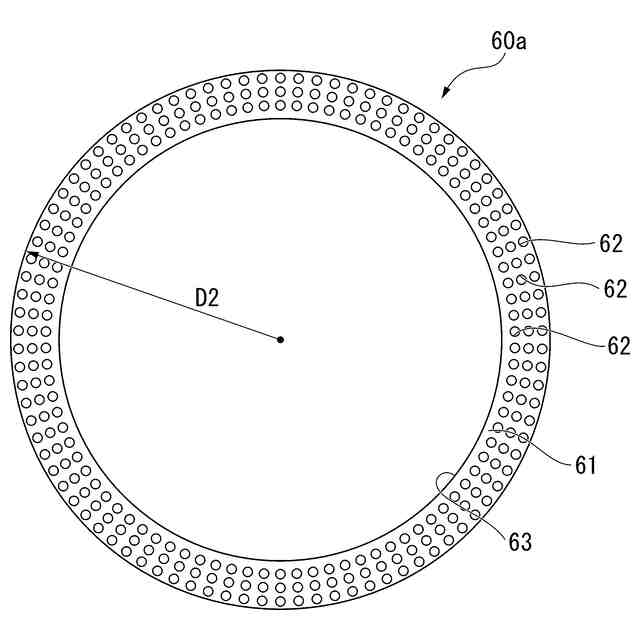
干渉部の一例を示す正面図である。
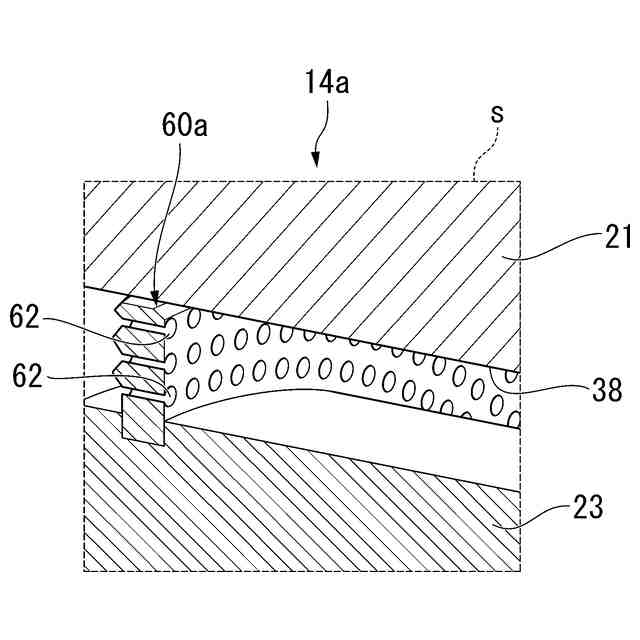
図4の領域sの拡大図である。
他の実施形態に係る干渉部を示す断面図である。
【発明を実施するための形態】
【0009】
本明細書及び特許請求の範囲において、数値範囲を示す「~」は、その前後に記載した数値を下限値及び上限値として含むことを意味する。
【0010】
(樹脂管)
本発明の樹脂管は、樹脂と繊維とを有する第一の層を有する。
以下、図面を参照して、本発明の樹脂管の一実施形態を説明する。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
積水化学工業株式会社
多層管
今日
積水化学工業株式会社
多層管
今日
積水化学工業株式会社
製管装置
今日
積水化学工業株式会社
酸素発生剤
今日
積水化学工業株式会社
管更生方法
3日前
積水化学工業株式会社
雨水貯留装置
今日
積水化学工業株式会社
配管システム
今日
積水化学工業株式会社
光学デバイス用シール剤
今日
積水化学工業株式会社
発注支援システム、発注支援方法
3日前
積水化学工業株式会社
更生管用組成物、更生管及び更生管の製造方法
3日前
積水化学工業株式会社
樹脂管及びその製造方法並びに樹脂管の製造装置
5日前
積水化学工業株式会社
ガス製造装置、ガス製造システム及びガス製造方法
今日
積水化学工業株式会社
電気化学システム、及びカルボニル化合物の製造方法
3日前
東レ株式会社
吹出しノズル
9か月前
豊田鉄工株式会社
金型
1か月前
CKD株式会社
型用台車
8か月前
シーメット株式会社
光造形装置
8か月前
東レ株式会社
プリプレグテープ
11か月前
グンゼ株式会社
ピン
9か月前
東レ株式会社
フィルムの製造方法
5か月前
株式会社日本製鋼所
押出機
11か月前
東レ株式会社
フィルムの製造方法
2か月前
東レ株式会社
フィルムの製造方法
2か月前
個人
射出ミキシングノズル
11か月前
東レ株式会社
フィルムの製造方法。
1か月前
株式会社カワタ
計量混合装置
3か月前
個人
樹脂可塑化方法及び装置
7か月前
日機装株式会社
加圧システム
4か月前
株式会社FTS
ロッド
7か月前
株式会社漆原
シートの成形方法
3か月前
東レ株式会社
樹脂フィルムの製造方法
3か月前
株式会社シロハチ
真空チャンバ
10か月前
NOK株式会社
樹脂ゴム複合体
5日前
株式会社FTS
成形装置
8か月前
トヨタ自動車株式会社
射出装置
6か月前
株式会社FTS
セパレータ
7か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ