TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025129813
公報種別
公開特許公報(A)
公開日
2025-09-05
出願番号
2024026716
出願日
2024-02-26
発明の名称
管更生方法
出願人
積水化学工業株式会社
代理人
弁理士法人湧泉特許事務所
主分類
B29C
63/32 20060101AFI20250829BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】更生管の拡張製管工法において、製管機の分離のために更生管を切断する際、帯状部材の剛性が高くても、螺旋嵌合条の嵌合外れが起きるのを防止する。
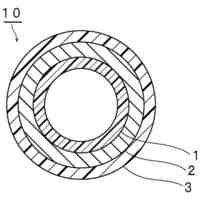
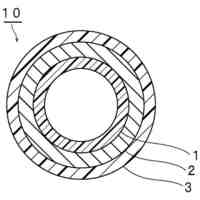
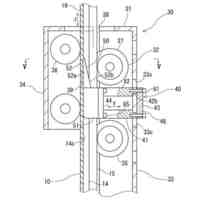
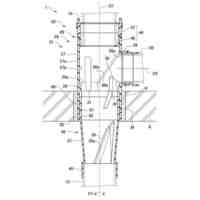
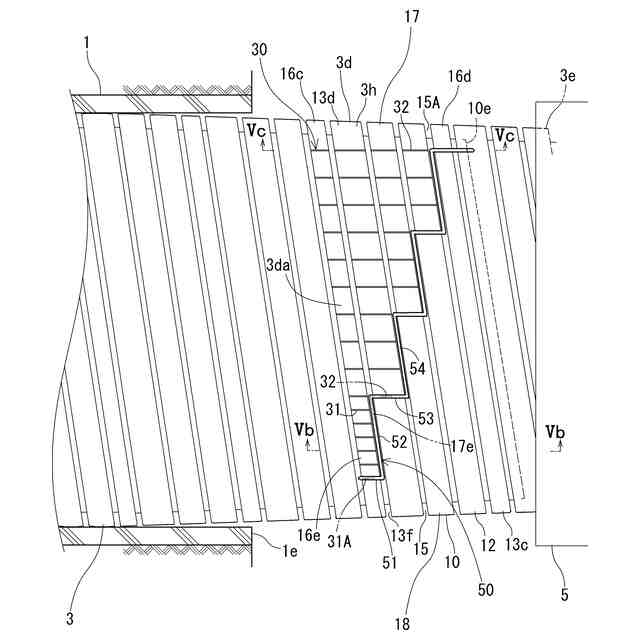
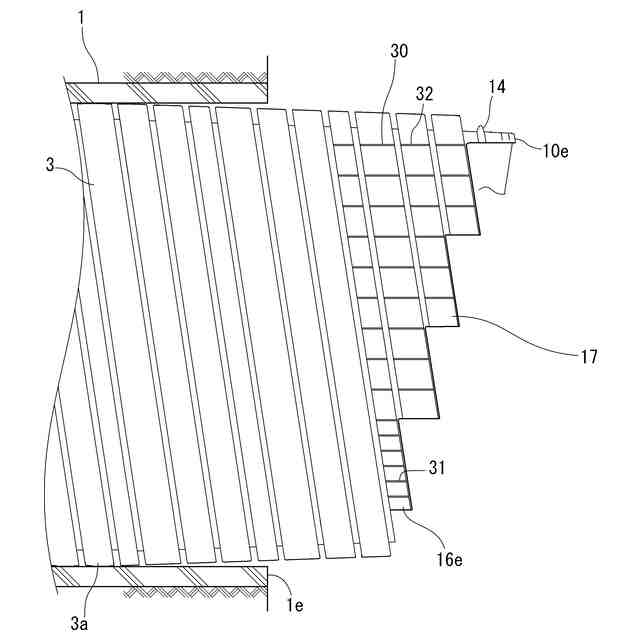
【解決手段】長尺の帯状部材10からなる螺旋管状の更生管3を更生対象管1内に設置した後、更生管3の第1側の管端部3dと係合された製管機5によって更生管3を更に拡張製管する。その後、更生管3における製管機5の近くの第1側管部分3dの所定巻き部分17の外周面3hに複数の切込み31,32を形成する。切込み31,32は、帯状部材10の巻回方向と交差する方向へそれぞれ延び、互いに巻回方向へ間隔を置いて配置される。次に、第1側管部分3dにおける帯状部材10を、所定巻き部分17と後続巻き部分18との間において切断して帯分断線50を形成する。次に、製管機5を逆転駆動させて後続巻き部分18を巻き取る。
【選択図】 図6
特許請求の範囲
【請求項1】
長尺の帯状部材を螺旋状に巻回してなる螺旋管状の更生管を更生対象管内に設置した後、前記更生管における前記帯状部材の一周違いの隣接する縁部どうしからなる螺旋嵌合条の拘束力を、前記更生管の管軸方向の第2側から第1側へ向けて順次弱化させながら、前記更生管の前記第1側の管端部と係合された製管機によって、前記帯状部材の未製管の後続帯部を前記第1側の管端部へ供給することによって、前記更生管の前記弱化された管部分の周長を拡張させ、その後、前記更生管における前記製管機の近くの第1側管部分を切断して前記製管機を前記更生管から分離する管更生方法において、
前記切断工程に先立ち、前記第1側管部分における前記帯状部材の所定巻き部分の外周面に、前記帯状部材の巻回方向と交差する方向へそれぞれ延びる複数の切込みを、互いに前記巻回方向へ間隔を置いて形成し、
次に、前記切断工程において、前記第1側管部分における前記帯状部材を、前記所定巻き部分と、前記所定巻き部分より前記巻回方向の前記後続帯部側すなわち後続側の後続巻き部分との間において切断して、前記所定巻き部分と前記後続巻き部分とを分かつ帯分断線を形成し、
次に、前記分離工程において、前記製管機を、前記供給時とは逆転駆動させて前記後続巻き部分を前記後続側へ巻き取ることを特徴とする管更生方法。
続きを表示(約 860 文字)
【請求項2】
前記螺旋嵌合条における、前記所定巻き部分の前記後続側かつ前記第2側の縁に沿う切出し条部分における前記切込みの間隔を、前記切出し条部分よりも前記巻回方向の前記後続側とは反対側における前記切込みの間隔より小さくする請求項1に記載の管更生方法。
【請求項3】
前記切断工程において、前記切出し条部分における前記後続側の端部を横断するよう切断し、かつ前記切出し条部分の前記第1側の側方部を前記巻回方向に沿って縦断するよう切断する請求項2に記載の管更生方法。
【請求項4】
前記切断工程において、前記螺旋嵌合条における前記切出し条部分から前記第1側へひと巻きずれた第1側条部分へ近づくにしたがって前記巻回方向の前記反対側へ向かうように、第1側管部分を切断する請求項2に記載の管更生方法。
【請求項5】
前記帯状部材には、帯長方向へ延びる複数条の外周凸条と外周溝とが帯幅方向に交互に形成されており、
前記帯分断線が、前記外周溝を縦断する溝縦断線と、前記外周凸条を横断する凸条横断線とを含む階段状になるよう、前記第1側管部分を切断する請求項4に記載の管更生方法。
【請求項6】
前記切込みの深さが、前記第1側管部分の内周面まで達しない深さである請求項1~5の何れか1項に記載の管更生方法。
【請求項7】
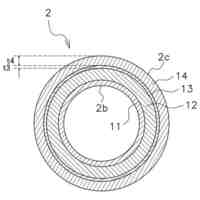
前記帯状部材が、前記内周面を画成する平帯部と、前記平帯部から外周側へ突出されて帯長方向へ延びる補強用の外周凸条とを有しており、
前記切込みの深さが、前記補強用の外周凸条の突出高さ以下である請求項1~5の何れか1項に記載の管更生方法。
【請求項8】
前記切込みの深さが、前記更生管の管厚の2分の1以上4分の3以下である請求項1~5の何れか1項に記載の管更生方法。
【請求項9】
前記所定巻き部分が、前記第1側管部分における上側の周側部に設定される請求項1~5の何れか1項に記載の管更生方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、更生対象管内に螺旋管状の更生管をいわゆる拡張(エキスパンダー)製管工法によって構築する管更生方法に関し、特に、拡張製管工程後の後処理に関する。
続きを表示(約 2,900 文字)
【背景技術】
【0002】
例えば老朽化した下水道管等の既設管を更生する管更生工法の1つとして、拡張製管工法が知られている(特許文献1~3等参照)。拡張製管工法においては、発進側人孔に設置した元押し式の製管機を用いて、合成樹脂製の帯状部材から螺旋管状の更生管を既設管の内径より小径になるよう製管しながら既設管内に押し出すことで、既設管内に更生管を設置する。帯状部材の帯幅方向の両縁部には雌雄の嵌合部が形成されている。製管時、螺旋状に巻回した帯状部材の対向する雌雄の嵌合部どうしを、互いの間に拘束弱化用ワイヤを挟みながら凹凸嵌合させる。これによって、螺旋嵌合条が形成される。
【0003】
小径に製管した更生管の到達側の管端部を到達側人孔に回り止めしたうえで、発進側人孔の製管機によって製管を更に進めながら、更生管の到達側の管端部から発進側へ向けて拘束弱化用ワイヤを引き取る。これによって、引き取られた部分の螺旋嵌合条の拘束力が弱化され、弱化された部分の嵌合部どうしが螺旋巻回方向へ摺動されて周長が拡張(拡径)される。拘束弱化用ワイヤの引き取りに伴って、更生管の拡張された部分が到達側の管端部から発進側へ伸展される。更生管の拡張された部分は、既設管の内壁に密着される。
【先行技術文献】
【特許文献】
【0004】
特開平04-232023号公報
特開2021-115749号公報
特開2021-115750号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
この種の拡張製管工法においては、更生管の拡張製管後、製管機を更生管から分離して撤去する必要がある。特許文献2,3においては、分離のために、更生管における製管機の近傍の発進側管部分を発進側人孔内で切断している。発進側管部分を管周方向に切断する場合、不可避的に、管周方向の一箇所において螺旋嵌合条を切断することになる。発明者の知見によれば、螺旋嵌合条を切断すると、切断線を挟んで更生管の一部として残る側の切断縁部分が、管径方向外側へ向かってめくれるように変形し、更生管の螺旋嵌合条の凹凸嵌合が切断縁部分を起点として螺旋嵌合条の延び方向に外れることがある。これは、更生管を構成する帯状部材に膨らもうとする弾性応力が働いているためと考えられる。特に、帯状部材の剛性が高いと、切断によって切断縁部分が管径方向外側へ跳ね上がるように変形して螺旋嵌合条の嵌合外れが起きやすい。
本発明は、かかる事情に鑑み、更生管の拡張製管工法において、製管機の分離のために更生管を切断する際、帯状部材の剛性が高くても、螺旋嵌合条の嵌合外れが起きるのを確実に防止することを目的とする。
【課題を解決するための手段】
【0006】
前記課題を解決するため、本発明は、長尺の帯状部材を螺旋状に巻回してなる螺旋管状の更生管を更生対象管内に設置した後、前記更生管における前記帯状部材の一周違いの隣接する縁部どうしからなる螺旋嵌合条の拘束力を、前記更生管の管軸方向の第2側から第1側へ向けて順次弱化させながら、前記更生管の前記第1側の管端部と係合された製管機によって、前記帯状部材の未製管の後続帯部を前記第1側の管端部へ供給することによって、前記更生管の前記弱化された管部分の周長を拡張させ、その後、前記更生管における前記製管機の近くの第1側管部分を切断して前記製管機を前記更生管から分離する管更生方法において、
前記切断工程に先立ち、前記第1側管部分における前記帯状部材の所定巻き部分の外周面に、前記帯状部材の巻回方向と交差する方向へそれぞれ延びる複数の切込みを、互いに前記巻回方向へ間隔を置いて形成し、
次に、前記切断工程において、前記第1側管部分における前記帯状部材を、前記所定巻き部分と、前記所定巻き部分より前記巻回方向の前記後続帯部側すなわち後続側の後続巻き部分との間において切断して、前記所定巻き部分と前記後続巻き部分とを分かつ帯分断線を形成し、
次に、前記分離工程において、前記製管機を、前記供給時とは逆転駆動させて前記後続巻き部分を前記後続側へ巻き取ることを特徴とする。
【0007】
当該管更生方法によれば、切込み形成工程によって、更生管の第1側管部分の所定巻き部分が管径方向外側へ膨らもうとする弾性応力を弱めることができる。したがって、その後の切断工程時に所定巻き部分が、管径方向外側へめくれるように変形するのを防止できる。帯状部材が高剛性であっても、切込みによって弾性応力を十分に弱めておくことで、所定巻き部分が管径方向外側へ跳ね上がるように変形するのを確実に防止できる。これによって、所定巻き部分における螺旋嵌合条の切断部を起点として、螺旋嵌合条の嵌合外れが起きるのを防止することができる。
その後の逆転駆動工程によって、帯分断線を境にして後続巻き部分は後続側へ巻き取られる一方、所定巻き部分は更生管の一部として残る。これによって、更生管と製管機とが分離され、製管機を撤去できる。
【0008】
好ましくは、前記螺旋嵌合条における、前記所定巻き部分の前記後続側かつ前記第2側の縁に沿う切出し条部分における前記切込みの間隔を、前記切出し条部分よりも前記巻回方向の前記後続側とは反対側における前記切込みの間隔より小さくする。
これによって、切出し条部分における弾性応力を十分に小さくしたうえで、切断を行なうことができる。したがって、切出し条部分が管径方向外側へめくれるように変形するのを確実に防止できる。この結果、螺旋嵌合条の嵌合外れを確実に防止できる。
【0009】
好ましくは、前記切断工程において、前記切出し条部分における前記後続側の端部を横断するよう切断し、かつ前記切出し条部分の前記第1側の側方部を前記巻回方向に沿って縦断するよう切断する。
これによって、切出し条部分が切り出される。切断工程の最初に切出し条部分の端部を切断しておくことによって、以後の切断時に螺旋嵌合条の雌雄の嵌合部が巻回方向へ互いにずれるように滑ることで、嵌合外れが起きにくくなる。
【0010】
好ましくは、前記切断工程において、前記螺旋嵌合条における前記切出し条部分から前記第1側へひと巻きずれた第1側条部分へ近づくにしたがって前記巻回方向の前記反対側へ向かうように、第1側管部分を切断する。
これによって、第1側管部分が管軸方向ないしは管周方向に対して概略斜めに切断される。更生管として残る所定巻き部分の幅が巻回方向の後続側へ向かうにしたがって小さくなるから、該所定巻き部分の管径方向外側への弾性力が十分に弱まる。この結果、螺旋嵌合条の嵌合外れを確実に防止できる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
積水化学工業株式会社
継手
23日前
積水化学工業株式会社
多層管
25日前
積水化学工業株式会社
多層管
25日前
積水化学工業株式会社
複層管
今日
積水化学工業株式会社
製管装置
25日前
積水化学工業株式会社
集合継手
23日前
積水化学工業株式会社
集合継手
23日前
積水化学工業株式会社
段ボール
8日前
積水化学工業株式会社
酸素発生剤
25日前
積水化学工業株式会社
ブロック部材
23日前
積水化学工業株式会社
雨水貯留装置
25日前
積水化学工業株式会社
配管システム
25日前
積水化学工業株式会社
遺伝子導入方法
1日前
積水化学工業株式会社
仮固定粘着テープ
23日前
積水化学工業株式会社
連通隙間シール装置
24日前
積水化学工業株式会社
熱伝導性樹脂組成物
今日
積水化学工業株式会社
ジオポリマー組成物
14日前
積水化学工業株式会社
複層管、および配管構造
23日前
積水化学工業株式会社
光学デバイス用シール剤
25日前
積水化学工業株式会社
コンクリート構造物の補修方法
24日前
積水化学工業株式会社
固定具、太陽光発電装置の固定構造。
24日前
積水化学工業株式会社
区画貫通処理構造及び区画貫通処理材
1日前
積水化学工業株式会社
区画貫通処理構造及び区画貫通処理材
1日前
積水化学工業株式会社
区画貫通処理構造及び区画貫通処理材
1日前
積水化学工業株式会社
支持部材、蓄電設備及び蓄電設備付き建物
4日前
積水化学工業株式会社
樹脂組成物及び架橋ポリオレフィン成形体
23日前
積水化学工業株式会社
螺旋管製管用スペーサおよび螺旋管製管方法
14日前
積水化学工業株式会社
ガス製造装置、ガス製造システム及びガス製造方法
25日前
積水化学工業株式会社
センサ一体型電磁誘導ケーブル及び電磁誘導システム
4日前
積水化学工業株式会社
管継手
14日前
積水化学工業株式会社
樹脂材料、積層フィルム、硬化物及び多層プリント配線板
8日前
積水化学工業株式会社
粘着テープ
今日
積水化学工業株式会社
排水部材及び雨樋
22日前
積水化学工業株式会社
樹脂管の接続装置
22日前
積水化学工業株式会社
集合継手の遮音構造と集合継手と遮音カバーおよび遮音構造の構築方法
23日前
積水化学工業株式会社
成形被覆材、耐火被覆構造材、耐火被覆方法及び成形被覆材の製造方法
22日前
続きを見る
他の特許を見る









 特許ウォッチ
特許ウォッチ