TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025108884
公報種別
公開特許公報(A)
公開日
2025-07-24
出願番号
2024002380
出願日
2024-01-11
発明の名称
軟磁性合金粉末の製造方法、軟磁性合金粉末、圧粉磁心、磁性素子および電子機器
出願人
セイコーエプソン株式会社
代理人
個人
,
個人
,
個人
主分類
B22F
1/00 20220101AFI20250716BHJP(鋳造;粉末冶金)
要約
【課題】保磁力が低い軟磁性合金粉末およびかかる軟磁性合金粉末を安定して製造可能な軟磁性合金粉末の製造方法、前記軟磁性合金粉末を含む圧粉磁心、前記圧粉磁心を備える磁性素子、ならびに、前記磁性素子を備える電子機器を提供すること。
【解決手段】Fe
x
Cu
a
Nb
b
(Si
1-y
B
y
)
100-x-a-b
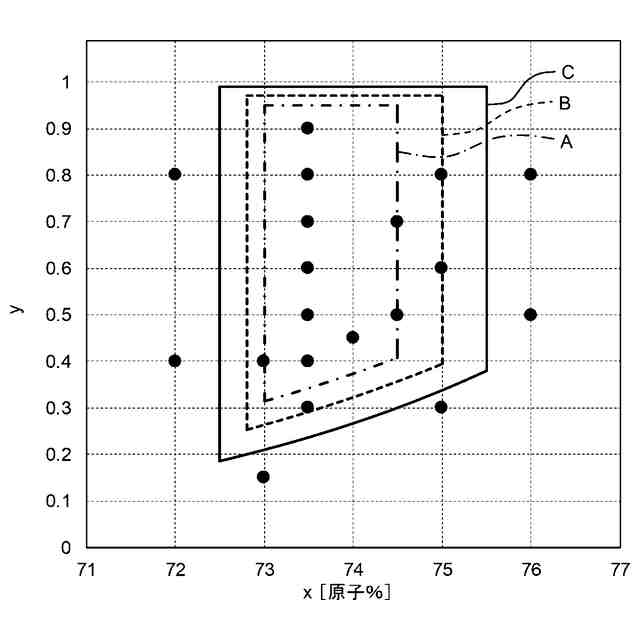
[0.3≦a≦2.0、2.0≦b≦4.0、72.5≦x<75.5を満たす。yは、f(x)≦y≦0.99を満たす数であって、f(x)=(4×10
-34
)x
17.56
である。]の組成で構成される、平均粒径が10.0μm以上45.0μm以下のアモルファス合金粉末を製造する工程と、500℃以上600℃以下で加熱することにより、1.0nm以上30.0nm以下の結晶粒を30体積%以上含む軟磁性合金粉末を製造する工程と、を有し、圧粉体の体積抵抗率が10.0×10
-3
[Ω・cm]以下である軟磁性合金粉末の製造方法。
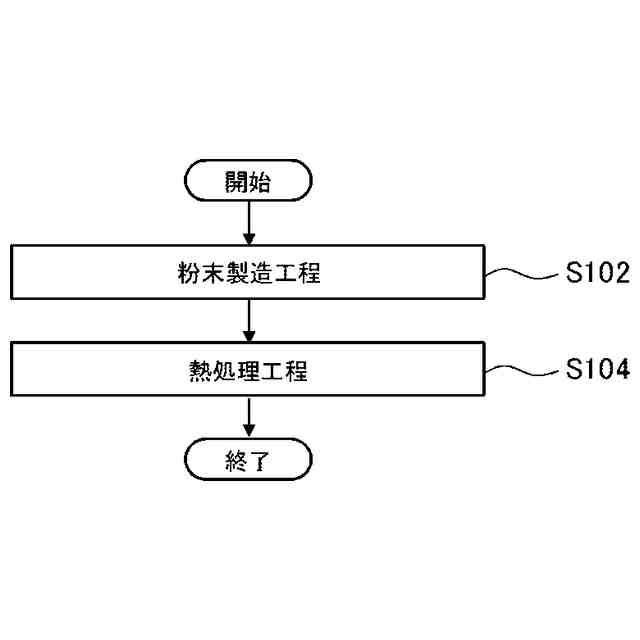
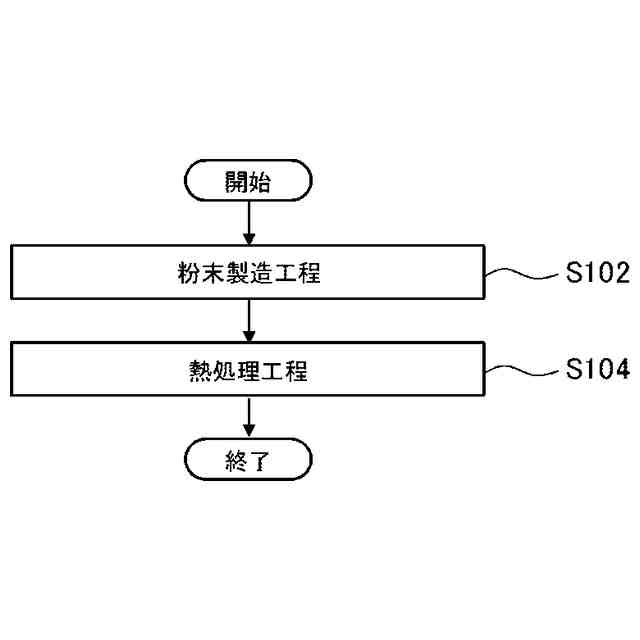
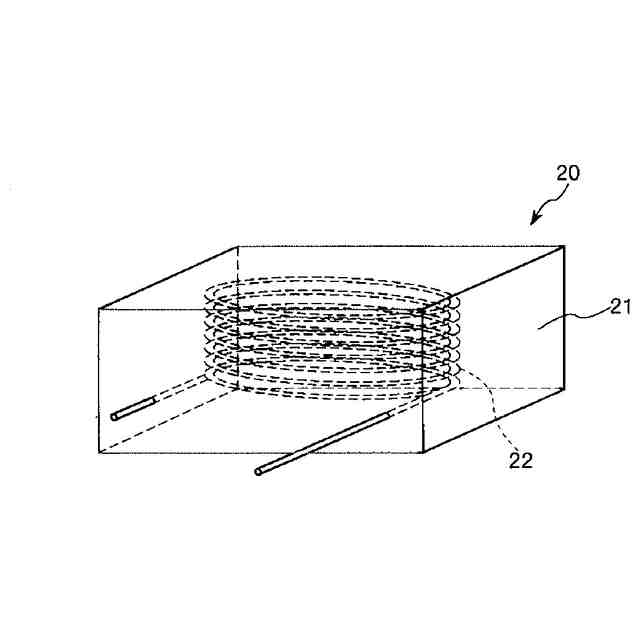
【選択図】図2
特許請求の範囲
【請求項1】
原子数比で表された組成式Fe
x
Cu
a
Nb
b
(Si
1-y
B
y
)
100-x-a-b
[a、b、xは、
0.3≦a≦2.0、
2.0≦b≦4.0、
72.5≦x<75.5
を満たす。
また、yは、f(x)≦y≦0.99を満たす数であって、f(x)=(4×10
-34
)x
17.56
である。]
の組成および不純物で構成される、平均粒径が10.0μm以上45.0μm以下のアモルファス合金粉末を製造する粉末製造工程と、
前記アモルファス合金粉末に500℃以上600℃以下の温度で加熱する熱処理を行うことにより、前記アモルファス合金粉末を結晶化させ、結晶粒径が1.0nm以上30.0nm以下の結晶粒を30体積%以上含む軟磁性合金粉末を製造する熱処理工程と、
を有し、
前記軟磁性合金粉末が63.7MPaの圧力で加圧されて、質量7.0gの圧粉体が作製されたとき、前記圧粉体の体積抵抗率が、10.0×10
-3
[Ω・cm]以下であることを特徴とする軟磁性合金粉末の製造方法。
続きを表示(約 980 文字)
【請求項2】
前記熱処理の時間は、5分以上60分以下である請求項1に記載の軟磁性合金粉末の製造方法。
【請求項3】
前記軟磁性合金粉末の保磁力は、8.0[A/m](0.1[Oe])以上79.6[A/m](1.0[Oe])以下である請求項1または2に記載の軟磁性合金粉末の製造方法。
【請求項4】
正圧5Pa以上1000Pa以下の圧力下で前記熱処理を行う請求項1または2に記載の軟磁性合金粉末の製造方法。
【請求項5】
酸素体積濃度1500ppm以下の不活性雰囲気で前記熱処理を行う請求項1または2に記載の軟磁性合金粉末の製造方法。
【請求項6】
原子数比で表された組成式Fe
x
Cu
a
Nb
b
(Si
1-y
B
y
)
100-x-a-b
[a、b、xは、それぞれ単位が原子%である数であって、
0.3≦a≦2.0、
2.0≦b≦4.0、
72.5≦x<75.5
を満たす。
また、yは、f(x)≦y≦0.99を満たす数であって、f(x)=(4×10
-34
)x
17.56
である。]
の組成および不純物で構成され、
平均粒径が10.0μm以上45.0μm以下であり、
結晶粒径が1.0nm以上30.0nm以下の結晶粒を30体積%以上含み、
63.7MPaの圧力で加圧されて、質量7.0gの圧粉体が作製されたとき、前記圧粉体の体積抵抗率が、10.0×10
-3
[Ω・cm]以下であることを特徴とする軟磁性合金粉末。
【請求項7】
保磁力が8.0[A/m](0.1[Oe])以上79.6[A/m](1.0[Oe])以下である請求項6に記載の軟磁性合金粉末。
【請求項8】
請求項6または7に記載の軟磁性合金粉末を含むことを特徴とする圧粉磁心。
【請求項9】
請求項8に記載の圧粉磁心を備えることを特徴とする磁性素子。
【請求項10】
請求項9に記載の磁性素子を備えることを特徴とする電子機器。
発明の詳細な説明
【技術分野】
【0001】
本発明は、軟磁性合金粉末の製造方法、軟磁性合金粉末、圧粉磁心、磁性素子および電子機器に関するものである。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
特許文献1には、組成式Fe
100-a-b-c-d-e-f-g
Cr
a
Si
b
B
c
C
d
Al
e
Ti
f
Co
g
[ただし、a、b、c、d、e、fおよびgは、原子%を表す数であって、0<a≦3.0、5.0≦b≦15.0、7.0≦c≦15.0、0.1≦d≦3.0、0<e≦0.016、0<f≦0.009、0≦g≦0.025、を満たす。]で表される組成を有するアモルファス金属粒子を含む軟磁性粉末が開示されている。このような構成によれば、アモルファス合金による良好な磁気特性を有するとともに、低保磁力化が図られた軟磁性粉末が得られる。
【0003】
また、特許文献1には、軟磁性粉末の製造において、熱処理を行うことが開示されている。熱処理を行うことにより、軟磁性粉末を製造するときに導入される各種欠陥や異方性(応力誘起異方性)を減少させることができる。これにより、低保磁力化を図ることができる。さらに、特許文献1には、熱処理における加熱温度を、アモルファス金属粒子の結晶化温度より低い温度にすることが開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2022-175110号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、さらなる低保磁力化を確実に図るという観点で、特許文献1に記載の軟磁性粉末の製造方法は、依然として改善の余地がある。例えば、熱処理を行っても、一部の粒子で保磁力が十分に低下しない場合がある。このため、軟磁性粉末の製造効率を損なうことなく、より確実に保磁力を低下させることができるように、製造方法の改善が課題となっている。
【課題を解決するための手段】
【0006】
本発明の適用例に係る軟磁性合金粉末の製造方法は、
原子数比で表された組成式Fe
x
Cu
a
Nb
b
(Si
1-y
B
y
)
100-x-a-b
[a、b、xは、
0.3≦a≦2.0、
2.0≦b≦4.0、
72.5≦x<75.5
を満たす。
また、yは、f(x)≦y≦0.99を満たす数であって、f(x)=(4×10
-34
)x
17.56
である。]
の組成および不純物で構成される、平均粒径が10.0μm以上45.0μm以下のアモルファス合金粉末を製造する粉末製造工程と、
前記アモルファス合金粉末に500℃以上600℃以下の温度で加熱する熱処理を行うことにより、前記アモルファス合金粉末を結晶化させ、結晶粒径が1.0nm以上30.0nm以下の結晶粒を30体積%以上含む軟磁性合金粉末を製造する熱処理工程と、
を有し、
前記軟磁性合金粉末が63.7MPaの圧力で加圧されて、質量7.0gの圧粉体が作製されたとき、前記圧粉体の体積抵抗率が、10.0×10
-3
[Ω・cm]以下である。
【0007】
本発明の適用例に係る軟磁性合金粉末は、
原子数比で表された組成式Fe
x
Cu
a
Nb
b
(Si
1-y
B
y
)
100-x-a-b
[a、b、xは、それぞれ単位が原子%である数であって、
0.3≦a≦2.0、
2.0≦b≦4.0、
72.5≦x<75.5
を満たす。
また、yは、f(x)≦y≦0.99を満たす数であって、f(x)=(4×10
-34
)x
17.56
である。]
の組成および不純物で構成され、
平均粒径が10.0μm以上45.0μm以下であり、
結晶粒径が1.0nm以上30.0nm以下の結晶粒を30体積%以上含み、
63.7MPaの圧力で加圧されて、質量7.0gの圧粉体が作製されたとき、前記圧粉体の体積抵抗率が、10.0×10
-3
[Ω・cm]以下である。
【0008】
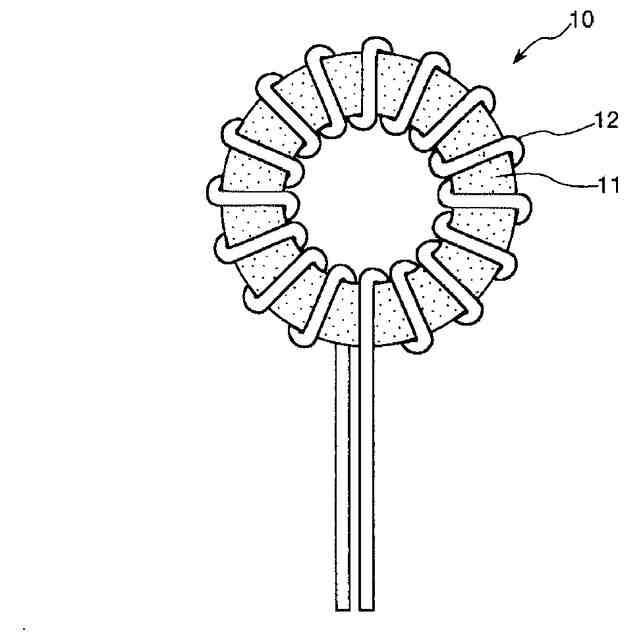
本発明の適用例に係る圧粉磁心は、
本発明の適用例に係る軟磁性合金粉末を含む。
【0009】
本発明の適用例に係る磁性素子は、
本発明の適用例に係る圧粉磁心を備える。
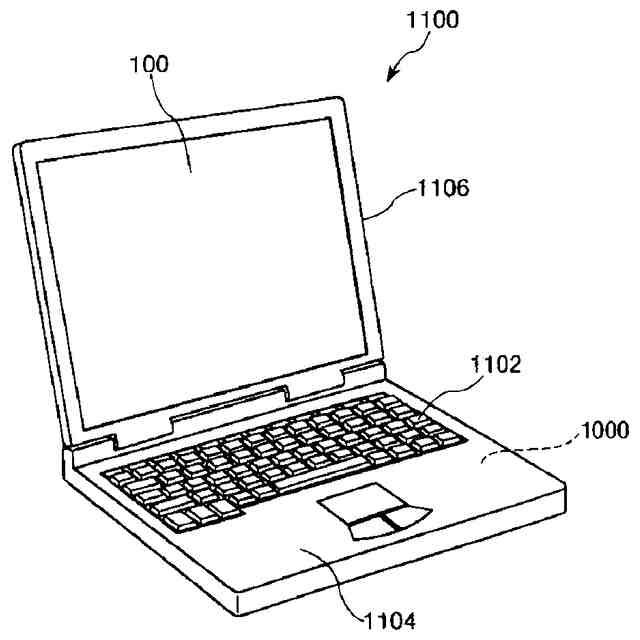
【0010】
本発明の適用例に係る電子機器は、
本発明の適用例に係る磁性素子を備える。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
ピストンの低圧鋳造金型
3か月前
三菱電機株式会社
三次元造形装置
6か月前
株式会社 寿原テクノス
金型装置
6か月前
株式会社エスアールシー
インゴット
6か月前
株式会社プロテリアル
合金粉末の製造方法
3か月前
トヨタ自動車株式会社
中子の製造方法
4日前
芝浦機械株式会社
成形機
5か月前
トヨタ自動車株式会社
鋳バリ抑制方法
3か月前
トヨタ自動車株式会社
中子の製造方法
24日前
株式会社キャステム
鋳造品の製造方法
3か月前
個人
透かし模様付き金属板の製造方法
6か月前
芝浦機械株式会社
成形機
5か月前
旭有機材株式会社
鋳型の製造方法
9日前
トヨタ自動車株式会社
突き折り棒
2か月前
株式会社浅沼技研
半溶融金属の成形方法
6か月前
株式会社浅沼技研
鋳型及びその製造方法
4か月前
株式会社日本高熱工業社
潤滑剤塗布装置
5か月前
株式会社日本触媒
窒素被覆金属粒子の製造方法
1か月前
東洋機械金属株式会社
ダイカストマシン
6か月前
トヨタ自動車株式会社
鋳物砂の再生方法
25日前
トヨタ自動車株式会社
ケースの製造方法
1か月前
トヨタ自動車株式会社
金型温度調整装置
6か月前
株式会社プロテリアル
金属付加製造物の製造方法
4か月前
トヨタ自動車株式会社
金型冷却構造
2か月前
大同特殊鋼株式会社
鋼塊の製造方法
4か月前
株式会社豊田中央研究所
積層造形装置
1か月前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
3か月前
株式会社神戸製鋼所
炭素-銅含有粉末
2か月前
福田金属箔粉工業株式会社
Cu系粉末
1か月前
新東工業株式会社
粉末除去装置
6か月前
ポーライト株式会社
焼結部品の製造方法
6か月前
日立Astemo株式会社
成形装置
4か月前
デザインパーツ株式会社
冷却装置及び冷却方法
5か月前
ポーライト株式会社
焼結部品の製造方法
1か月前
山陽特殊製鋼株式会社
取鍋
6か月前
大同特殊鋼株式会社
金属溶湯の出湯状態判定方法
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































