TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025101536
公報種別
公開特許公報(A)
公開日
2025-07-07
出願番号
2023218450
出願日
2023-12-25
発明の名称
積層材のリサイクル方法、及び車両内装材用積層材の製造方法
出願人
龍田化学株式会社
代理人
弁理士法人池内アンドパートナーズ
主分類
B29B
17/00 20060101AFI20250630BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】塩化ビニル系樹脂表皮材、架橋型ポリウレタン系接着層及び架橋ポリオレフィン系樹脂発泡体を含む積層材の廃材の廃棄量を低減しつつ、良好な表面性や成形性を有する塩化ビニル系樹脂表皮材用リサイクルシートを得ることができる積層材のリサイクル方法、及び車両内装材用積層材の製造方法を提供する。
【解決手段】積層材の廃材を衝撃粉砕機に2回以上粉砕し、粉砕された積層材の廃材を、風力分離にて、塩化ビニル系樹脂表皮材の粉砕物を含むリサイクル材と、架橋型ポリウレタン系接着層及び架橋ポリオレフィン系樹脂発泡体の粉砕物を含む異物とを得、リサイクル材を含むリサイクル組成物を溶融混練し、成形してリサイクルシートを得、粉砕において、衝撃粉砕機の温度は、塩化ビニル系樹脂表皮材のビカット軟化点をVATとした場合、「VAT-23℃」~「VAT+10℃」であり、最後の粉砕に用いるスクリーンの目開きサイズは15mm以下である。
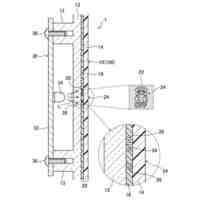
【選択図】なし
特許請求の範囲
【請求項1】
塩化ビニル系樹脂表皮材、及び前記塩化ビニル系樹脂表皮材の第一の表面に架橋型ポリウレタン系接着層を介して接合した架橋ポリオレフィン系樹脂発泡体を含む積層材の廃材のリサイクル方法であって、
前記積層材の廃材を衝撃粉砕機で粉砕する粉砕工程、
前記粉砕された積層材の廃材を、塩化ビニル系樹脂表皮材の粉砕物を含むリサイクル材と、架橋型ポリウレタン系接着層及び架橋ポリオレフィン系樹脂発泡体の粉砕物を含む異物に分離する分離工程、及び
前記リサイクル材を含むリサイクル組成物を溶融混練し、成形してリサイクルシートを得るシート成形工程を含み、
前記分離工程は、風力分離で行い、
前記粉砕工程では、衝撃粉砕機による粉砕を2回以上行っており、前記衝撃粉砕機の温度は、前記塩化ビニル系樹脂表皮材のビカット軟化点をVATとした場合、「VAT-23℃」~「VAT+10℃」であり、最後の粉砕に用いるスクリーンの目開きサイズは15mm以下である、リサイクル方法。
続きを表示(約 710 文字)
【請求項2】
前記積層材は、さらに前記塩化ビニル系樹脂表皮材の第二の表面に配置されているポリウレタン系表面処理剤層を含み、前記異物は、さらにポリウレタン系表面処理剤層の粉砕物を含む、請求項1に記載のリサイクル方法。
【請求項3】
前記リサイクル材において、前記異物の残存率が2.5重量%以下である、請求項1に記載のリサイクル方法。
【請求項4】
前記リサイクル材において、前記異物の残存率が2.5重量%以下である、請求項2に記載のリサイクル方法。
【請求項5】
前記リサイクル組成物は、アクリロニトリル・エチレンプロピレンジェンゴム・スチレン共重合体、熱可塑性ポリウレタン樹脂、及びポリエーテルポリオレフィンブロック共重合体からなる群から選ばれる1以上の相溶化剤を含む、請求項1に記載のリサイクル方法。
【請求項6】
前記積層材は、車両内装材である、請求項1に記載のリサイクル方法。
【請求項7】
請求項1~6のいずれかに記載のリサイクル方法で得られたリサイクルシートを用いることを特徴とする、車両内装材用積層材の製造方法。
【請求項8】
前記リサイクルシートを塩化ビニル系樹脂表皮材として用い、
前記塩化ビニル系樹脂表皮材と架橋ポリオレフィン系樹脂発泡体を架橋型ポリウレタン系接着層で接合し、
前記塩化ビニル系樹脂表皮材の前記架橋ポリオレフィン系樹脂発泡体が配置されている第一の表面とは反対側の第二の表面にポリウレタン系表面処理剤層を形成する、請求項7に記載の車両内装材用積層材の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、塩化ビニル系樹脂表皮材、架橋型ポリウレタン系接着層及び架橋ポリオレフィン系樹脂発泡体を含む積層材をリサイクルするリサイクル方法、及び車両内装材用積層材の製造方法に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
自動車内装材等の車両内装材、特にインスメルトパネルやドアパネル等には、耐熱性、成型加工性、及びクッション感が良いことから、熱可塑性樹脂表皮材及び架橋樹脂発泡体を積層した積層シートが広く使用されている。しかし、架橋樹脂発泡体は、熱可塑性樹脂表皮材に比べて溶融しにくく、また、架橋樹脂発泡体における架橋部分が異物となり、該積層シートをそのままリサイクル材として使用することは困難であった。また、このような積層シートは通常表面処理剤層を含み、該積層シートをそのままリサイクル材として使用した場合、表面処理剤も異物となり外観異常が発生することがあった。
【0003】
合成樹脂を含む製品のリサイクル方法として、特許文献1には、合成樹脂材積層物を破砕処理することで、合成樹脂の表皮材と合成樹脂のクッション材を分離分別することが記載されている。特許文献2には、非晶性ポリエチレンテレフタレートと硬質ポリウレタンフォームで構成される成形品からなる一体型断熱体を、溶融温度以下の高温雰囲気下に放置して加熱処理した後、非晶性ポリエチレンテレフタレートと硬質ポリウレタンフォームを分別することが記載されている。特許文献3には、熱可塑性樹脂表皮材、及び架橋樹脂発泡体を含む積層シートの廃材を加熱する工程、前記加熱後の積層シートの廃材を衝撃粉砕機にて粉砕し、粉砕された積層シートの廃材を風力分離にて熱可塑性樹脂表皮材の粉砕物であるリサイクル材と、架橋樹脂発泡体の粉砕物を含む異物に分離することが記載されている。
【先行技術文献】
【特許文献】
【0004】
特開2000-167832号公報
特開平9-248869号公報
特開2022-187222号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1~3に記載の方法を塩化ビニル系樹脂表皮材及び架橋ポリオレフィン系樹脂発泡体を架橋型ポリウレタン系接着層で接合させた積層材のリサイクルに用いた場合、塩化ビニル系樹脂表皮材と架橋ポリオレフィン系樹脂発泡体の分離が不十分であり、塩化ビニル系樹脂表皮材の粉砕物を含むリサイクル材を用いたリサイクルシートの表面性や成形性が劣る問題があった。
【0006】
本発明は、塩化ビニル系樹脂表皮材、架橋型ポリウレタン系接着層及び架橋ポリオレフィン系樹脂発泡体を含む積層材の廃材の廃棄量を低減しつつ、良好な表面性や成形性を有する塩化ビニル系樹脂表皮材用リサイクルシートを得ることができる積層材のリサイクル方法、及び車両内装材用積層材の製造方法を提供する。
【課題を解決するための手段】
【0007】
本発明は、塩化ビニル系樹脂表皮材、前記塩化ビニル系樹脂表皮材の第一の表面に架橋型ポリウレタン系接着層を介して接合した架橋ポリオレフィン系樹脂発泡体を含む積層材の廃材のリサイクル方法であって、前記積層材の廃材を衝撃粉砕機にて粉砕する粉砕工程、前記粉砕された積層材の廃材を、塩化ビニル系樹脂表皮材の粉砕物を含むリサイクル材と、架橋型ポリウレタン系接着層及び架橋ポリオレフィン系樹脂発泡体の粉砕物を含む異物に分離する分離工程、及び前記リサイクル材を含むリサイクル組成物を溶融混練し、成形してリサイクルシートを得るシート成形工程を含み、前記分離工程は、風力分離で行い、前記粉砕工程では、衝撃粉砕機による粉砕を2回以上行っており、前記衝撃粉砕機の温度は、前記塩化ビニル系樹脂表皮材のビカット軟化点をVATとした場合、「VAT-23℃」~「VAT+10℃」であり、最後の粉砕に用いるスクリーンの目開きサイズは15mm以下である、リサイクル方法に関する。
【0008】
本発明は、また、前記リサイクル方法で得られたリサイクルシートを用いることを特徴とする、車両内装材用積層材の製造方法に関する。
【発明の効果】
【0009】
本発明の車両内装材用積層材のリサイクル方法によれば、塩化ビニル系樹脂表皮材、架橋型ポリウレタン系接着層及び架橋ポリオレフィン系樹脂発泡体を含む積層材の廃棄物の排出量を低減しつつ、良好な表面性や成形性を有する塩化ビニル系樹脂表皮材用リサイクルシートを得ることができる。
本発明の車両内装材用積層材の製造方法によれば、塩化ビニル系樹脂表皮材、架橋型ポリウレタン系接着層及び架橋ポリオレフィン系樹脂発泡体を含む積層材の廃棄物の排出量を低減しつつ、良好な表面性や成形性を有する塩化ビニル系樹脂表皮材用リサイクルシートを用いた車両内装材用積層材を得ることができる。
【発明を実施するための形態】
【0010】
本発明の発明者らは、前記課題を解決するために鋭意検討した。その結果、塩化ビニル系樹脂表皮材、架橋型ポリウレタン系接着層及び架橋ポリオレフィン系樹脂発泡体を含む積層材の廃材を、衝撃粉砕機にて粉砕する際に、衝撃粉砕機の温度を所定範囲にし、粉砕を複数回行い、最後の粉砕に用いるスクリーンの目開きサイズを所定範囲にするとともに、粉砕された積層材の廃材を風力で分離することで、塩化ビニル系樹脂表皮材から、架橋ポリオレフィン系樹脂発泡体の成分等の異物を効果的に除去し、塩化ビニル系樹脂表皮材の粉砕物をリサイクル材として効果的回収することができ、該リサイクル材を用いることで、表面性及び成形性が向上したリサイクルシートが得られることを見出した。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
龍田化学株式会社
表示パネルおよび車両用内装品
10か月前
龍田化学株式会社
積層材のリサイクル方法、及び車両内装材用積層材の製造方法
21日前
龍田化学株式会社
積層材のリサイクル方法、リサイクル組成物及び車両内装材用積層材の製造方法
21日前
東レ株式会社
吹出しノズル
8か月前
シーメット株式会社
光造形装置
7か月前
東レ株式会社
プリプレグテープ
10か月前
CKD株式会社
型用台車
7か月前
個人
射出ミキシングノズル
9か月前
東レ株式会社
フィルムの製造方法
19日前
グンゼ株式会社
ピン
7か月前
東レ株式会社
フィルムの製造方法
25日前
株式会社日本製鋼所
押出機
9か月前
東レ株式会社
フィルムの製造方法
4か月前
日機装株式会社
加圧システム
3か月前
株式会社カワタ
計量混合装置
2か月前
個人
樹脂可塑化方法及び装置
6か月前
東レ株式会社
フィルムの製造方法。
5日前
株式会社FTS
ロッド
6か月前
株式会社FTS
成形装置
7か月前
株式会社シロハチ
真空チャンバ
9か月前
東レ株式会社
樹脂フィルムの製造方法
2か月前
トヨタ自動車株式会社
射出装置
4か月前
株式会社漆原
シートの成形方法
2か月前
東レ株式会社
一体化成形品の製造方法
11か月前
株式会社リコー
シート剥離装置
11か月前
TOWA株式会社
成形型清掃用のブラシ
10か月前
株式会社日本製鋼所
押出成形装置
10か月前
株式会社日本製鋼所
押出成形装置
10か月前
株式会社リコー
画像形成システム
7か月前
東レ株式会社
炭素繊維シートの製造方法
3か月前
株式会社コスメック
射出成形装置
2か月前
株式会社不二越
射出成形機
2か月前
株式会社不二越
射出成形機
3か月前
株式会社FTS
セパレータ
5か月前
株式会社神戸製鋼所
混練機
5か月前
三菱自動車工業株式会社
予熱装置
10か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ