TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025101085
公報種別
公開特許公報(A)
公開日
2025-07-07
出願番号
2023217670
出願日
2023-12-25
発明の名称
穿孔装置
出願人
株式会社シブヤ
代理人
弁理士法人前田特許事務所
主分類
B28D
1/14 20060101AFI20250630BHJP(セメント,粘土,または石材の加工)
要約
【課題】穿孔装置の大型化やコスト高を招くことなく穿孔具の種類を判別し、最適な穿孔運転の制御を実現する。
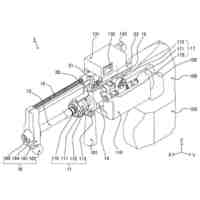
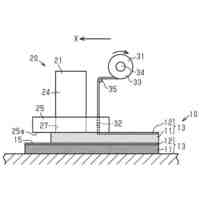
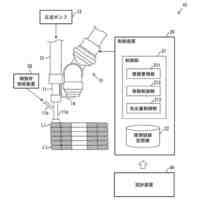
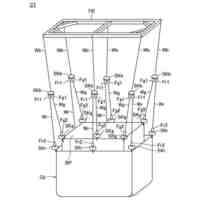
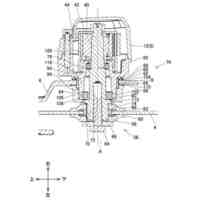
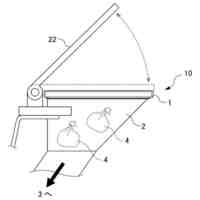
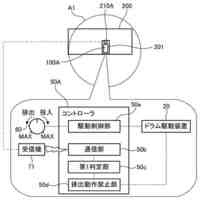
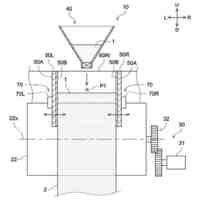
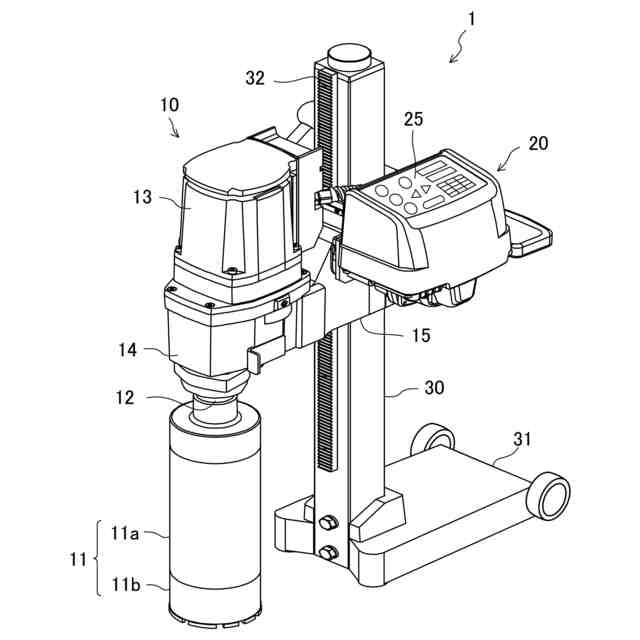
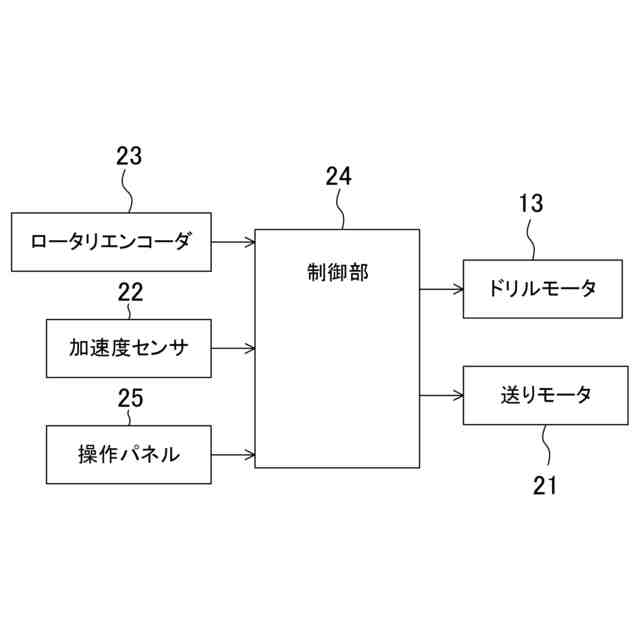
【解決手段】自複数種類の穿孔具が着脱可能な回転軸12及び回転軸を回転させるドリルモータ13を有する穿孔ユニット10と、穿孔ユニットを穿孔具11による穿孔方向に自動で送る自動送りユニット20とを備えた穿孔装置1において、回転軸の軸方向に穿孔ユニットを進退させる送りモータ21と、ドリルモータを起動した際の穿孔具の振動データを取得する加速度センサ22と、加速度センサが取得した振動データに基づいて、回転軸に装着されている穿孔具の種類を判別する穿孔具判別処理を実行し、穿孔具判別処理で判別した穿孔具の種類に基づいて、ドリルモータ又は送りモータの少なくとも一方を制御する制御部24と、を備える。
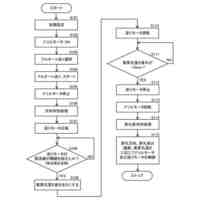
【選択図】図6
特許請求の範囲
【請求項1】
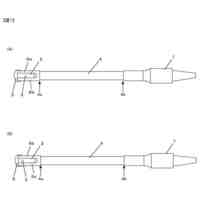
複数種類の穿孔具が着脱可能な回転軸及び当該回転軸を回転させるドリルモータを有する穿孔ユニットと、当該穿孔ユニットを前記穿孔具による穿孔方向に自動で送る自動送りユニットとを備えた穿孔装置において、
前記回転軸の軸方向に前記穿孔ユニットを進退させる送りモータと、
前記ドリルモータを起動した際の前記穿孔具の振動データを取得する加速度センサと、
前記加速度センサが取得した振動データに基づいて、前記回転軸に装着されている前記穿孔具の種類を判別する穿孔具判別処理を実行し、前記穿孔具判別処理で判別した前記穿孔具の種類に基づいて、前記ドリルモータ又は前記送りモータの少なくとも一方を制御する制御部と、を備える穿孔装置。
続きを表示(約 1,200 文字)
【請求項2】
前記制御部は、前記穿孔具判別処理において、第1の口径を有する第1の穿孔具と、前記第1の口径とは異なる第2の口径を有する第2の穿孔具との判別が可能に構成され、前記第1の穿孔具が前記回転軸に装着されている場合と、前記第2の穿孔具が前記回転軸に装着されている場合とで、前記ドリルモータ及び前記送りモータの回転速度を異なる回転速度とする、請求項1に記載の穿孔装置。
【請求項3】
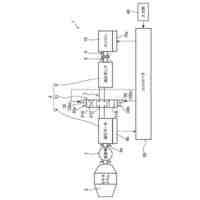
前記ドリルモータの回転力は、複数の歯車を有する減速機構を介して前記回転軸へ伝達され、
前記制御部は、前記ドリルモータを起動及び停止させて前記ドリルモータと前記回転軸との間の前記減速機構おける前記歯車の噛み合い状態を調整し、前記回転軸を所定の停止位置とする軸位置調整運転を行い、前記軸位置調整運転の後、前記ドリルモータを再び起動させた際に前記加速度センサで取得された前記穿孔具の振動データに基づいて前記穿孔具判別処理を実行する、請求項1に記載の穿孔装置。
【請求項4】
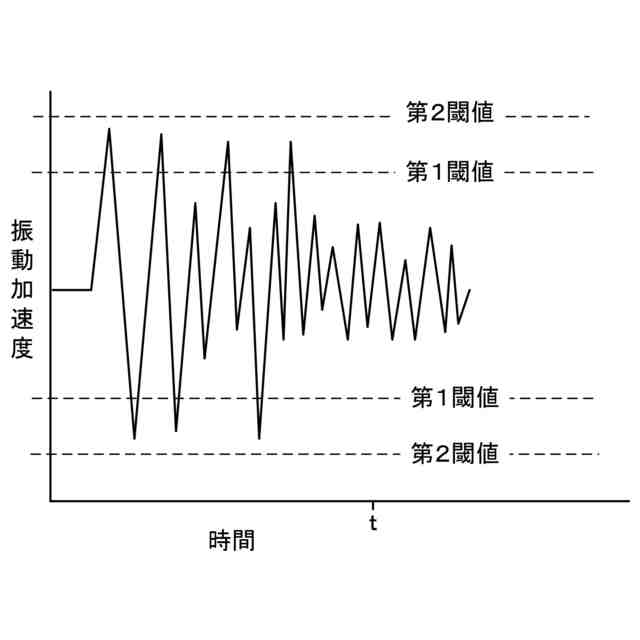
前記制御部は、前記加速度センサの出力信号に基づいて穿孔方向を判別する方向判別処理を実行し、前記方向判別処理で判別した穿孔方向に基づいて、前記ドリルモータ又は前記送りモータの少なくとも一方を制御する、請求項1に記載の穿孔装置。
【請求項5】
前記送りモータの回転情報を取得するロータリエンコーダを備え、
前記制御部は、前記ロータリエンコーダの出力信号に基づいて、前記穿孔具の穿孔深さを算出し、算出した穿孔深さに基づいて、前記ドリルモータ又は前記送りモータの少なくとも一方を制御する、請求項1から4のいずれか1項に記載の穿孔装置。
【請求項6】
前記制御部は、前記ドリルモータを停止させた状態で前記送りモータを回転させて前記穿孔具を被穿孔物表面に押し当てることにより、穿孔装置の撓み量を、被穿孔物の穿孔中に生じる撓み量に対応する撓み量とし、その押し当てた位置を前記穿孔方向の原点として、前記ロータリエンコーダの出力信号に基づいて穿孔深さを算出する、請求項5に記載の穿孔装置。
【請求項7】
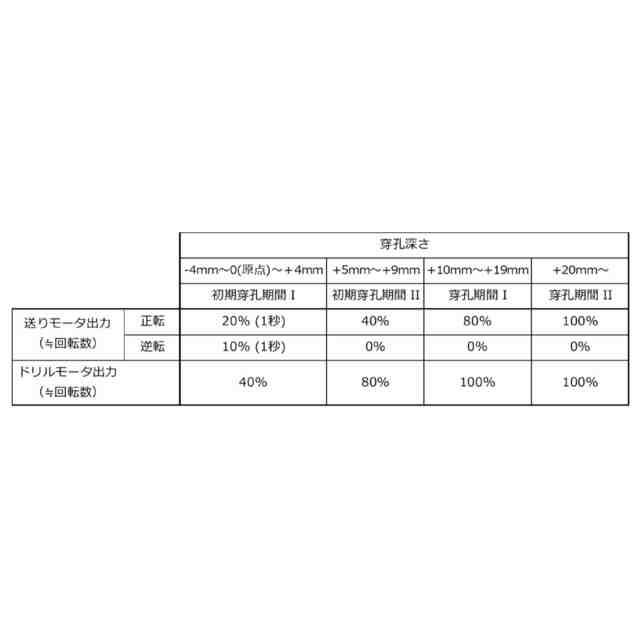
前記制御部は、前記穿孔具の先端が被穿孔物表面から所定の穿孔深さに達するまでの初期穿孔期間において、前記ドリルモータの回転速度を、当該初期穿孔期間を超えた期間における穿孔運転よりも遅くするドリルモータ低速制御を実行する、請求項5に記載の穿孔装置。
【請求項8】
前記制御部は、前記穿孔具の先端が被穿孔物表面から所定の穿孔深さに達するまでの初期穿孔期間において、前記送りモータの回転速度を、当該初期穿孔期間を超えた期間における穿孔運転よりも遅くする送りモータ低速制御を実行する、請求項5に記載の穿孔装置。
【請求項9】
前記制御部は、前記穿孔具の先端が被穿孔物表面から所定の穿孔深さに達するまでの初期穿孔期間において、前記送りモータの正転と逆転を繰り返す送りモータ正逆転制御を実行する、請求項5に記載の穿孔装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、例えばコンクリート構造物等の穿孔作業を行う穿孔装置の技術分野に属する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
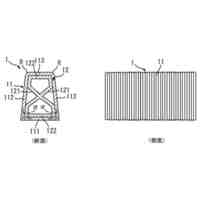
コンクリート構造物等の穿孔作業において、ビットと呼ばれる穿孔具を回転駆動して、被穿孔物に円形の孔を形成する穿孔装置が使用される。穿孔装置は、自動送りユニットによって穿孔具を穿孔方向に自動で送ることにより、穿孔作業の自動化が可能になる。自動送りユニットを備える穿孔装置には、穿孔具の先端が被穿孔物表面から所定の穿孔深さに達するまでの初期穿孔期間を手動で行い初期穿孔期間を超えると自動送りユニットで送りながら穿孔するセミオート型と、被穿孔物表面から全て自動送りユニットで送りながら穿孔するフルオート型がある。
【0003】
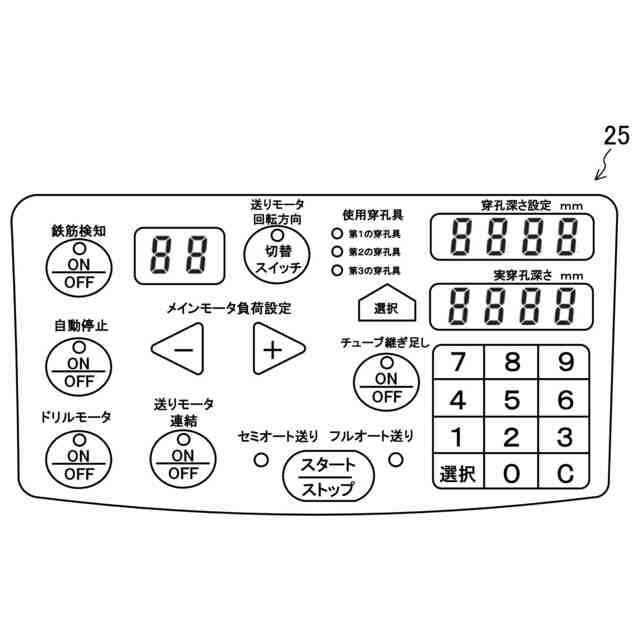
ところで、穿孔具の先端が被穿孔物表面から所定の穿孔深さに達するまでの初期穿孔期間は、穿孔具の種類や穿孔方向等の条件に応じて適切な制御を行わなければ円滑かつ迅速に穿孔できない。例えば、大口径の穿孔具を装着した場合は、小口径の穿孔具を装着した場合よりも、穿孔具を穿孔方向へ送る送りモータ及び穿孔具を回転駆動するドリルモータの回転速度を遅くする必要がある。そのため、フルオート型の穿孔装置では、装着された穿孔具の口径(定格時の穿孔具の回転数)を選択する選択スイッチが設けられたものがある。
【0004】
例えば、特許文献1に開示された穿孔機には、操作パネルに穿孔具の寸法を選択するビット寸法選択器が設けられている。作業者が、ビット寸法選択器を操作した後、始動スイッチを押下して穿孔機を動作させることで、寸法に応じて穿孔具の回転数が制御される。
【先行技術文献】
【特許文献】
【0005】
特公平7-004813号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ドリルモータに整流子モータが採用されるのが一般的であるが、このようなモータを搭載したフルオート型の穿孔装置は電気的に定格時のドリルモータ回転数を可変することが困難である。そのため、予め穿孔具の口径を設定するためだけに選択スイッチを設けることは、穿孔装置の大型化やコスト高を招く。また、選択スイッチの切り替えは作業者が行うため、人為的なミスが生じるおそれがある。
【0007】
本発明は、かかる点に鑑みてなされたものであり、その目的とするところは、穿孔装置の大型化やコスト高を招くことなく穿孔具の種類を判別し、最適な穿孔運転の制御を実現することにある。
【課題を解決するための手段】
【0008】
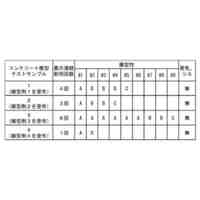
上記目的を達成するために、本発明では、加速度センサが取得した穿孔具の振動データによって穿孔具の種類を判別できるようにした。
【0009】
第1の発明は、複数種類の穿孔具が着脱可能な回転軸及び当該回転軸を回転させるドリルモータを有する穿孔ユニットと、当該穿孔ユニットを前記穿孔具による穿孔方向に自動で送る自動送りユニットとを備えた穿孔装置において、
前記回転軸の軸方向に前記穿孔ユニットを進退させる送りモータと、
前記ドリルモータを起動した際の穿孔具の振動データを取得する加速度センサと、
前記加速度センサが取得した振動データに基づいて、前記回転軸に装着されている穿孔具の種類を判別する穿孔具判別処理を実行し、前記穿孔具判別処理で判別した穿孔具の種類に基づいて、前記ドリルモータ又は前記送りモータの少なくとも一方を制御する制御部と、を備えることを特徴とする。
【0010】
この構成によれば、加速度センサを備えることで、加速度センサが取得した穿孔具の振動データの特徴から、穿孔具の口径等の種類を判別可能であるため、選択スイッチを設ける必要がなく、穿孔装置の大型化やコスト高を招くおそれがない。また、制御部によって穿孔具の種類が自動で判別されて、穿孔運転が適切に制御されるため、人為的なミスが生じるおそれもない。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社シブヤ
穿孔装置
4か月前
峰岸株式会社
ドリルビット
9か月前
株式会社丸高工業
湿式穿孔工具
9か月前
株式会社大林組
形成方法
10か月前
株式会社大林組
積層材成型方法
3か月前
株式会社コンセック
ワイヤーソー装置
11か月前
株式会社大林組
形成方法及び形成装置
9か月前
株式会社大林組
構造体の製造方法
5か月前
株式会社大林組
構造体の製造方法
5か月前
個人
石膏板の製造方法
2か月前
倉敷紡績株式会社
セメント系造形物の製造方法
1か月前
倉敷紡績株式会社
セメント系造形物の製造方法
1か月前
株式会社シブヤ
穿孔装置
4か月前
太平洋マテリアル株式会社
軽量繊維層及びその形成方法
29日前
セレンディクス株式会社
構造物の製造方法
2か月前
モリ技巧株式会社
コンクリートスラリー処理装置
11か月前
セレンディクス株式会社
建築物の製造方法
3か月前
株式会社奥村組
積層コンクリート集合体の養生方法
6か月前
株式会社マキタ
作業機
11か月前
芝浦メカトロニクス株式会社
基板分離装置
7か月前
戸田建設株式会社
打設現場におけるスランプの調整方法
5か月前
株式会社Polyuse
構造物の製造方法
9か月前
株式会社Polyuse
造形物の製造方法
9か月前
本多産業株式会社
コンクリート離型剤
4か月前
カヤバ株式会社
ミキサドラム制御装置
10か月前
株式会社熊谷組
骨材管理システムおよび骨材管理方法
3か月前
株式会社エンプラス
流体取扱装置
11か月前
鹿島建設株式会社
フレッシュコンクリートの製造方法
6か月前
カヤバ株式会社
ミキサドラムの制御装置
7か月前
ノリタケ株式会社
ロールコンパクション成形装置
29日前
株式会社大林組
構造物形成方法及び構造物形成システム
5か月前
鹿島建設株式会社
境界ブロックの製作方法および境界ブロック
5か月前
ノリタケ株式会社
ロールコンパクション成形装置
29日前
株式会社エコシステム
混合ユニット、及び、混練物製造プラント
1か月前
カヤバ株式会社
ミキサ車及び状態検出装置
1か月前
株式会社冨士機
生コンクリート製造プラント
11か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ