TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025014648
公報種別
公開特許公報(A)
公開日
2025-01-30
出願番号
2023117377
出願日
2023-07-19
発明の名称
形成方法及び形成装置
出願人
株式会社大林組
代理人
個人
,
個人
主分類
B28B
1/30 20060101AFI20250123BHJP(セメント,粘土,または石材の加工)
要約
【課題】積層により構造物を形成するための形成方法及び形成装置を提供する。
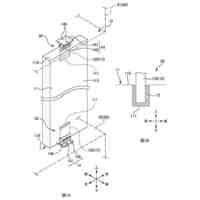
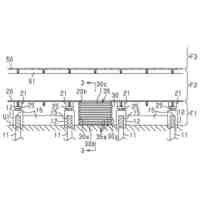
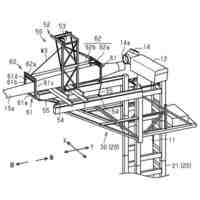
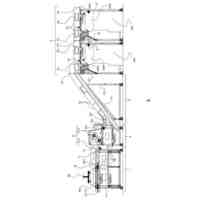
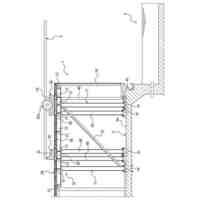
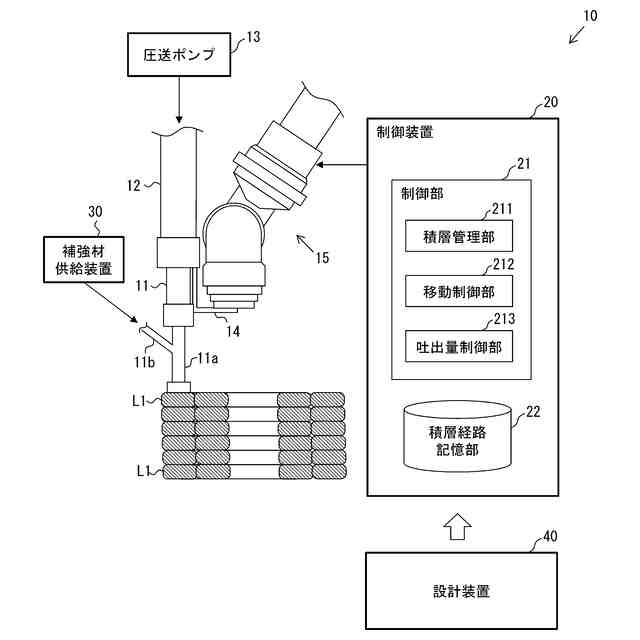
【解決手段】形成方法では、造形材を吐出するノズル11と、積層経路に応じて、ノズル11を移動させるロボットアーム15と、切り込みを入れた補強材を、ノズル11内の造形材に送出させる補強材供給装置30と、を備えた3Dプリンタ10を用いて、積層経路において、ノズル11から吐出される造形材で形成されるレイヤL1を積み上げることにより積層させた構造物を形成する。造形材の吐出前に、流動しているモルタルM1で、鋼線W1を切断しながら混入させた補強造形材を生成し、ノズル11から、補強造形材を吐出させて構造物を形成する。
【選択図】図1
特許請求の範囲
【請求項1】
造形材を吐出するノズルと、
積層経路に応じて、前記ノズルを移動させる移動装置と、
前記ノズル内の前記造形材に補強材を送出させる補強材供給装置と、を備えた形成装置を用いて、前記積層経路において、前記ノズルから吐出される前記造形材で形成されるレイヤを積み上げることにより積層させた構造物を形成する方法であって、
前記補強材供給装置において、前記造形材の吐出前に、流動している前記造形材で、線状補強材を切断しながら混入させた補強造形材を生成し、
前記ノズルから、前記補強造形材を吐出させて前記構造物を形成することを特徴とする形成方法。
続きを表示(約 330 文字)
【請求項2】
前記構造物は、隣接する少なくとも2以上の積層経路によって積層された部位を有し、
前記部位において、前記積層経路には、前記補強造形材を吐出させる第1積層経路と、前記線状補強材を混合しない造形材を吐出させる第2積層経路と、を含むことを特徴とする請求項1に記載の形成方法。
【請求項3】
積層経路において、造形材で形成されるレイヤを積み上げることにより積層させた構造物を形成する形成装置であって、
前記造形材を吐出するノズルと、
前記積層経路に応じて、前記ノズルを移動させる移動装置と、
切り込みを入れた補強材を、前記ノズル内の造形材に送出させる補強材供給装置と、を備えたことを特徴とする形成装置。
発明の詳細な説明
【技術分野】
【0001】
本開示は、移動するノズルから吐出される造形材を積層させて形成する構造物の形成方法及び形成装置に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
建築物等の立体の構造物を形成する場合、3次元(3D)プリンタを利用することがある。この3Dプリンタにおいては、ノズルから材料を吐出させながらノズルを移動させて各レイヤを形成する。そして、各レイヤを積み重ねることにより立体形状を有する構造物を形成する。3次元プリンタを用いて、所望の形状の側面を有する構造物を形成するための構造物形成システムが検討されている(例えば、特許文献1参照。)。
【0003】
また、3Dプリンタを用いて、構造物を形成する場合に一筆書きを用いることもある(例えば、特許文献2参照。)。この文献に記載の形成支援システムは、モルタルを吐出するノズルが移動する積層経路を生成する制御部を備える。制御部は、積層部の平面形状において、積層部の幅方向に分割した分割領域を生成する。そして、この分割領域の全部を一筆書きで繋げる積層経路を生成する。
【0004】
更に、モルタル等の引張強度や曲げ強度を改善するために、短繊維を混合した繊維補強モルタルを用いる技術も検討されている(例えば、特許文献3参照。)。この文献に記載の技術では、3Dプリンタによる押出積層時に、100~130mm、および150~190mmである繊維補強モルタルを用いる。
【0005】
また、各層間の接合強度を向上させるための技術も検討されている(例えば、特許文献4参照。)。この文献に記載の積層構造物の構築技術では、繊維材ないし鋼線材を予め適宜の長さに切断加工された補強体を、圧縮空気により順次に殻壁部を構成するプリント層の上面に吹き付ける。
【先行技術文献】
【特許文献】
【0006】
特開2018-69661号公報
特開2023-64588号公報
特開2022-124859号公報
特許第6993794号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
補強材を添加することにより、積層構造物の強化を図ることができる。しかしながら、特許文献3の技術では、モルタルを吐出させるポンプや、モルタルを搬送するチューブにおいて、繊維による閉塞が生じる可能性がある。また、特許文献4の技術では、補強体を層内に埋入するために、繊維材ないし鋼線材を予め適宜の長さに切断加工された補強体を、圧縮空気により順次に殻壁部を構成するプリント層の上面に吹き付ける。この場合、繊維が飛散するため、繊維量の制御が難しかった。
【課題を解決するための手段】
【0008】
上記課題を解決する形成方法は、造形材を吐出するノズルと、積層経路に応じて、前記ノズルを移動させる移動装置と、前記ノズル内の造形材に補強材を送出させる補強材供給装置と、を備えた形成装置を用いる。そして、積層経路において、前記ノズルから吐出される造形材で形成されるレイヤを積み上げることにより積層させた構造物を形成する。この場合、前記補強材供給装置により、前記造形材の吐出前に、流動している前記造形材で、線状補強材を切断しながら混入させた補強造形材を生成し、前記ノズルから、前記補強造形材を吐出させて前記構造物を形成する。
【発明の効果】
【0009】
本発明によれば、効率的に構造物を形成することができる。
【図面の簡単な説明】
【0010】
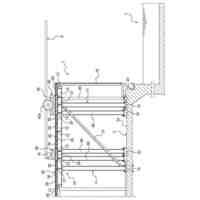
実施形態における形成装置の説明図である。
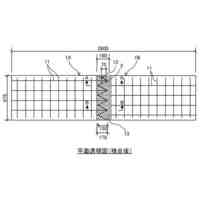
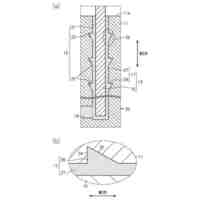
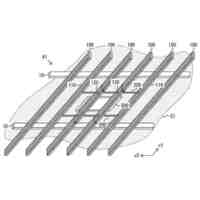
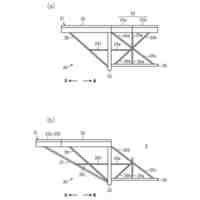
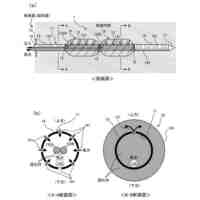
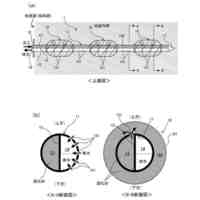
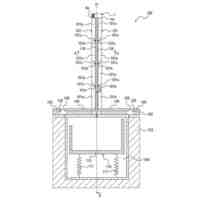
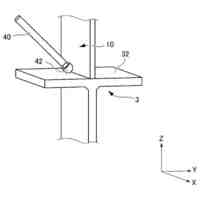
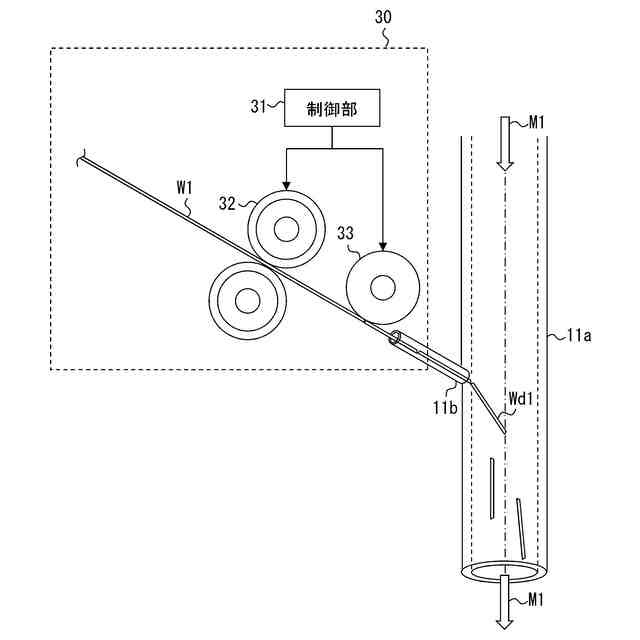
実施形態における線状補強材の挿入部の説明図である。
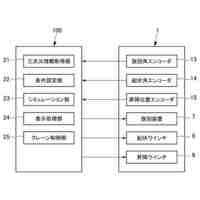
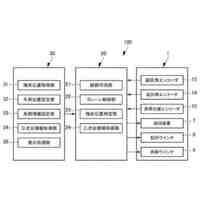
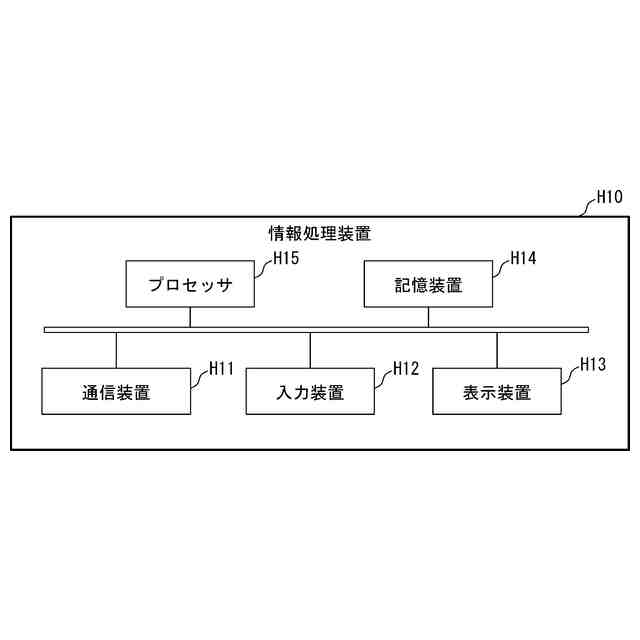
実施形態におけるハードウェア構成の説明図である。
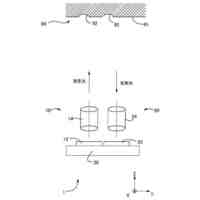
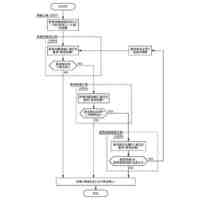
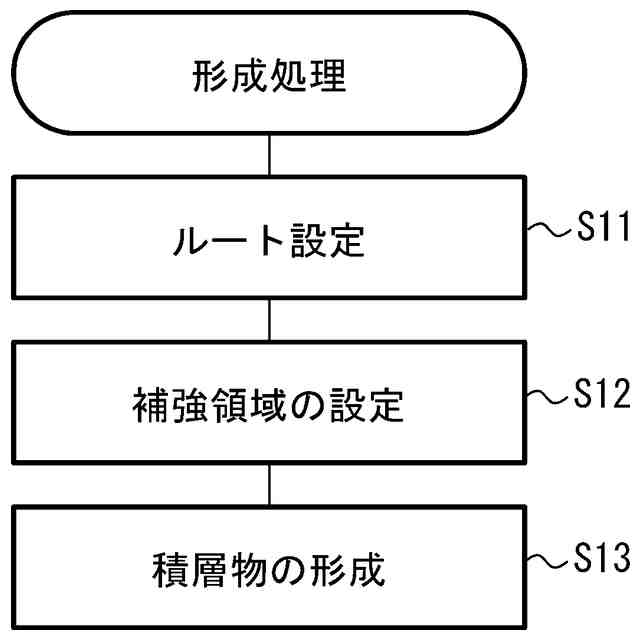
実施形態における処理手順の説明図である。
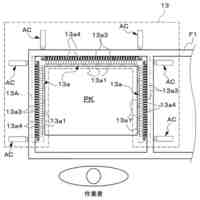
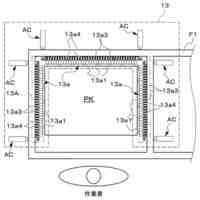
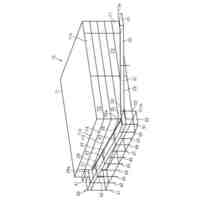
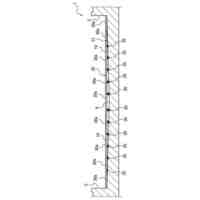
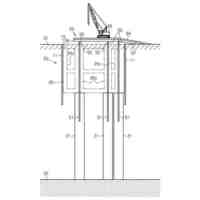
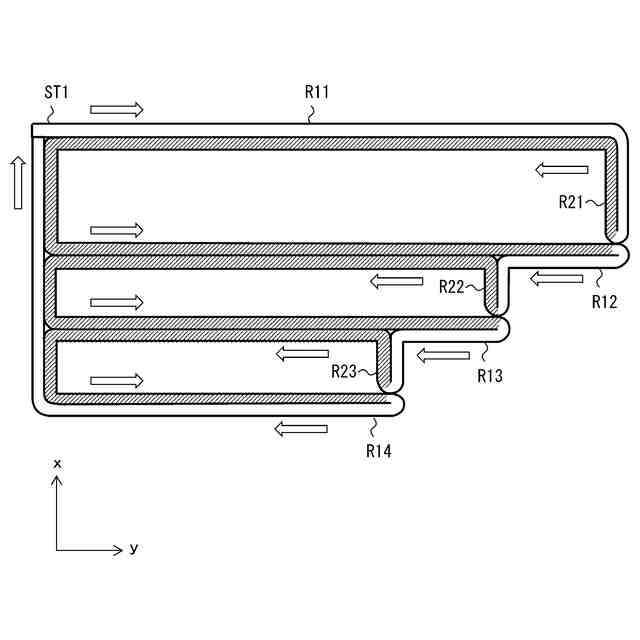
実施形態における形成方法の説明図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社大林組
接合構造
1か月前
株式会社大林組
接合構造
5日前
株式会社大林組
加熱装置
2日前
株式会社大林組
測定方法
1か月前
株式会社大林組
飛込み台
1か月前
株式会社大林組
開封装置
2日前
株式会社大林組
接続構造
5日前
株式会社大林組
操縦装置
5日前
株式会社大林組
仮設建築物
1か月前
株式会社大林組
建物の構造
1か月前
株式会社大林組
ドリル装置
5日前
株式会社大林組
免震建築物
2か月前
株式会社大林組
ルーバー構造
1か月前
株式会社大林組
耐火被覆構造
1か月前
株式会社大林組
折畳み構造物
8日前
株式会社大林組
スロープ構造
2日前
株式会社大林組
床板の設置方法
1か月前
株式会社大林組
可搬式充電設備
1か月前
株式会社大林組
鋼矢板の圧入方法
29日前
株式会社大林組
リフトアップ装置
1か月前
株式会社大林組
リフトアップ装置
1か月前
株式会社大林組
建築物及び建築方法
1か月前
株式会社大林組
袋体付き排水パイプ
1か月前
株式会社大林組
袋体付き排水パイプ
1か月前
株式会社大林組
電動式運搬補助装置
4日前
株式会社大林組
繊維材供給システム
2日前
株式会社大林組
自動屋根開閉システム
8日前
株式会社大林組
CO2固定量測定方法
2か月前
株式会社大林組
建物の構築方法及び建物
1か月前
株式会社大林組
クレーンの自動運転装置
29日前
株式会社大林組
継手装置及び複合支持杭
1か月前
株式会社大林組
耐火構造、耐火板支持構造
22日前
株式会社大林組
飛込み台及びその施工方法
1か月前
株式会社大林組
クレーン自動運転システム
29日前
株式会社大林組
建設用溶接方法及び建設物
1か月前
株式会社大林組
多孔質部材の漏洩検知方法
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ