TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025054201
公報種別
公開特許公報(A)
公開日
2025-04-07
出願番号
2024154133
出願日
2024-09-06
発明の名称
炭素成形体の製造方法及び活性炭成形体の製造方法
出願人
群栄化学工業株式会社
代理人
個人
,
個人
,
個人
主分類
B28B
1/30 20060101AFI20250328BHJP(セメント,粘土,または石材の加工)
要約
【課題】強度が高い炭素成形体を製造できる炭素成形体の製造方法及び活性炭成形体の製造方法の提供。
【解決手段】炭素成形体の製造方法であって、成形用樹脂組成物と球状骨材とを含有する原料混合物の薄層を形成し、前記薄層の所望の領域にレーザーを照射し、前記薄層を焼結させて焼結薄層を形成する工程(a)と、前記工程(a)を複数回行い、前記焼結薄層が複数積層された一次成形体を得る工程(b)と、前記一次成形体に含まれる前記成形用樹脂組成物を硬化させて二次成形体を得る工程(c)と、前記二次成形体に含まれる有機成分を炭化して炭素成形体を得る工程(d)と、を含み、前記成形用樹脂組成物はフェノール樹脂と硬化剤とを含み、前記フェノール樹脂及び前記球状骨材の合計を100質量部としたときに、前記フェノール樹脂の割合が5質量部以上である、炭素成形体の製造方法。
【選択図】なし
特許請求の範囲
【請求項1】
炭素成形体の製造方法であって、
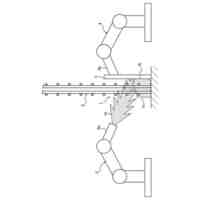
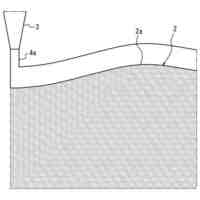
成形用樹脂組成物と球状骨材とを含有する原料混合物の薄層を形成し、前記薄層の所望の領域にレーザーを照射し、前記薄層を焼結させて焼結薄層を形成する工程(a)と、
前記工程(a)を複数回行い、前記焼結薄層が複数積層された一次成形体を得る工程(b)と、
前記一次成形体に含まれる前記成形用樹脂組成物を硬化させて二次成形体を得る工程(c)と、
前記二次成形体に含まれる有機成分を炭化して炭素成形体を得る工程(d)と、
を含み、
前記成形用樹脂組成物はフェノール樹脂と硬化剤とを含み、
前記フェノール樹脂及び前記球状骨材の合計を100質量部としたときに、前記フェノール樹脂の割合が5質量部以上である、炭素成形体の製造方法。
続きを表示(約 340 文字)
【請求項2】
前記球状骨材が球状カーボンを含む、請求項1に記載の炭素成形体の製造方法。
【請求項3】
前記フェノール樹脂及び前記球状骨材の合計を100質量部としたときに、前記フェノール樹脂の割合が5~50質量部である、請求項1に記載の炭素成形体の製造方法。
【請求項4】
前記一次成形体、前記二次成形体及び前記炭素成形体から選ばれる1つ以上に熱硬化性樹脂を含浸させる工程(α)と、含浸した前記熱硬化性樹脂を硬化させる工程(β)とをさらに含む、請求項1に記載の炭素成形体の製造方法。
【請求項5】
請求項1~4のいずれか一項に記載の炭素成形体の製造方法により炭素成形体を得て、得られた前記炭素成形体を賦活する、活性炭成形体の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、炭素成形体の製造方法及び活性炭成形体の製造方法に関する。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
炭素材料は、耐熱性、導電性、熱伝導性、化学安定性等の性質に優れていることから、炭素材料からなる炭素成形体は、電気、電子、機械、冶金、化学等の幅広い分野に広く使用されている。
炭素成形体は、コークス粉末等の炭素粉末を骨材として用い、ピッチやタール等の結合剤を配合して予備成形体を形成し、これを焼成して炭素化し、必要に応じて黒鉛化することで得られる。
しかし、所望の形状の炭素成形体を得るためには、炭素化又は黒鉛化の後に所望の形状となるように機械加工する必要があり、複雑な形状に加工するのは困難である。
【0003】
そこで、積層造形法を利用して炭素成形体を製造する方法が提案されている。
例えば特許文献1には、炭素粉末の層を堆積し、所望の領域に結合剤をインクジェットする工程を繰り返した後に加熱して結合剤を硬化させ、得られた硬化物を炭化して炭素成形体を製造する方法が開示されている。
特許文献2には、炭素粉末の層を堆積し、所望の領域に結合剤をインクジェットする工程を繰り返した後に加熱して結合剤を硬化させ、得られた硬化物にピッチを含浸させた後に硬化及び炭化して炭素成形体を製造する方法が開示されている。
【先行技術文献】
【特許文献】
【0004】
特表2017-535445号公報
特表2018-502811号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1、2に記載の方法で得られる炭素成形体は、強度を十分に満足するものではない。
本発明は、強度が高い炭素成形体を製造できる炭素成形体の製造方法及び活性炭成形体の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明は、以下の態様を有する。
[1] 炭素成形体の製造方法であって、
成形用樹脂組成物と球状骨材とを含有する原料混合物の薄層を形成し、前記薄層の所望の領域にレーザーを照射し、前記薄層を焼結させて焼結薄層を形成する工程(a)と、
前記工程(a)を複数回行い、前記焼結薄層が複数積層された一次成形体を得る工程(b)と、
前記一次成形体に含まれる前記成形用樹脂組成物を硬化させて二次成形体を得る工程(c)と、
前記二次成形体に含まれる有機成分を炭化して炭素成形体を得る工程(d)と、
を含み、
前記成形用樹脂組成物はフェノール樹脂と硬化剤とを含み、
前記フェノール樹脂及び前記球状骨材の合計を100質量部としたときに、前記フェノール樹脂の割合が5質量部以上である、炭素成形体の製造方法。
[2] 前記球状骨材が球状カーボンを含む、前記[1]の炭素成形体の製造方法。
[3] 前記フェノール樹脂及び前記球状骨材の合計を100質量部としたときに、前記フェノール樹脂の割合が5~50質量部である、前記[1]又は[2]の炭素成形体の製造方法。
[4] 前記一次成形体、前記二次成形体及び前記炭素成形体から選ばれる1つ以上に熱硬化性樹脂を含浸させる工程(α)と、含浸した前記熱硬化性樹脂を硬化させる工程(β)とをさらに含む、前記[1]~[3]のいずれかの炭素成形体の製造方法。
[5] 前記工程(c)と前記工程(d)との間に、前記工程(c)で得られた前記二次成形体に熱硬化性樹脂を含浸させる工程(α1)と、前記二次成形体に含浸した前記熱硬化性樹脂を硬化させる工程(β1)とをさらに含む、前記[4]の炭素成形体の製造方法。
[6] 前記工程(b)と前記工程(c)との間に、前記工程(b)で得られた前記一次成形体に熱硬化性樹脂を含浸させる工程(α2)をさらに含む前記[4]の炭素成形体の製造方法。
[7] 前記工程(d)の後に、前記工程(d)で得られた前記炭素成形体に熱硬化性樹脂を含浸させる工程(α3)と、前記炭素成形体に含浸した前記熱硬化性樹脂を硬化させて三次成形体を得る工程(β3)と、前記三次成形体に含まれる有機成分を炭化して炭素成形体を得る工程(γ3)をさらに含む、前記[4]の炭素成形体の製造方法。
[8] 前記[1]~[7]のいずれかの炭素成形体の製造方法により炭素成形体を得て、得られた前記炭素成形体を賦活する、活性炭成形体の製造方法。
【発明の効果】
【0007】
本発明によれば、強度が高い炭素成形体を製造できる炭素成形体の製造方法及び活性炭成形体の製造方法を提供できる。
【図面の簡単な説明】
【0008】
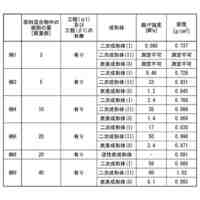
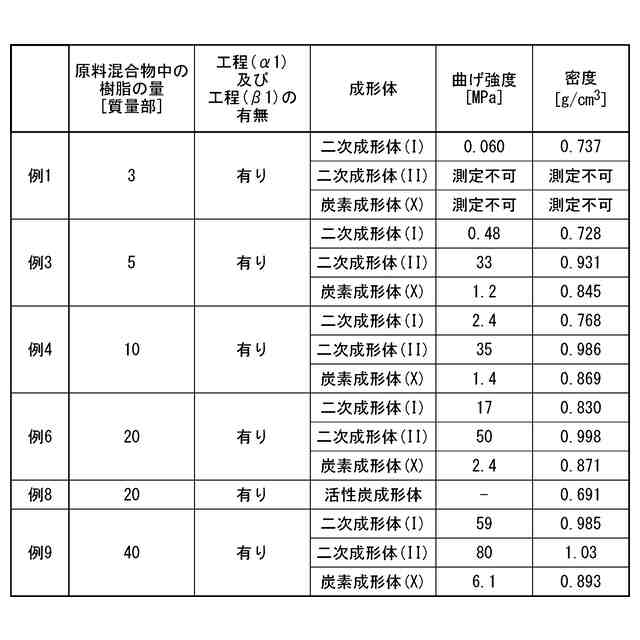
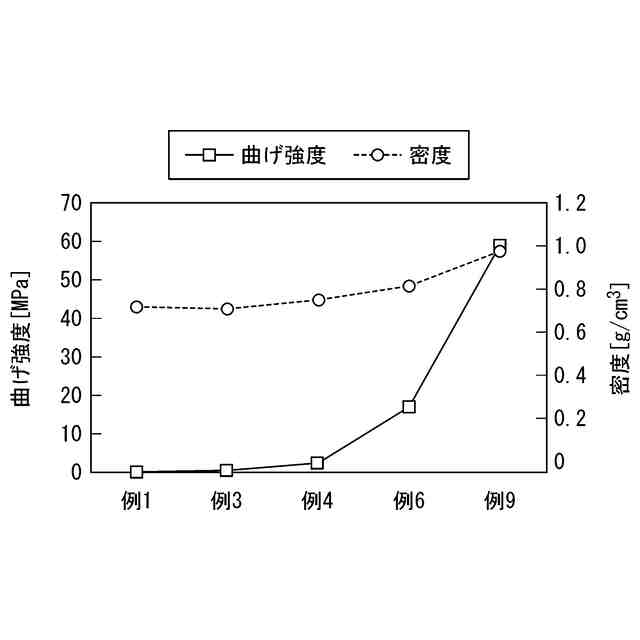
例1、3、4、6、9で得られた二次成形体(I)の曲げ強度及び密度の結果を示すグラフである。
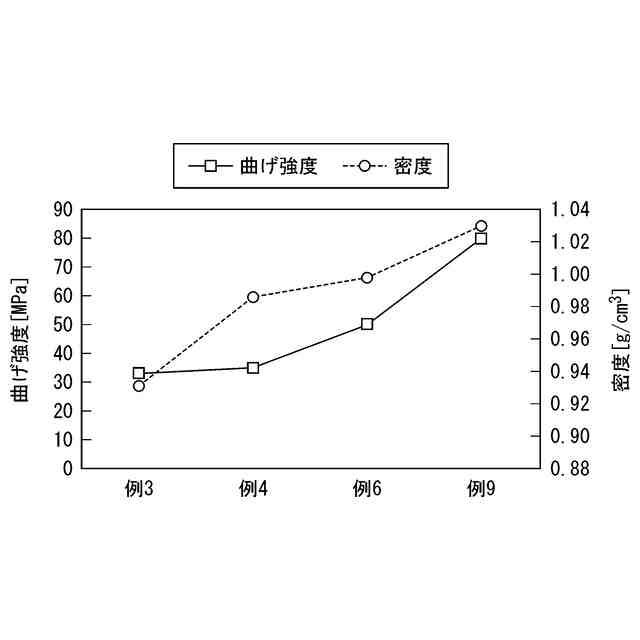
例3、4、6、9で得られた二次成形体(II)の曲げ強度及び密度の結果を示すグラフである。
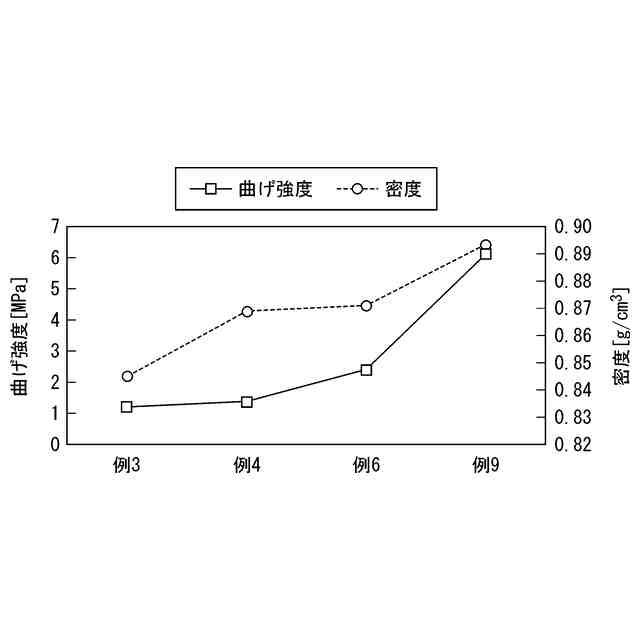
例3、4、6、9で得られた炭素成形体(X)の曲げ強度及び密度の結果を示すグラフである。
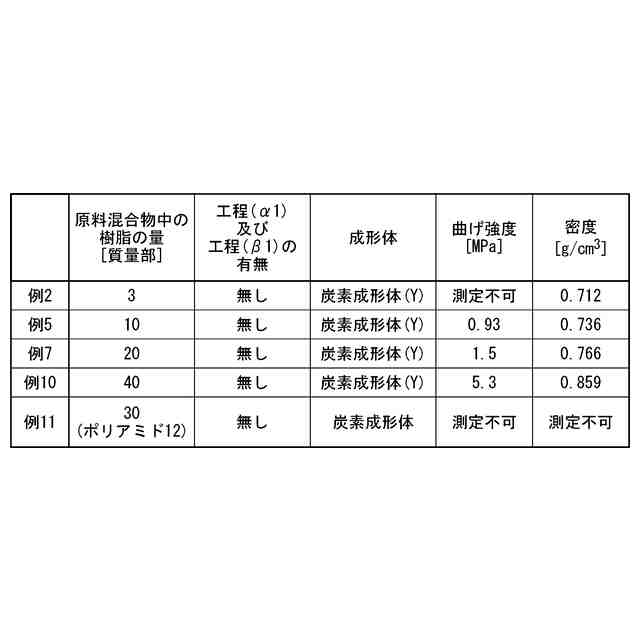
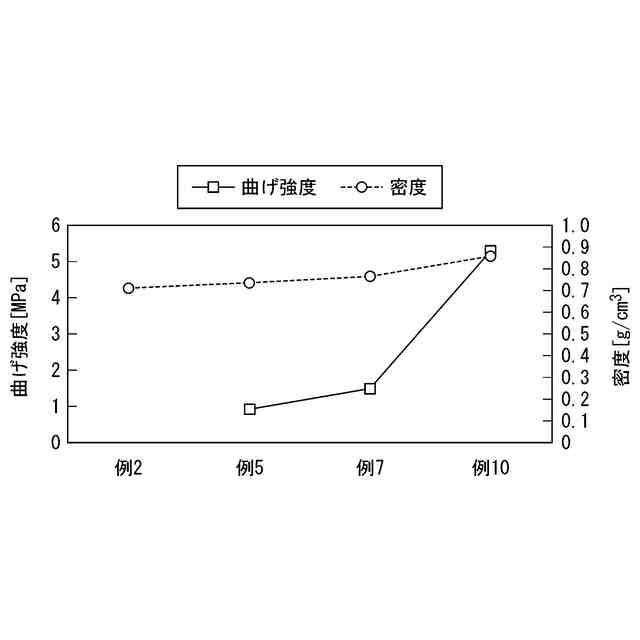
例2、5、7、10で得られた炭素成形体(Y)の曲げ強度及び密度の結果を示すグラフである。
【発明を実施するための形態】
【0009】
以下では本発明を実施するための形態を詳細に説明するが、本発明は後述する実施の形態に限定されるものではなく、本発明の要旨を逸脱しない限り種々の変形が可能である。
本明細書及び特許請求の範囲において、「~」で表される数値範囲は、~の前後の数値を下限値及び上限値として含む数値範囲を意味する。例えばA~BはA以上B以下と同義である。
本明細書に開示の含有量、種々の物性値、性状値の数値範囲は、その下限値及び上限値を任意に組み合わせて新たな数値範囲とすることができる。
【0010】
[炭素成形体の製造方法]
「第一の態様」
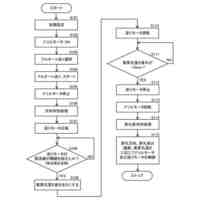
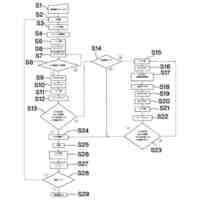
本実施形態の炭素成形体の製造方法は、以下に示す工程(a)~工程(d)を含む。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社大林組
構造体の製造方法
1か月前
株式会社シブヤ
穿孔装置
7日前
株式会社大林組
構造体の製造方法
1か月前
株式会社奥村組
積層コンクリート集合体の養生方法
3か月前
芝浦メカトロニクス株式会社
基板分離装置
3か月前
戸田建設株式会社
打設現場におけるスランプの調整方法
1か月前
本多産業株式会社
コンクリート離型剤
4日前
鹿島建設株式会社
フレッシュコンクリートの製造方法
2か月前
カヤバ株式会社
ミキサドラムの制御装置
3か月前
鹿島建設株式会社
境界ブロックの製作方法および境界ブロック
1か月前
株式会社大林組
構造物形成方法及び構造物形成システム
2か月前
独立行政法人国立高等専門学校機構
砂粒子の硬化成形物の製造方法
2か月前
株式会社オーイケ
コンクリート製品の蒸気養生システムおよび方法
2か月前
株式会社大林組
硬化体製造方法及び硬化体製造システム
1か月前
カヤバ株式会社
ミキサドラムの跳ね上げ抑制装置
2か月前
三和機材株式会社
バッチャープラントのセメントミルク製造方法
4日前
積水ハウス株式会社
弾性部材およびコンクリートパネルの並設方法
2か月前
ケイミュー株式会社
板状基材及び板状基材の製造方法
2か月前
株式会社桂機械製作所
コンクリートミキサ及びコンクリート製造方法
12日前
清水建設株式会社
構造部材の製造装置および構造部材の製造方法
11日前
日本ノーディッグテクノロジー株式会社
品質管理システムおよび品質管理方法
1か月前
豊田興産株式会社
コンクリートブロック用型枠
1か月前
株式会社Polyuse
情報処理システム、情報処理方法及びプログラム
28日前
群栄化学工業株式会社
炭素成形体の製造方法及び活性炭成形体の製造方法
3か月前
株式会社大林組
セメント組成物仕上構造及びセメント組成物仕上構造製造方法
1か月前
住友大阪セメント株式会社
乾式吹付け工法、及び、乾式吹付け装置
1か月前
三菱ケミカル株式会社
セラミックグリーンシート付き離型フィルム
1か月前
株式会社呉英製作所
穿孔ビット工具及び潤滑水循環穿孔システム
14日前
株式会社ミヤナガ
ドリルビットの先端構造及びそれを備えるドリルビット
2か月前
株式会社竹中工務店
治具及びプレキャストコンクリート部材の成形方法
20日前
アスザック株式会社
自然石ブロックおよび自然石ブロックの製造方法
26日前
イボクラール ビバデント アクチェンゲゼルシャフト
3D印刷における着色溶液を使用した選択的着色
1か月前
株式会社大林組
コンクリート盤の製造方法、コンクリート盤、及び開口部の止水構造
12日前
株式会社コンセック
コアドリル装置
3か月前
西松建設株式会社
材料管理システム、方法、及びプログラム
1か月前
イボクラール ビバデント アクチェンゲゼルシャフト
セラミック多色インクジェット3D印刷における着色溶液の固定
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ