TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025067393
公報種別
公開特許公報(A)
公開日
2025-04-24
出願番号
2023177343
出願日
2023-10-13
発明の名称
砂粒子の硬化成形物の製造方法
出願人
独立行政法人国立高等専門学校機構
代理人
個人
主分類
B28B
1/08 20060101AFI20250417BHJP(セメント,粘土,または石材の加工)
要約
【課題】地球や月、あるいは火星等の岩石惑星において容易に入手できる砂粒子を原料として用いて必要最小限度のエネルギー投入により建築資材として使用可能なブロック状の固形物を製造できる方法を提供する。
【解決手段】主成分としてSiO
2
:20~60%、TiO
2
:0~30%、Al
2
O
3
:0~30%、Fe
2
O
3
:5~30%、MgO:0~30%、CaO:0~20%をそれぞれ含有し、粒子密度が2~3g/mm
3
である砂粒子を型枠に充填した後、この砂粒子に、振動周波数が30~500Hzである振動、及び加圧応力が30~500N/mm
2
である圧力のみを付加して、ブロック状の硬化成形物を得ることを特徴とする砂粒子の硬化成形物の製造方法1による。
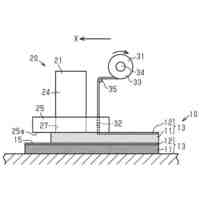
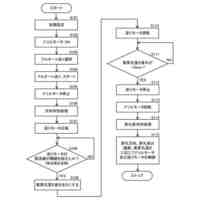
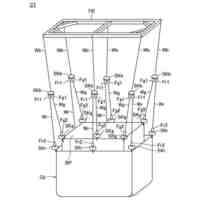
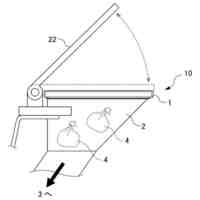
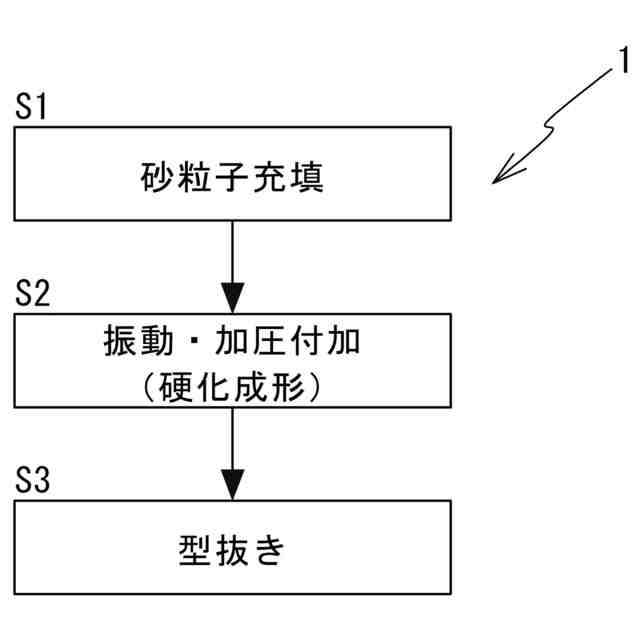
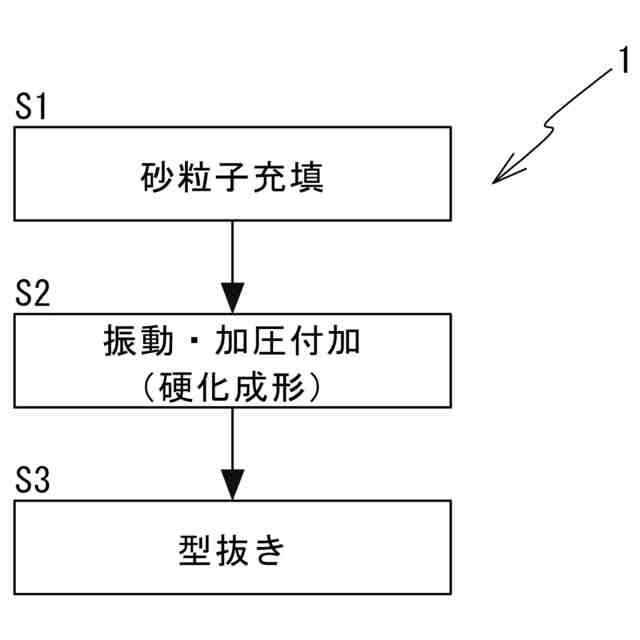
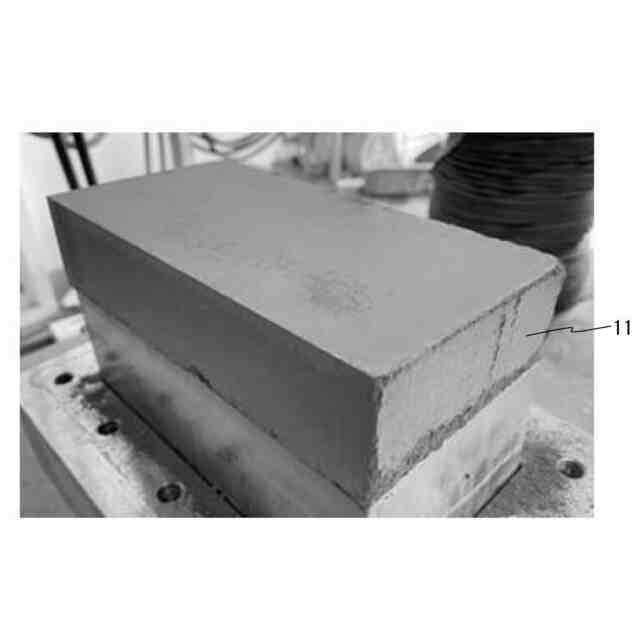
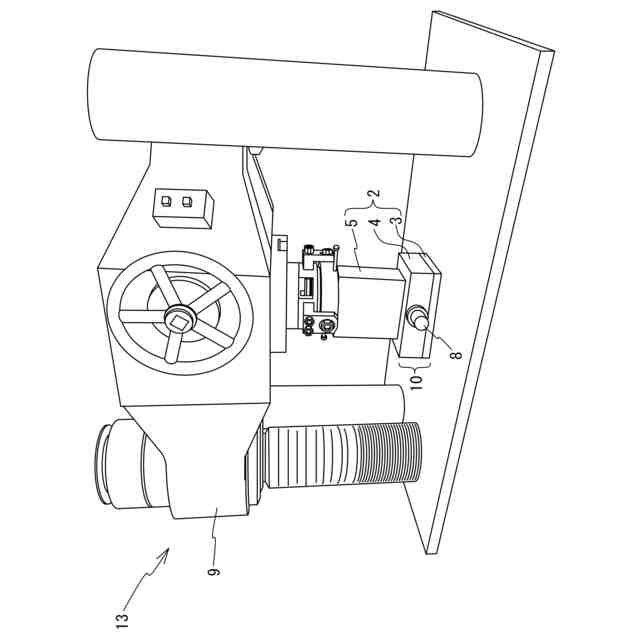
【選択図】図1
特許請求の範囲
【請求項1】
主成分としてSiO
2
:20~60%、TiO
2
:0~30%、Al
2
O
3
:0~30%、Fe
2
O
3
:5~30%、MgO:0~30%、CaO:0~20%をそれぞれ含有し、粒子密度が2~3g/mm
3
である砂粒子を型枠に充填した後、
前記砂粒子に、振動周波数が30~500Hzである振動、及び加圧応力が30~500N/mm
2
である圧力のみを付加して、
ブロック状の硬化成形物を得ることを特徴とする砂粒子の硬化成形物の製造方法。
続きを表示(約 750 文字)
【請求項2】
前記振動の前記振動周波数は100~300Hzであることを特徴とする請求項1に記載の砂粒子の硬化成形物の製造方法。
【請求項3】
前記圧力の前記加圧応力は150~250N/mm
2
であることを特徴とする請求項1又は請求項2に記載の砂粒子の硬化成形物の製造方法。
【請求項4】
前記硬化成形物は、月又は岩石惑星で採取される前記砂粒子のみからなることを特徴とする請求項1に記載の砂粒子の硬化成形物の製造方法。
【請求項5】
主成分としてSiO
2
:20~60%、TiO
2
:0~30%、Al
2
O
3
:0~30%、Fe
2
O
3
:5~30%、MgO:0~30%、CaO:0~20%をそれぞれ含有し、振動加圧処理前の粒子密度が2~3g/mm
3
である砂粒子を有し、
振動周波数が30~500Hzである振動、及び加圧応力が30~500N/mm
2
である圧力、のみの付加処理済硬化成形物であり、
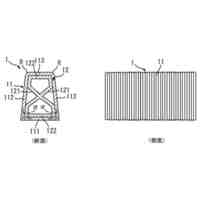
前記硬化成形物は、ブロック状をなしていることを特徴とする砂粒子の硬化成形物。
【請求項6】
前記硬化成形物は、
強度が1N/mm
2
以上であり、
長さ、幅、高さのそれぞれが50~500mmの範囲内であることを特徴とする請求項5に記載の砂粒子の硬化成形物。
【請求項7】
前記硬化成形物は、月又は岩石惑星で採取される前記砂粒子のみからなることを特徴とする請求項5又は請求項6に記載の砂粒子の硬化成形物。
発明の詳細な説明
【技術分野】
【0001】
本発明は、地球や月、あるいは火星等の岩石惑星において容易に得られる砂粒子(レゴリス)を用いてブロック状の建築資材を製造する方法及びそれにより製造された砂粒子の硬化成形物に関する。
続きを表示(約 2,600 文字)
【背景技術】
【0002】
近年、宇宙科学技術の進展により月、火星等の岩石惑星における人類の居住が現実味を帯びてきた。
それに伴い、月、火星等の岩石惑星において発電施設・居住区・観測施設などの活動拠点となる施設や、それに伴う交通インフラなどを整備する必要が生じる。
そして、月、火星等の岩石惑星における施設の建設に際し、必然的に建築資材が必要になる。
昨今、そのような建築資材として、地球におけるコンクリートのような建設材料の開発も進められている。
また、このような建設材料の開発においては、持続的にかつ省コストで月、火星等の岩石惑星における施設の建設を行えるという点が非常に重要であるものの、建築資材を地球からの輸送のみに頼るのは現実的でない。
このため、月、火星等の岩石惑星において容易に得られる材料を用い、かつ少ないエネルギー投入により効率良く建築資材を製造できる技術が必要とされている。
本発明と関連する公知技術や先行技術としては、例えば以下に示すようなものが知られている。
【0003】
非特許文献1には、レーザー加熱により建築資材として使用可能なレゴリス固化体を作製可能との報告がある。
【0004】
また、特許文献1には「粉末固化装置および粉末固化体の製造方法」という名称で、粉末固化装置および粉末固化体の製造方法に関する発明が開示されている。
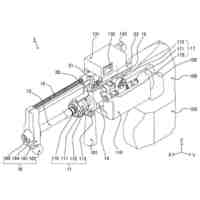
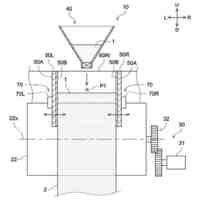
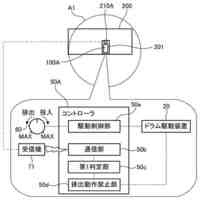
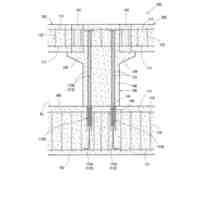
特許文献1に開示される発明である粉末固化装置は、粉末に振動と圧力を加えるための振動加圧用金型と、この粉末が充填される粉末充填用金型と、振動加圧用金型に加圧力を伝える加圧機構と、振動加圧用金型に振動を伝える超音波振動発生装置および振動伝達機構と、振動加圧用金型と粉末充填用金型との間に通電することで粉末を加熱する通電加熱装置とを有し、粉末充填用金型に充填された粉末に対し、振動加圧用金型により振動と圧力を加え、かつ通電加熱装置により加熱することにより、粉末を固化することを特徴とする。
そして、上述のような特許文献1に開示される発明によれば、例えばパウダーベッド方式等を選択した従来の粉末積層造形法よりも高速に粉末を固化させ、造形物を作製することができる。さらに、特許文献1に開示される装置(又は方法)により作製される造形物は、内部組織の変化を抑制し、均一な組織の造形物を得ることが期待できる。
【先行技術文献】
【特許文献】
【0005】
特開2017-190468号公報
【非特許文献】
【0006】
藤田雅之、他3名、「レーザー加熱による月の模擬砂を用いた建設材料の作製」、第65回宇宙科学技術連合講演会講演集、2021年
【発明の概要】
【発明が解決しようとする課題】
【0007】
上述の非特許文献1に開示される技術により製造可能な建築資材の寸法は25mm×25mm程度である。
このため、非特許文献1に開示される技術により作製される建築資材を用いて人が居住可能な建物や施設を建設することは現実的でなかった。
【0008】
また、特許文献1に開示される発明では、粉体の層厚に関して「例えば、100μm~500μm」との記載がある(特許文献1中の明細書段落[0021]の記載を参照)。
よって、特許文献1に開示される装置又は方法により得られる造形物(硬化物)は、先の非特許文献1に開示される技術により作製される建築資材(硬化物)よりもさらに小さいことが明らかであり、特許文献1に開示される技術により作製される造形物(硬化物)を用いて人が居住可能な建物や施設を建設することは一層現実的ではなかった。
【0009】
本発明はかかる従来の事情に対処してなされたものでありその目的は、地球や月、あるいは火星等の岩石惑星にふんだんに存在する砂粒子(レゴリス)を用いて、より少ないエネルギー投入により、建築資材として使用可能な砂粒子の硬化成形物及びその製造方法を提供することにある。
【課題を解決するための手段】
【0010】
上記課題を解決するための第1の発明である砂粒子の硬化成形物の製造方法は、主成分としてSiO
2
:20~60%、TiO
2
:0~30%、Al
2
O
3
:0~30%、Fe
2
O
3
:5~30%、MgO:0~30%、CaO:0~20%をそれぞれ含有し、粒子密度が2~3g/mm
3
である砂粒子を型枠に充填した後、この砂粒子に、振動周波数が30~500Hzである振動、及び加圧応力が30~500N/mm
2
である圧力のみを付加して、ブロック状の硬化成形物を得ることを特徴とする。
上記構成の第1の発明において砂粒子は、ブロック状の硬化成形物を製造する際の主原料になる。
また、第1の発明により砂粒子の硬化成形物が形成される仕組みは下記の通りであると考えられる。
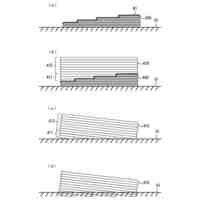
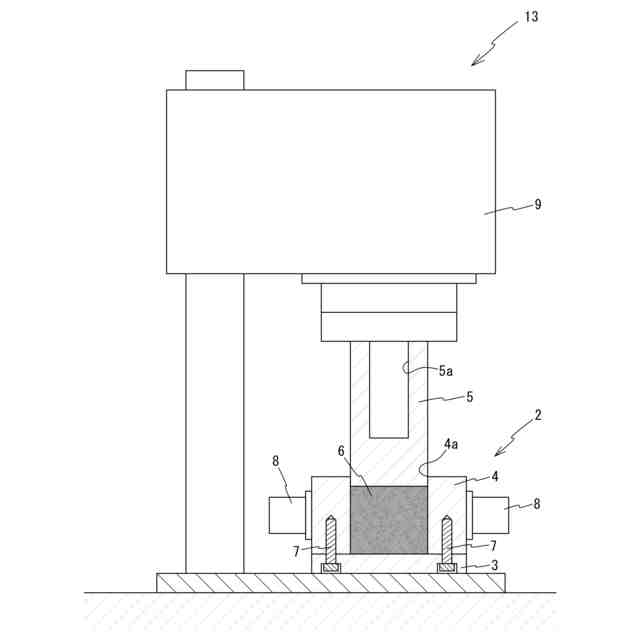
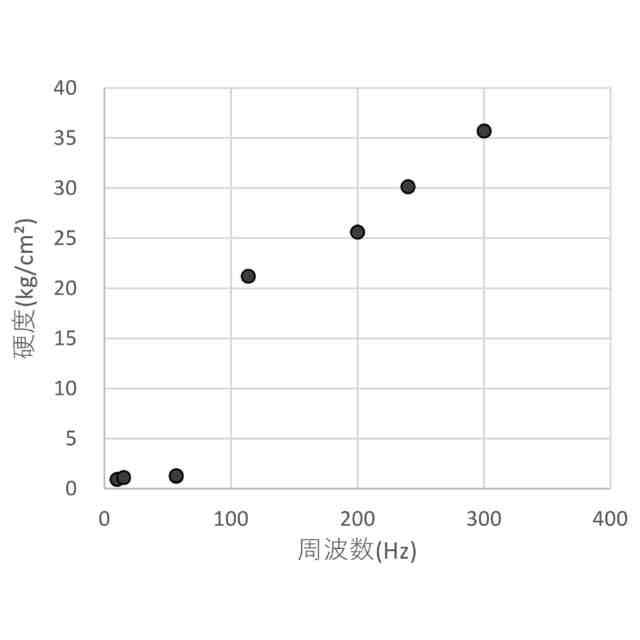
型枠に充填した砂粒子に、振動周波数が30~500Hzである振動を付加することで、不揃いな砂粒子が再配列されて型枠内の砂粒子中の空隙が減少する。
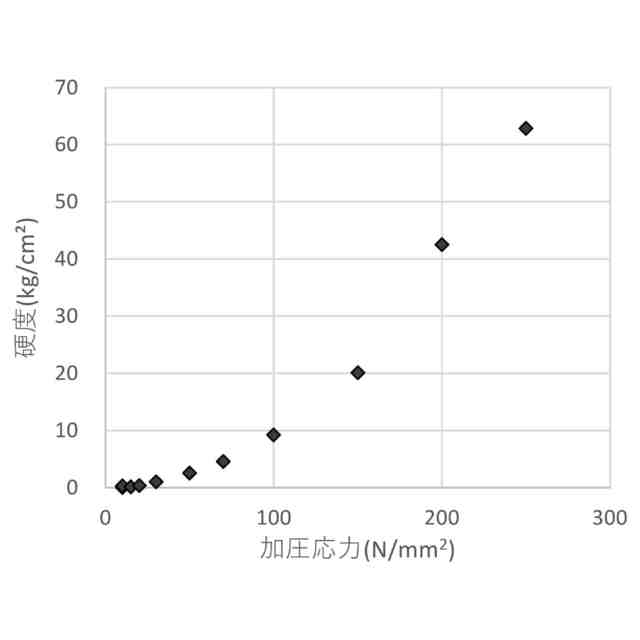
そして、型枠内の砂粒子に、加圧応力が30~500N/mm
2
である圧力(圧縮力)を付加することで、個々の砂粒子の粒子間距離を極めて小さくすることができ、これにより重力や外力などの崩壊させる力よりも砂粒子同士の噛み合い(ロッキング)やファンデルワールス力が卓越したブロック状の硬化成形物が形成されると考えられる。
また、第1の発明によれば、ブロック状の砂粒子の硬化成形物を得るために必要な砂粒子に対する処理が振動と圧力の付加のみである。そして、これらの処理はいずれも動力源として電力さえあれば実現できるので、地球上において資源の乏しい僻地や月、あるいは火星等の岩石惑星等における過酷な環境下(例えば真空、低温、高放射線、低重力等)においても例えば、ソーラーパネル等により得られる電力を利用して実施できる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
ホッパー洗浄装置
5日前
峰岸株式会社
ドリルビット
10か月前
株式会社丸高工業
湿式穿孔工具
9か月前
株式会社大林組
形成方法
11か月前
株式会社大林組
積層材成型方法
3か月前
株式会社大林組
形成方法及び形成装置
10か月前
倉敷紡績株式会社
セメント系造形物の製造方法
1か月前
株式会社大林組
構造体の製造方法
6か月前
株式会社大林組
構造体の製造方法
6か月前
株式会社シブヤ
穿孔装置
4か月前
個人
石膏板の製造方法
3か月前
倉敷紡績株式会社
セメント系造形物の製造方法
1か月前
セレンディクス株式会社
建築物の製造方法
4か月前
セレンディクス株式会社
構造物の製造方法
3か月前
太平洋マテリアル株式会社
軽量繊維層及びその形成方法
1か月前
株式会社マキタ
作業機
11か月前
株式会社奥村組
積層コンクリート集合体の養生方法
7か月前
芝浦メカトロニクス株式会社
基板分離装置
7か月前
株式会社Polyuse
構造物の製造方法
10か月前
株式会社Polyuse
造形物の製造方法
10か月前
戸田建設株式会社
打設現場におけるスランプの調整方法
6か月前
本多産業株式会社
コンクリート離型剤
4か月前
株式会社熊谷組
骨材管理システムおよび骨材管理方法
3か月前
株式会社大林組
温度管理システムおよび温度管理方法
2日前
カヤバ株式会社
ミキサドラム制御装置
11か月前
鹿島建設株式会社
フレッシュコンクリートの製造方法
7か月前
ノリタケ株式会社
ロールコンパクション成形装置
1か月前
カヤバ株式会社
ミキサドラムの制御装置
8か月前
鹿島建設株式会社
境界ブロックの製作方法および境界ブロック
5か月前
株式会社大林組
構造物形成方法及び構造物形成システム
6か月前
ノリタケ株式会社
ロールコンパクション成形装置
1か月前
株式会社エコシステム
混合ユニット、及び、混練物製造プラント
2か月前
株式会社冨士機
生コンクリート製造プラント
11か月前
太平洋マテリアル株式会社
吹付用ノズル
1か月前
カヤバ株式会社
ミキサ車及び状態検出装置
1か月前
鉄建建設株式会社
鉄筋コンクリート構造物の製造方法
10か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ