TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025005422
公報種別
公開特許公報(A)
公開日
2025-01-16
出願番号
2024100948
出願日
2024-06-24
発明の名称
構造物の製造方法
出願人
株式会社Polyuse
代理人
弁理士法人IPX
主分類
B28B
1/30 20060101AFI20250108BHJP(セメント,粘土,または石材の加工)
要約
【課題】工程上のボトルネックの発生を抑制できる構造物の製造方法等を提供する。
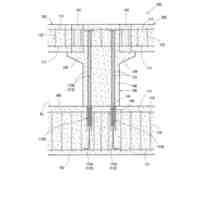
【解決手段】本発明の一態様によれば、構造物の製造方法であって、水和反応、重合反応又は焼成を経由して鉱物化する、粉体又はペースト材料である造形材料の3Dプリンタからの吐出によって、第1境界面と、第1境界面とは別の第2境界面とを含む造形部材を形成する造形部材形成工程と、造形部材の第1境界面を利用してコンクリート又はモルタルを打設することで打設部材を形成する打設工程と、造形部材の第2境界面を他の構造と接合する造形部材接合工程と、を備える、構造物の製造方法が提供される。
【選択図】図1
特許請求の範囲
【請求項1】
構造物の製造方法であって、
水和反応、重合反応又は焼成を経由して鉱物化する、粉体又はペースト材料である造形材料の3Dプリンタからの吐出によって、第1境界面と、前記第1境界面とは別の第2境界面とを含む造形部材を形成する造形部材形成工程と、
前記造形部材の前記第1境界面を利用してコンクリート又はモルタルを打設することで打設部材を形成する打設工程と、
前記造形部材の前記第2境界面を他の構造と接合する造形部材接合工程と、
を備える、構造物の製造方法。
続きを表示(約 830 文字)
【請求項2】
請求項1に記載の構造物の製造方法において、
前記打設工程では、前記造形部材の前記第1境界面に接触するようにコンクリート又はモルタルを打設することで前記打設部材を形成し、
前記造形部材接合工程では、前記第1境界面が前記打設部材に接触した状態で、前記造形部材の前記第2境界面を他の構造と接合する、構造物の製造方法。
【請求項3】
請求項1に記載の構造物の製造方法において、
前記造形部材接合工程では、前記打設部材において前記第1境界面により形成される第1接合面とは別の、第2接合面をさらに他の構造と接合する、構造物の製造方法。
【請求項4】
請求項3に記載の構造物の製造方法において、
前記第2境界面の法線と前記第2接合面の法線とは交差する、構造物の製造方法。
【請求項5】
請求項1に記載の構造物の製造方法において、
他の構造によって画定される空間の形状に基づいて、前記造形部材の形状を設計する造形部材設計工程をさらに備える、構造物の製造方法。
【請求項6】
請求項5に記載の構造物の製造方法において、
前記造形部材設計工程では、前記造形部材の外寸を、前記造形部材が配置される領域の外寸よりも小さく設計する、構造物の製造方法。
【請求項7】
請求項1に記載の構造物の製造方法において、
構造物の完成図から前記造形部材又は前記打設部材で構成する部位を選択し、選択した部位の形状に基づいて前記造形部材の形状を設計する造形部材設計工程をさらに備える、構造物の製造方法。
【請求項8】
請求項1に記載の構造物の製造方法において、
前記3Dプリンタを制御するコードを設計するコード設計工程をさらに備え、
前記コードは、前記造形部材を形成するための連続した吐出経路を含む、構造物の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、構造物の製造方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
コンクリート製の構造物の施工現場では、事前にコンクリートを成形したプレキャスト品を繋ぎ合わせる工法が用いられる(特許文献1参照)。また、3Dプリンタを利用して特定形状の部材を形成する工法も知られている(特許文献2及び特許文献3参照)。
【先行技術文献】
【特許文献】
【0003】
特開2021-32004号公報
特開2019-98694号公報
特開2022-1718号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
構造物の形状、周囲環境との境界等の条件によっては、規格化されたプレキャスト品が使用できない部位が存在する。このような部位に対して特注品を用意する場合は、特注品製造のための追加の時間及びコストが必要となる。特許文献1に開示されるように、現場で型枠を作り、コンクリートを流し込んで打設を行う場合、型枠を作成する工数が必要となる。さらに、規格化されたプレキャスト品を現場で位置付けして、不要な部分を切断する手法も存在するが、この場合は切断加工の工数が必要となる。そのため、このような規格品を用いることができない部位への対応が工程上のボトルネックとなる。
【0005】
ここで、特許文献2又は特許文献3に開示されるように、3Dプリンタによって型枠を造形することで、型枠作成の工数を低減することが可能であるが、打設後に型枠の取り外しの工数が必要となるほか、型枠を産業廃棄物として廃棄する必要がある。さらに、特許文献3に開示されるように、特注品自体を3Dプリンタで造形することも考えられるが、この場合は、特注品の形状精度が不十分となるおそれがある。
【0006】
本発明では上記事情に鑑み、工程上のボトルネックの発生を抑制できる構造物の製造方法等を提供することとした。
【課題を解決するための手段】
【0007】
本発明の一態様によれば、構造物の製造方法であって、水和反応、重合反応又は焼成を経由して鉱物化する、粉体又はペースト材料である造形材料の3Dプリンタからの吐出によって、第1境界面と、第1境界面とは別の第2境界面とを含む造形部材を形成する造形部材形成工程と、造形部材の第1境界面を利用してコンクリート又はモルタルを打設することで打設部材を形成する打設工程と、造形部材の第2境界面を他の構造と接合する造形部材接合工程と、を備える、構造物の製造方法が提供される。
【0008】
このような態様によれば、規格化が難しい部位の一部を造形部材で構成し、残りの部分をこの造形部材を型枠又は型枠の位置決め部材として用いた打設によって形成することができる。そのため、形状精度を維持しつつ、現場での作業工数を低減できる。その結果、工程上のボトルネックの発生が抑制される。
【図面の簡単な説明】
【0009】
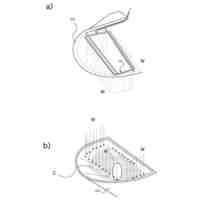
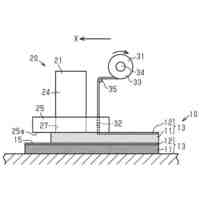
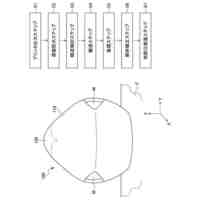
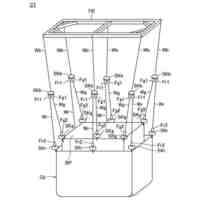
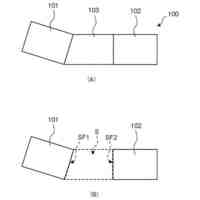
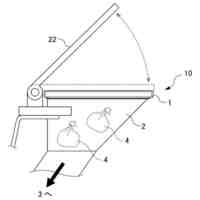
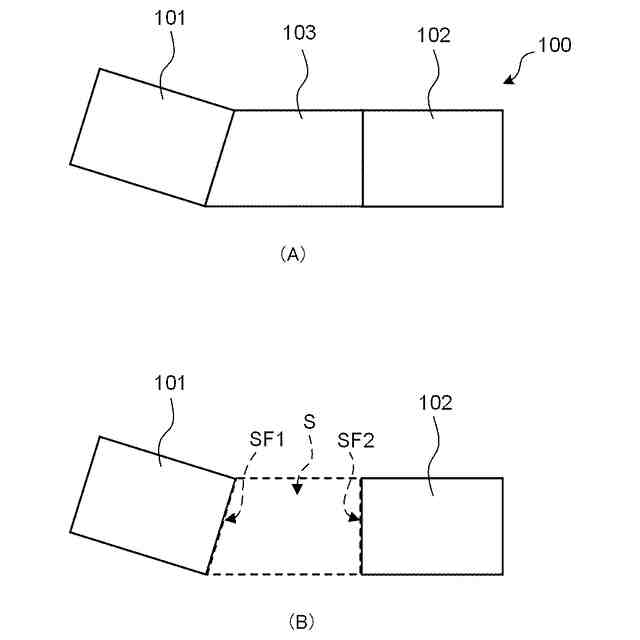
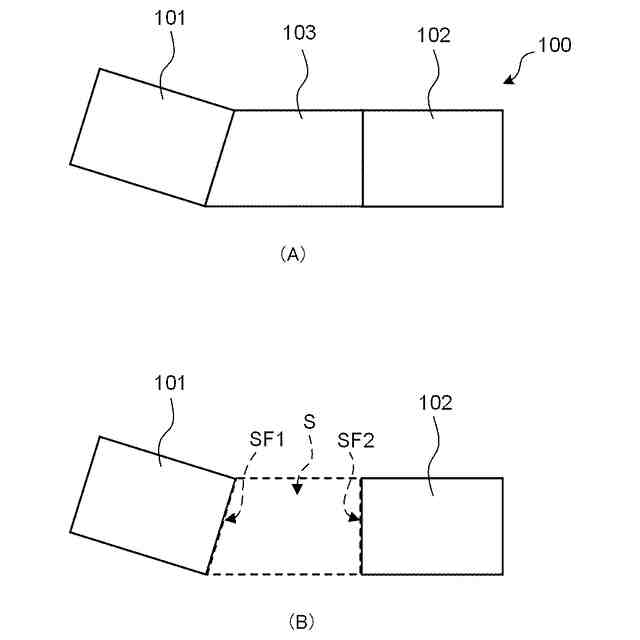
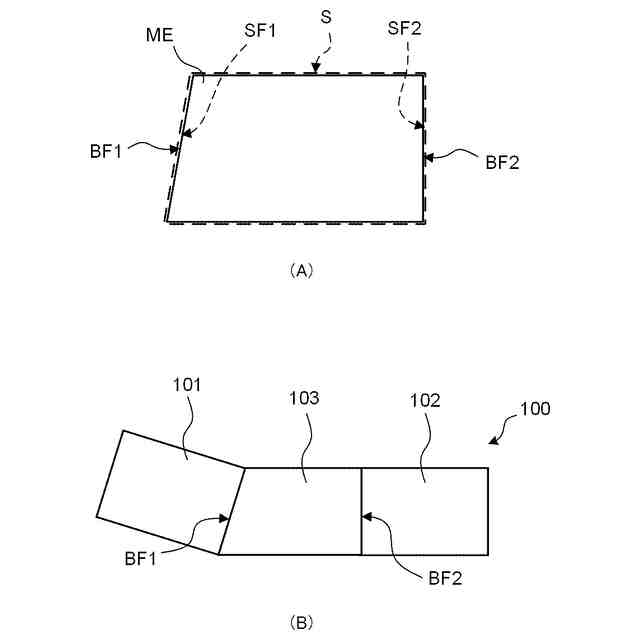
本態様の構造物の製造方法によって得られる構造物100の構成を示す模式図である。
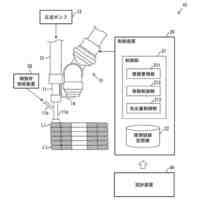
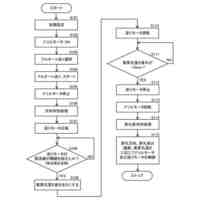
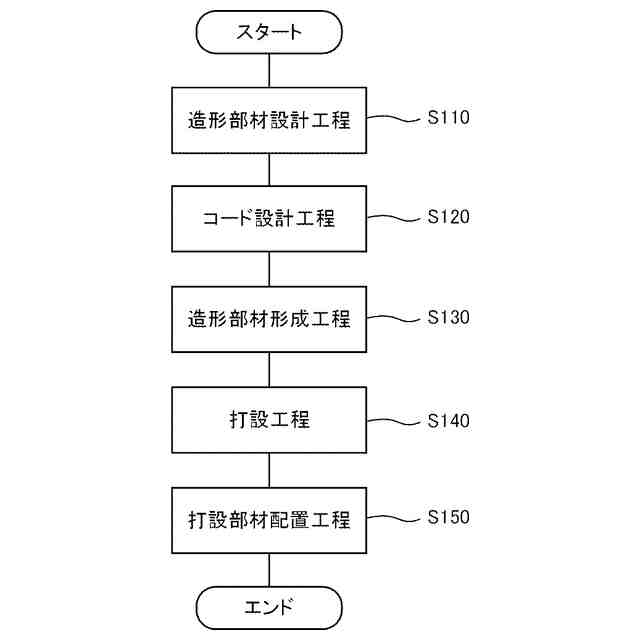
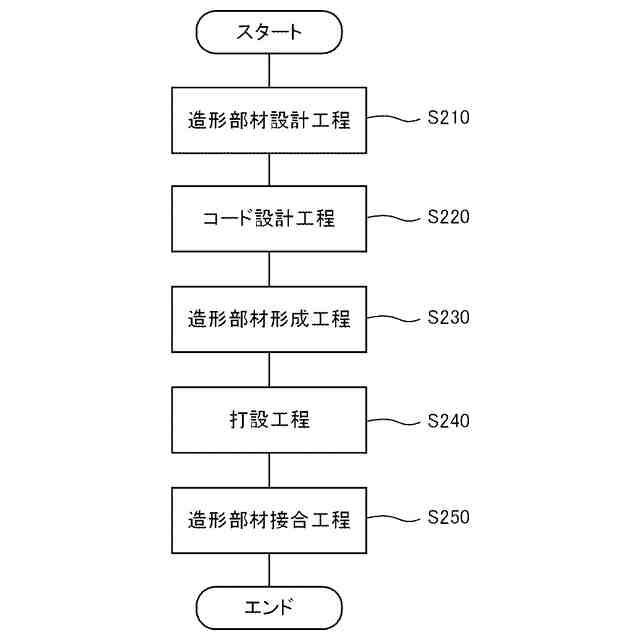
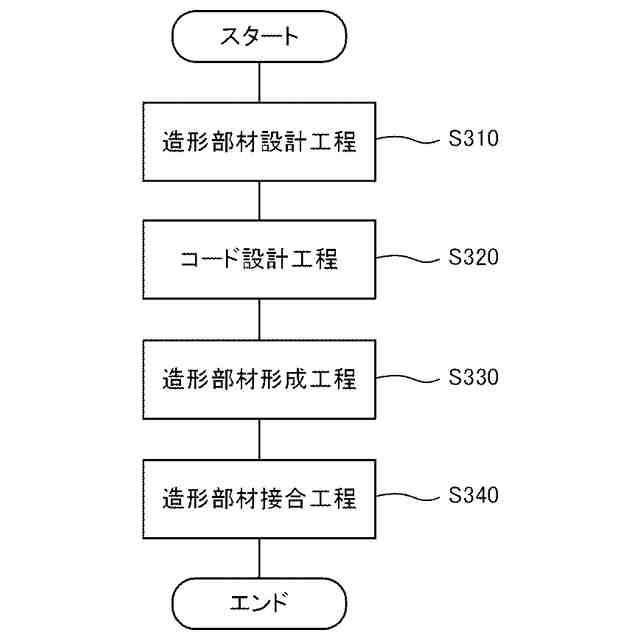
第1実施形態における構造物の製造方法のフロー図である。
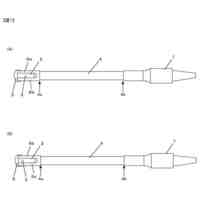
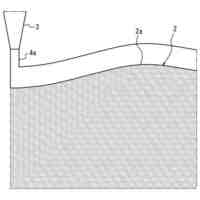
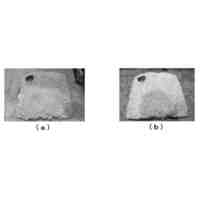
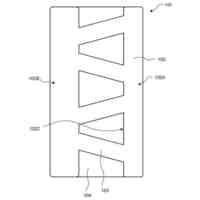
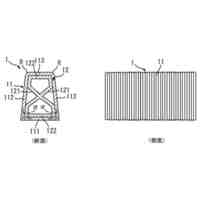
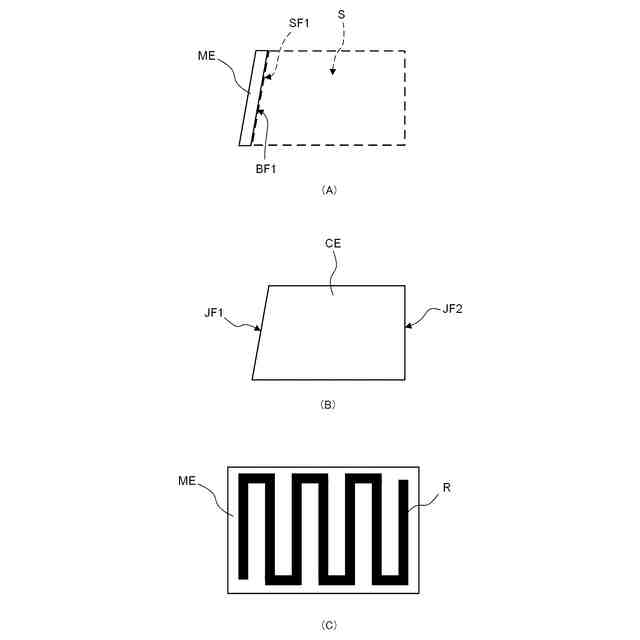
第1実施形態における造形部材MEの形状を示す模式図である。
第2実施形態における構造物の製造方法のフロー図である。
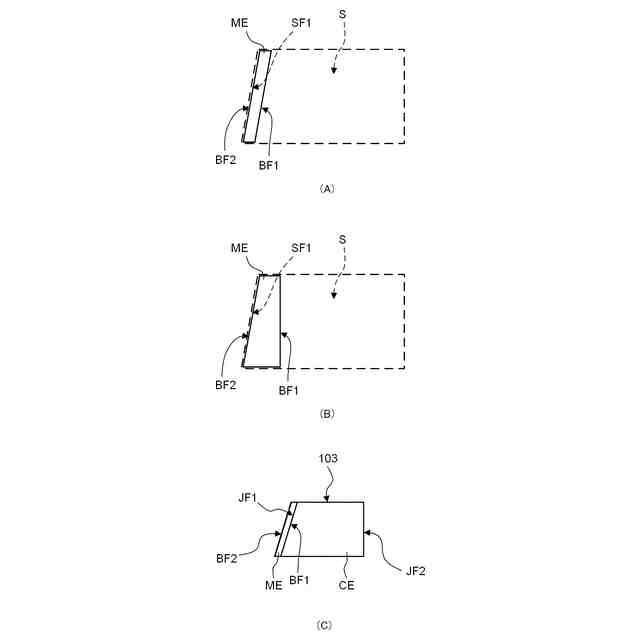
第2実施形態における造形部材MEの形状を示す模式図である。
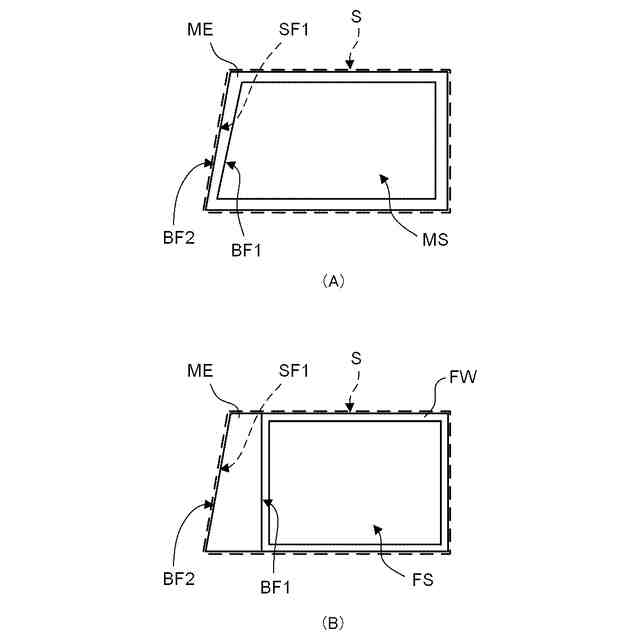
第2実施形態における造形部材MEの形状の別の例を示す模式図である。
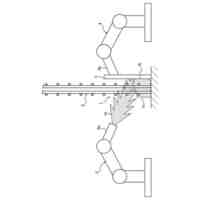
第3実施形態における構造物の製造方法のフロー図である。
第3実施形態における造形部材MEの形状を示す模式図である。
【発明を実施するための形態】
【0010】
以下、図面を用いて本発明の実施形態について説明する。以下に示す実施形態中で示した各種特徴事項は、互いに組み合わせ可能である。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
ホッパー洗浄装置
3日前
峰岸株式会社
ドリルビット
10か月前
株式会社丸高工業
湿式穿孔工具
9か月前
株式会社大林組
形成方法
11か月前
株式会社大林組
積層材成型方法
3か月前
株式会社大林組
形成方法及び形成装置
10か月前
倉敷紡績株式会社
セメント系造形物の製造方法
1か月前
株式会社大林組
構造体の製造方法
6か月前
株式会社大林組
構造体の製造方法
6か月前
株式会社シブヤ
穿孔装置
4か月前
個人
石膏板の製造方法
3か月前
倉敷紡績株式会社
セメント系造形物の製造方法
1か月前
セレンディクス株式会社
建築物の製造方法
3か月前
セレンディクス株式会社
構造物の製造方法
3か月前
太平洋マテリアル株式会社
軽量繊維層及びその形成方法
1か月前
株式会社マキタ
作業機
11か月前
株式会社奥村組
積層コンクリート集合体の養生方法
7か月前
芝浦メカトロニクス株式会社
基板分離装置
7か月前
株式会社Polyuse
構造物の製造方法
10か月前
株式会社Polyuse
造形物の製造方法
10か月前
戸田建設株式会社
打設現場におけるスランプの調整方法
6か月前
本多産業株式会社
コンクリート離型剤
4か月前
株式会社熊谷組
骨材管理システムおよび骨材管理方法
3か月前
株式会社大林組
温度管理システムおよび温度管理方法
今日
カヤバ株式会社
ミキサドラム制御装置
11か月前
鹿島建設株式会社
フレッシュコンクリートの製造方法
7か月前
ノリタケ株式会社
ロールコンパクション成形装置
1か月前
カヤバ株式会社
ミキサドラムの制御装置
8か月前
鹿島建設株式会社
境界ブロックの製作方法および境界ブロック
5か月前
株式会社大林組
構造物形成方法及び構造物形成システム
6か月前
ノリタケ株式会社
ロールコンパクション成形装置
1か月前
株式会社エコシステム
混合ユニット、及び、混練物製造プラント
2か月前
株式会社冨士機
生コンクリート製造プラント
11か月前
太平洋マテリアル株式会社
吹付用ノズル
1か月前
カヤバ株式会社
ミキサ車及び状態検出装置
1か月前
鉄建建設株式会社
鉄筋コンクリート構造物の製造方法
10か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ