TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024121267
公報種別
公開特許公報(A)
公開日
2024-09-06
出願番号
2023028275
出願日
2023-02-27
発明の名称
拡径部削成装置
出願人
株式会社ミヤナガ
代理人
弁理士法人有古特許事務所
主分類
B28D
1/14 20060101AFI20240830BHJP(セメント,粘土,または石材の加工)
要約
【課題】 消耗部品の交換が短時間で容易に行える拡径部削成装置を提供する。
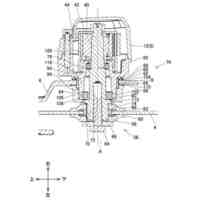
【解決手段】 先端方向に設けられた軸方向ガイド孔を有する本体と、軸方向ガイド孔に沿って軸方向に移動する軸部と、先端方向に設けられた先端部に設けられ、先端方向に向かって軸部の中心軸から離れる方向に傾斜する傾斜面が設けられた傾斜ガイド部と、を有する芯体と、傾斜面に沿って移動することで広がる切削部を有し、本体の先端に取り付けるカッターブレードと、本体と芯体との間で芯体を先端方向に付勢する第1付勢部材と、本体に沿って軸方向に移動する移動体を有するストッパリングと、を備え、本体は、軸方向に延びる本体側溝を有し、芯体は、軸部の基端方向に設けられ、軸方向に延びる芯体側溝を有し、ストッパリングは、移動体から中心軸の方向に突出して本体側溝と芯体側溝とに係合するキー部材と、移動体と前記芯体とを係合させる係合部材と、を有している。
【選択図】 図6
特許請求の範囲
【請求項1】
下孔の内壁面に拡径部を削成する拡径部削成装置であって、
先端方向に設けられた軸方向ガイド孔を有する本体と、
前記軸方向ガイド孔に沿って軸方向に移動する軸部と、前記軸部の先端方向に設けられた先端部と、前記先端部に設けられ、先端方向に向かって前記軸部の中心軸から離れる方向に傾斜する傾斜面が設けられた傾斜ガイド部と、を有する芯体と、
前記傾斜面に沿って先端方向に移動することで広がる切削部を有し、前記本体の先端に取り付けるカッターブレードと、
前記本体と前記芯体との間で前記芯体を先端方向に付勢する第1付勢部材と、
前記本体に沿って軸方向に移動する移動体を有するストッパリングと、を備え、
前記本体は、前記カッターブレードの軸方向移動量で軸方向に延びる本体側溝を有し、
前記芯体は、前記カッターブレードの軸方向移動量で前記軸部の基端方向に設けられ、軸方向に延びる芯体側溝を有し、
前記ストッパリングは、前記移動体から前記中心軸の方向に突出して前記本体側溝と前記芯体側溝とに係合するキー部材と、前記移動体と前記芯体とを係合させる係合部材と、を有している、拡径部削成装置。
続きを表示(約 700 文字)
【請求項2】
前記ストッパリングは、前記移動体の外周部分で軸方向に移動するスリーブと、前記スリーブを軸方向に付勢する第2付勢部材と、前記移動体に保持され、半径方向に移動可能な前記係合部材と、を備え、
前記係合部材は、球体で構成され、
前記芯体は、前記軸部の所定位置に前記球体が係合する凹状部を有し、
前記凹状部に前記球体が係合した状態で前記スリーブが前記付勢部材の付勢力で前記球体の外方に位置して前記球体と前記凹状部との係合状態を保つように構成されている、請求項1に記載の拡径部削成装置。
【請求項3】
前記キー部材は、前記移動体から前記本体側溝を介して前記芯体側溝に挿入され、
前記芯体側溝は、前記キー部材が先端方向端部に当接した状態で前記本体の先端方向に取り付けた前記カッターブレードの刃部が前記傾斜面に近接する位置となる長さで形成されている、請求項1又は2に記載の拡径部削成装置。
【請求項4】
前記ストッパリングは、前記移動体の前記キー部材が設けられた位置の周方向対向位置に前記球体を保持している、請求項3に記載の拡径部削成装置。
【請求項5】
前記芯体は、前記先端部から前記基端方向に延びる第1通路と、前記第1通路と連通して半径方向に延びる第2通路と、を有し、
前記本体は、前記第2通路と連通し、該本体の外面に開口する第3通路を有し、
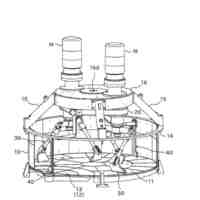
前記第3通路と連通する吸引通路を有し、前記本体の外周部に回動自在に備えられた吸塵部をさらに備えている、請求項1又は2に記載の拡径部削成装置。
発明の詳細な説明
【技術分野】
【0001】
本出願は、既設の下孔の内壁面に拡径部を削成する拡径部削成装置に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
従来、固化したコンクリート面に下孔を削成し、その下孔の内壁面に下孔径より直径の大きい拡径部を削成してアンカーボルト植設用孔を形成することが知られている。
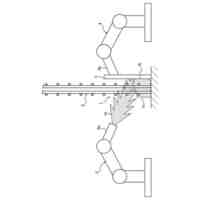
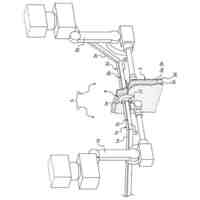
【0003】
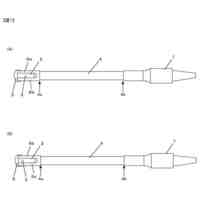
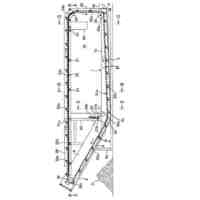
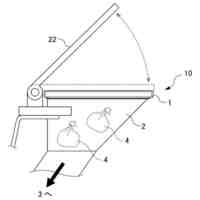
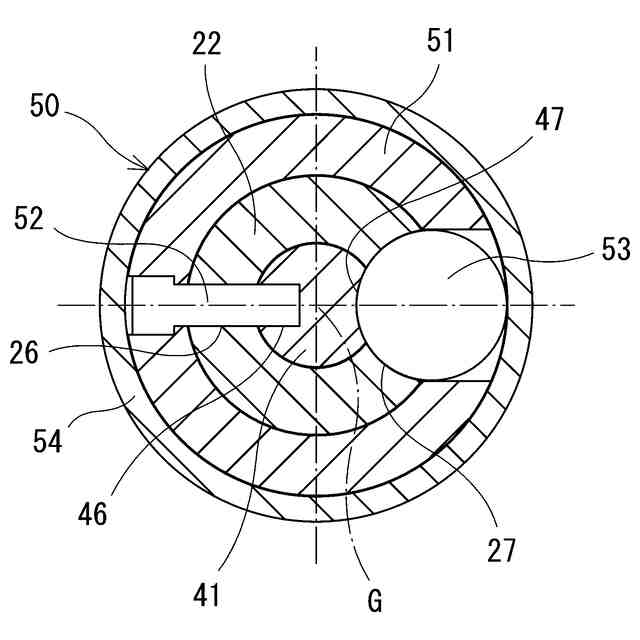
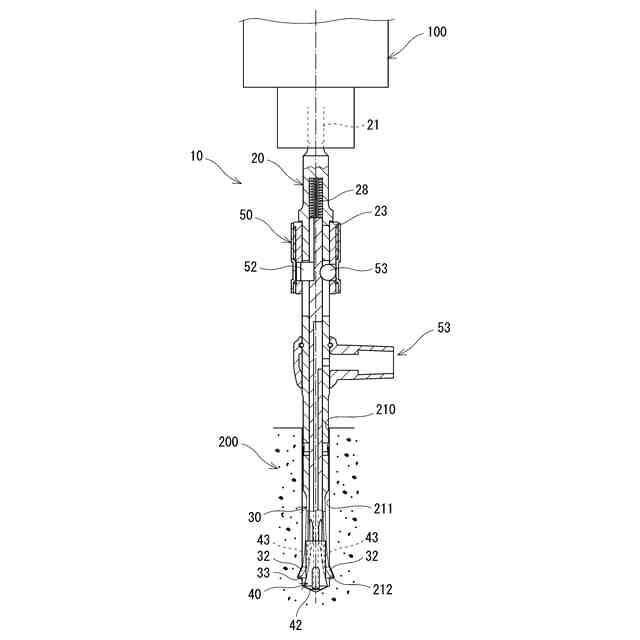
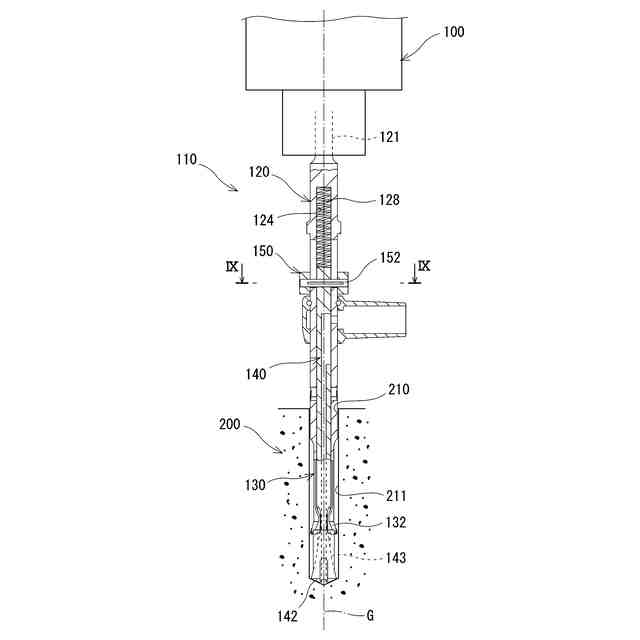
この種の先行文献として、本出願人が先に出願したアンカーボルト植設用孔の拡径部削成装置がある(例えば、特許文献1参照)。図7は、この拡径部削成装置110を示す正面視の断面図である。この拡径部削成装置110は、電動工具100に取り付けられるシャンク121を有する本体120と、本体120の軸方向ガイド孔124に沿って移動する芯体140と、芯体140の先端部142において芯体140の中心軸Gから離れる方向に傾斜する傾斜面143に沿って広がる切削部132を有するカッターブレード130と、本体120と芯体140との間に設けられて芯体140を先端方向に付勢するスプリング128と、芯体140とピン152で連結されて芯体140と一体的に本体120の軸方向に移動するストッパリング150と、を有している。図7は、拡径部削成装置110が被削成物であるコンクリート床200に設けられた下孔210に挿入された状態を示している。
【0004】
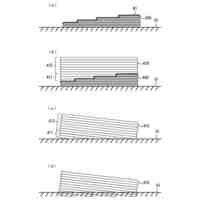
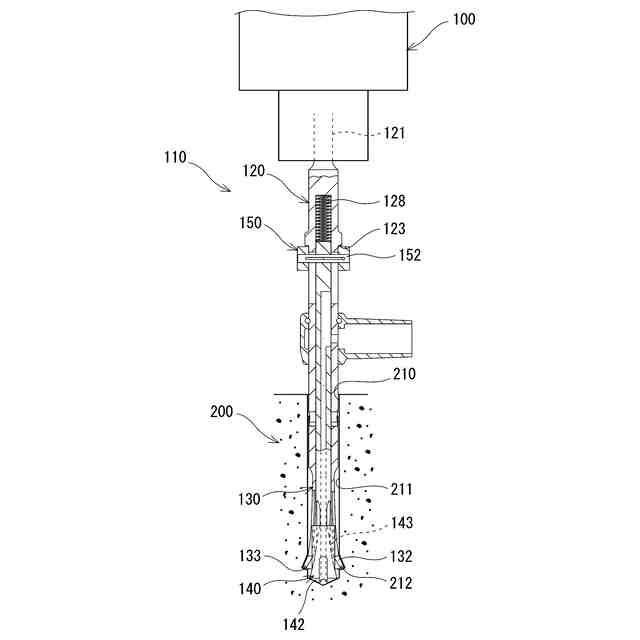
この拡径部削成装置110による拡径部212の削成は、図8に示すように、電動工具100で本体120を回転させながら先端方向に移動させることで、カッターブレード130の切削部132が芯体140の先端部142に備えられた傾斜面143に沿って広がりながら先端方向に移動する。そして、ストッパリング150が本体120の突起部123に当接するまで押し込むことで、下孔210の内壁面211を切削部132の刃部133で切削して拡径部212を削成できる。
【先行技術文献】
【特許文献】
【0005】
実用新案登録第2564100号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ところで、カッターブレード130は、切削部132に設けられた刃部133が回転しながら先端方向に移動して内壁面211を切削するので刃部133が摩耗する。また、芯体140は、先端部142が下孔210に接した状態で回転するので先端部142が摩耗する。このため、カッターブレード130および芯体140は、消耗部品として扱われ、必要に応じて交換する必要がある。
【0007】
しかし、上記拡径部削成装置110は、図9に示すように、本体120と芯体140およびストッパリング150とがピン152で連結されているため、ピン152は本体120を介してカッターブレード130で拡径部212を削成するときの切削反力を回転方向の力として受ける。しかも、拡径部212の削成は、カッターブレード130の切削部132を芯体140の傾斜面143に沿って広げながら先端方向に移動させることで削成される。このため、ピン152は、芯体140と本体120からの軸方向の力も受ける。
【0008】
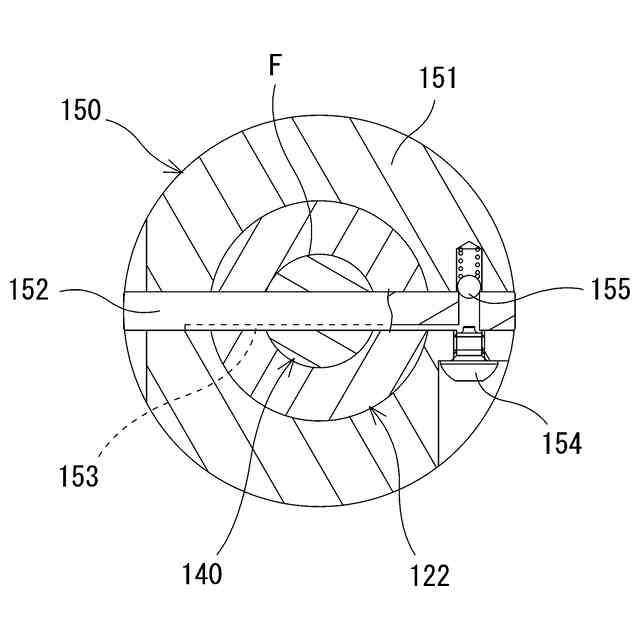
その上、ピン152は、回転方向の力を受けながら軸方向の大きさの力を本体120の大径部122と芯体140とから受けるため、これらの接触面Fで固着してしまう場合がある。また、ピン152は、これらの大きな力で変形する場合もある。このため、芯体140およびカッターブレード130の交換時にピン152の抜き取り作業に多くの時間を要する場合がある。また、ピン152は、作業時の振動などで脱落しないように溝153と、ビス154、スプリングで押された鋼球155を有しており、変形していない場合でも、抜き取り作業に時間を要する。このように、従来の拡径部削成装置110は、消耗部品の交換に多くの時間と労力を要する場合がある。
【0009】
そこで、本出願は、消耗部品の交換が短時間で容易に行える拡径部削成装置を提供することを目的とする。
【課題を解決するための手段】
【0010】
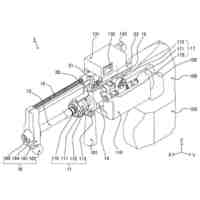
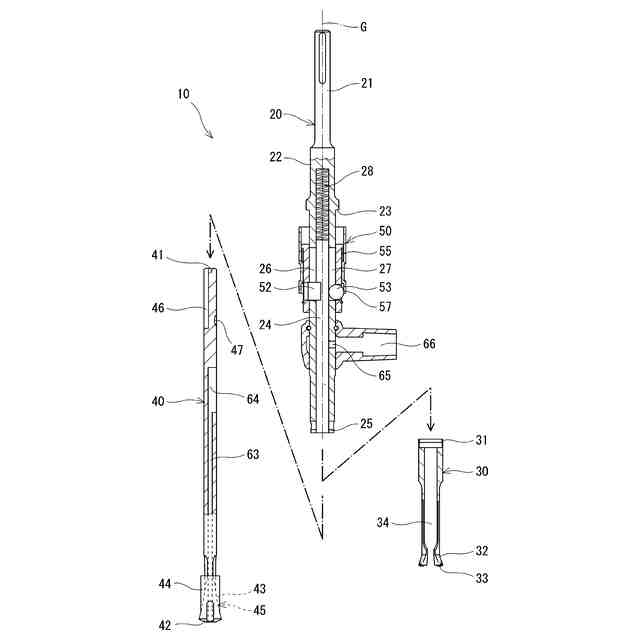
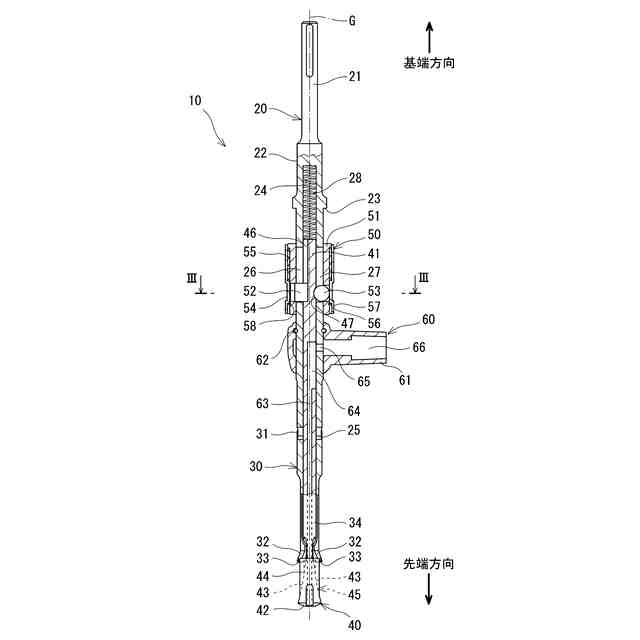
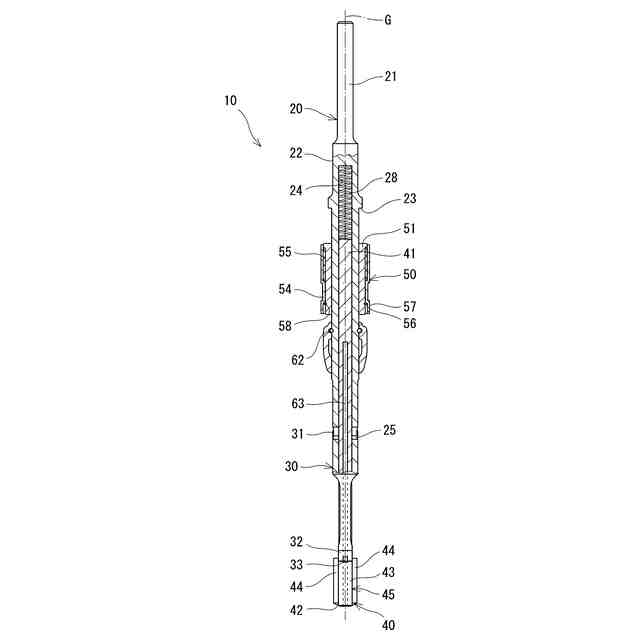
本出願の一態様に係る拡径部削成装置は、下孔の内壁面に拡径部を削成する拡径部削成装置であって、先端方向に設けられた軸方向ガイド孔を有する本体と、前記軸方向ガイド孔に沿って軸方向に移動する軸部と、前記軸部の先端方向に設けられた先端部と、前記先端部に設けられ、先端方向に向かって前記軸部の中心軸から離れる方向に傾斜する傾斜面が設けられた傾斜ガイド部と、を有する芯体と、前記傾斜面に沿って先端方向に移動することで広がる切削部を有し、前記本体の先端に取り付けるカッターブレードと、前記本体と前記芯体との間で前記芯体を先端方向に付勢する第1付勢部材と、前記本体に沿って軸方向に移動する移動体を有するストッパリングと、を備え、前記本体は、前記カッターブレードの軸方向移動量で軸方向に延びる本体側溝を有し、前記芯体は、前記カッターブレードの軸方向移動量で前記軸部の基端方向に設けられ、軸方向に延びる芯体側溝を有し、前記ストッパリングは、前記移動体から前記中心軸の方向に突出して前記本体側溝と前記芯体側溝とに係合するキー部材と、前記移動体と前記芯体とを係合させる係合部材と、を有している。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
峰岸株式会社
ドリルビット
6か月前
株式会社大林組
形成方法
7か月前
株式会社丸高工業
湿式穿孔工具
6か月前
株式会社大林組
積層材成型方法
5日前
株式会社コンセック
ワイヤーソー装置
8か月前
株式会社大林組
形成方法及び形成装置
6か月前
株式会社大林組
構造体の製造方法
2か月前
株式会社シブヤ
穿孔装置
1か月前
株式会社大林組
構造体の製造方法
2か月前
モリ技巧株式会社
コンクリートスラリー処理装置
8か月前
セレンディクス株式会社
建築物の製造方法
11日前
株式会社奥村組
積層コンクリート集合体の養生方法
4か月前
株式会社マキタ
作業機
8か月前
芝浦メカトロニクス株式会社
基板分離装置
4か月前
株式会社Polyuse
造形物の製造方法
6か月前
株式会社Polyuse
構造物の製造方法
6か月前
戸田建設株式会社
打設現場におけるスランプの調整方法
2か月前
本多産業株式会社
コンクリート離型剤
1か月前
鹿島建設株式会社
フレッシュコンクリートの製造方法
3か月前
カヤバ株式会社
ミキサドラム制御装置
7か月前
株式会社エンプラス
流体取扱装置
8か月前
株式会社熊谷組
骨材管理システムおよび骨材管理方法
6日前
鹿島建設株式会社
境界ブロックの製作方法および境界ブロック
2か月前
株式会社大林組
構造物形成方法及び構造物形成システム
2か月前
カヤバ株式会社
ミキサドラムの制御装置
4か月前
株式会社冨士機
生コンクリート製造プラント
8か月前
株式会社オーイケ
コンクリート製品の蒸気養生システムおよび方法
3か月前
鉄建建設株式会社
鉄筋コンクリート構造物の製造方法
6か月前
独立行政法人国立高等専門学校機構
砂粒子の硬化成形物の製造方法
3か月前
株式会社大林組
硬化体製造方法及び硬化体製造システム
2か月前
三和機材株式会社
バッチャープラントのセメントミルク製造方法
1か月前
カヤバ株式会社
ミキサドラムの跳ね上げ抑制装置
2か月前
積水ハウス株式会社
弾性部材およびコンクリートパネルの並設方法
2か月前
株式会社日本触媒
リチウムイオン伝導シートの製造方法
5か月前
ケイミュー株式会社
板状基材及び板状基材の製造方法
3か月前
株式会社桂機械製作所
コンクリートミキサ及びコンクリート製造方法
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ