TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025096160
公報種別
公開特許公報(A)
公開日
2025-06-26
出願番号
2024193635
出願日
2024-11-05
発明の名称
傾斜圧延設備、傾斜圧延方法および金属管の製造方法
出願人
JFEスチール株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
B21B
19/06 20060101AFI20250619BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】傾斜圧延設備、傾斜圧延方法および金属管の製造方法の提供を目的とする。
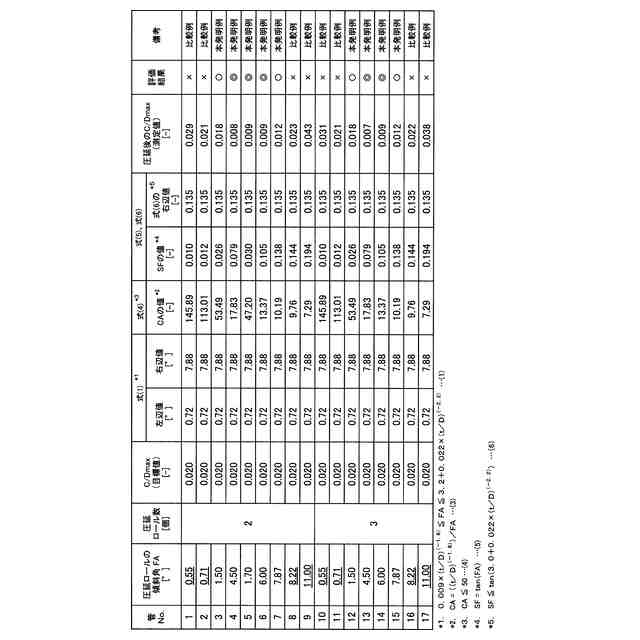
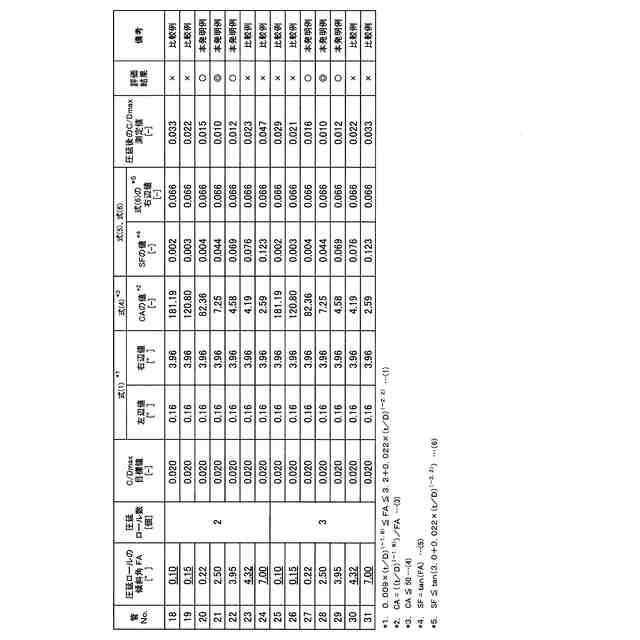
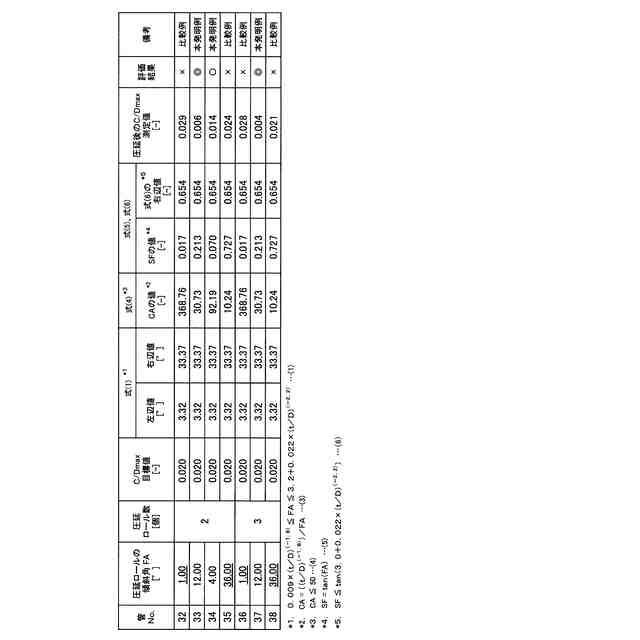
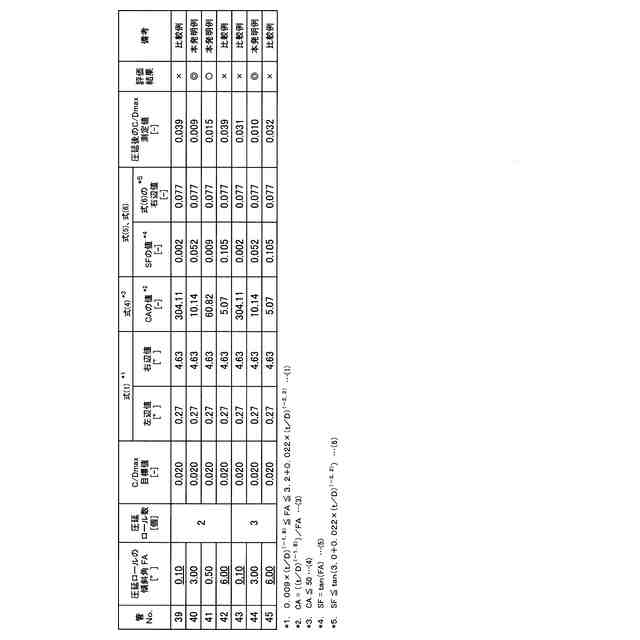
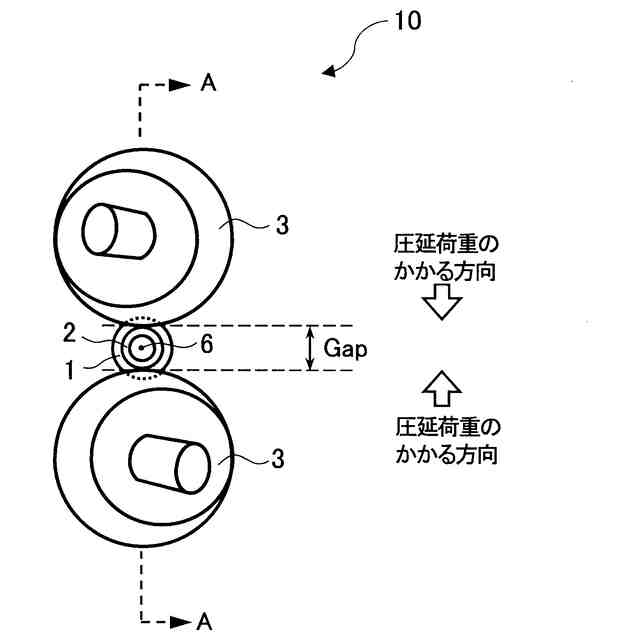
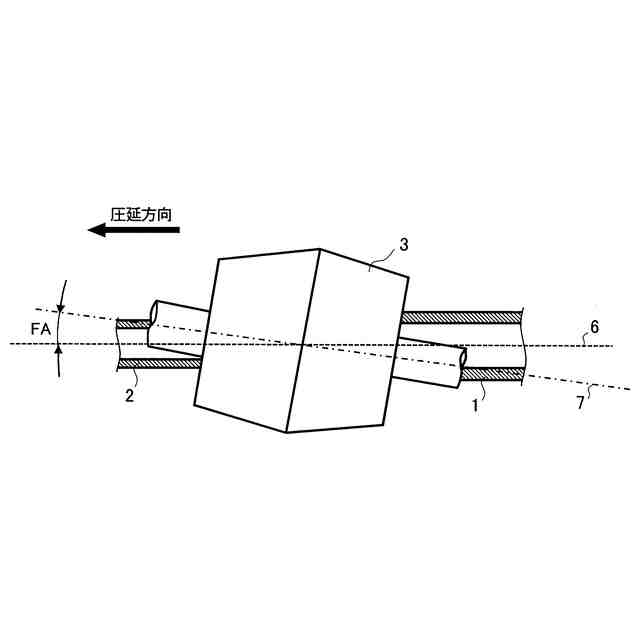
【解決手段】本発明の傾斜圧延設備は、パスラインを中心とした円周上に傾斜して配設された2個以上の圧延ロールを備え、2個以上の圧延ロールの傾斜角を制御する制御手段を有し、制御手段は式(1)を満たすように2個以上の圧延ロールの傾斜角を設定する。
0.009×(t/D)
(-1.8)
≦FA≦3.2+0.022×(t/D)
(-2.2)
…(1)
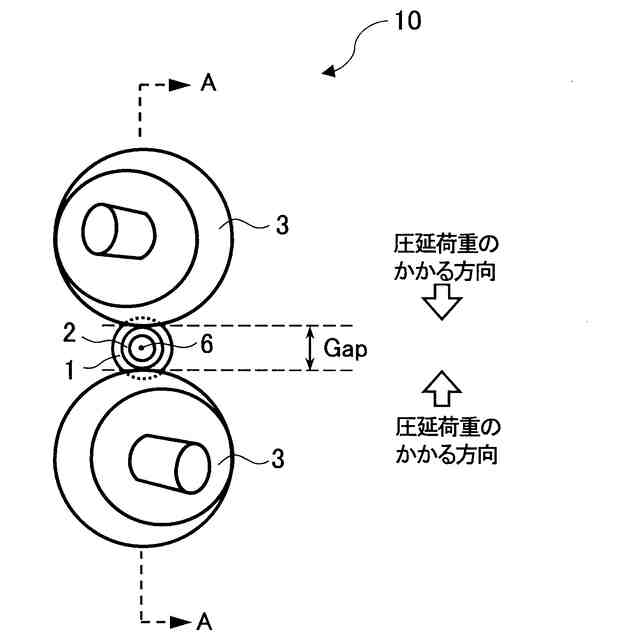
【選択図】図1
特許請求の範囲
【請求項1】
パスラインを中心とした円周上に傾斜して配設された2個以上の圧延ロールを備える傾斜圧延設備であって、
前記2個以上の圧延ロールの傾斜角を制御する制御手段を有し、
前記制御手段は、式(1)を満たすように前記2個以上の圧延ロールの傾斜角を設定する、傾斜圧延設備。
0.009×(t/D)
(-1.8)
≦FA≦3.2+0.022×(t/D)
(-2.2)
…(1)
ここで、式(1)に示す、
t:予め設定された圧延開始前の素管の肉厚[mm]、
D:予め設定された圧延開始前の素管の管軸方向垂直断面における外直径[mm]、
FA:圧延ロールの傾斜角[°]、である。
続きを表示(約 680 文字)
【請求項2】
前記制御手段は、さらに、
圧延時における、前記圧延ロールと被圧延管の管表面との接触範囲の大きさをCAとするとき、式(3)で表されるCAの値が式(4)を満たすように前記2個以上の圧延ロールの傾斜角を設定する、請求項1に記載の傾斜圧延設備。
CA=((t/D)
(-1.8)
)/FA …(3)
CA≦50 …(4)
ここで、各式に示す、
CA:前記接触範囲の大きさを表すパラメータ[-]、
t:予め設定された圧延開始前の素管の肉厚[mm]、
D:予め設定された圧延開始前の素管の管軸方向垂直断面における外直径[mm]、
FA:圧延ロールの傾斜角[°]、である。
【請求項3】
請求項1または請求項2に記載の傾斜圧延設備を用いた傾斜圧延方法であって、
素管を、管周方向に回転させると共に管軸方向に進行させながら圧延するに際し、前記制御手段により、前記2個以上の圧延ロールの傾斜角を制御する、傾斜圧延方法。
【請求項4】
請求項1または請求項2に記載の傾斜圧延設備を用いて金属管を製造する金属管の製造方法であって、
素管を管周方向に回転させると共に管軸方向に進行させながら、前記2個以上の圧延ロールのロールギャップに当該素管を通過させて圧延を施すことで金属管とする圧延工程を有し、
前記圧延工程では、前記制御手段により前記2個以上の圧延ロールの傾斜角を制御し、当該傾斜角で素管に圧延を施す、金属管の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、金属管を圧延する傾斜圧延設備、傾斜圧延方法および金属管の製造方法に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
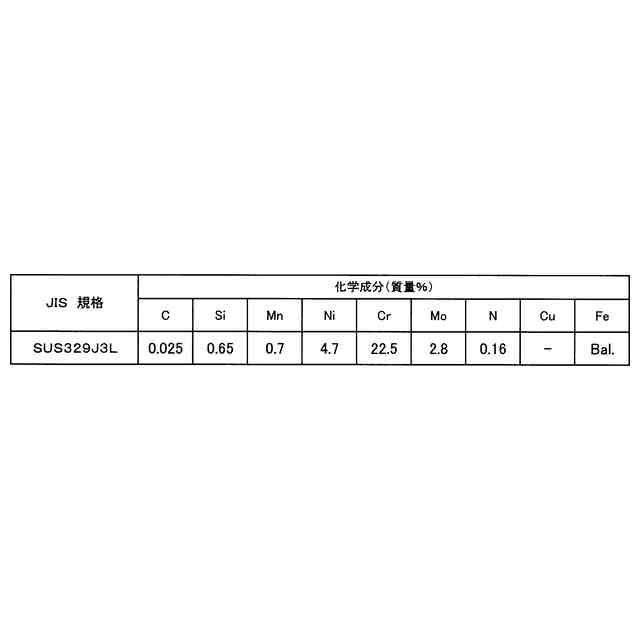
シームレス金属管製品を使用する分野において、特に優れた耐食性と高強度が求められる分野では、耐食性能を向上させるために、Cr、Mo、Ni等の耐食性向上元素を多く添加した2相ステンレス鋼(具体的にはJIS G3459 SUS 329J1、329J3L、329J4L相当)やオーステナイト系ステンレス鋼(具体的にはJIS G3459 SUS 301、302、304、305、309、310、312、315、316、317、836、890、321、347相当)のシームレス鋼管ならびにNi基合金(具体的にはJIS H4552 NW4400、NW6007、NW0276、NW6022、NW6002相当)のシームレス管が使用されている。
【0003】
これらの鋼種および合金は、優れた耐食性能を発揮させるために添加される合金元素を多量に含有する。そのため、組織としては、オーステナイト相単相またはオーステナイト相を多く含む多相組織となる。結晶構造が面心立方格子(fcc)構造であるオーステナイト相は、低温~常温程度の使用環境では、結晶構造が体心立方格子(bcc)構造であるフェライト相やマルテンサイト相に比べて、降伏強度が低い場合が多い。そのため、オーステナイト相が含まれる材料で、更に高い降伏強度が求められる場合には、当該材料に冷間で加工を付加し、加工による転位強化を利用して高降伏強度化を図っている。
【0004】
例えば、油井管などに使われる高強度高耐食性鋼管では、冷間引抜加工や冷間ピルガー加工といった冷間加工が多用されており、降伏強さが125ksi以上である高強度鋼管が実用化されている(非特許文献1を参照)。
【0005】
非特許文献1に記載の冷間引抜加工法は、鋼管長手方向の強度向上に加え、鋼管の長手方向における肉厚分布の均一化にも有効な手法である。しかしながら、引抜加工前に、鋼管の軟化熱処理や、酸洗、潤滑被膜付与のための化成処理や、引抜時のつかみ部を作るための管端加工などの多くのプロセスが必要となる。また、引抜加工に必要な圧力の制限や工具への焼付き防止の観点から、減肉率が20%程度しか得られない。さらに、1回の引抜加工で減肉量が足りない場合は、再度前述の軟化熱処理からの一連のプロセスを繰り返す必要がある。また、引抜加工後の鋼管の形状は引抜に使用される工具寸法により一義的に決定されるため、サイズ変更の際には工具の交換が必要となり、少量多品種の製造には不向きである。さらに、引抜加工を実施する際に必要なプロセスが多いため、設備投資やエネルギー消費量も多大になるという問題がある。
【0006】
一方の冷間ピルガー加工は、鋼管の予備処理が不要で、かつ高い減肉率が得られる。しかしながら、1パスでの送り量が数十mmと小さく、生産能率が悪い。また、圧延ロールの形状が複雑であり、工具製造負荷(具体的には、圧延ロールを製造するための作業負荷や経済的負荷)が大きい。
【0007】
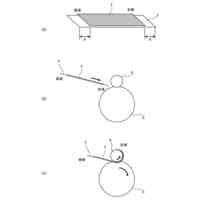
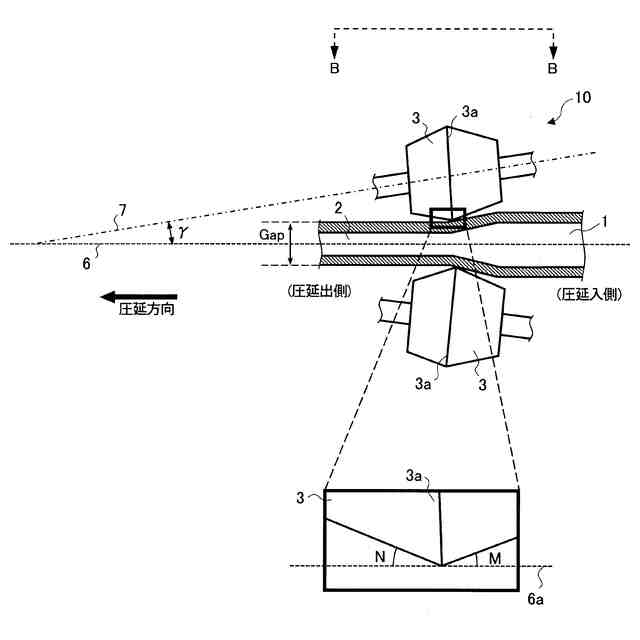
これらの問題を解決する技術として、例えば特許文献1が挙げられる。特許文献1に記載の技術では、回転軸が金属管の圧延パス方向センターライン(以下、「パスライン」と称する場合もある)に対して傾斜して配置した2個以上の圧延ロールを有する傾斜圧延機のロールギャップに、金属管を通過させて圧延する冷間圧延方法を提案している。これにより、加工前の被圧延管に対し表面被膜付与や、管端の加工などの予備処理を必要とせず、かつ高い加工能率で冷間加工による金属管の強度向上が可能になり、環境保護や、産業上において良好な効果を得られるとしている。また、内面を自由変形とすることで工具に生ずる面圧が過大になることを防ぎ、冷間引抜で発生する焼き付きのような表面疵の発生もなく所望の加工歪みを付加できるため、多品種少量生産にも好適である。
【先行技術文献】
【特許文献】
【0008】
特許第6432614号公報
【非特許文献】
【0009】
日本鉄鋼協会、「鋼管の製造技術の現状と将来」、社団法人 日本鉄鋼協会出版、昭和61年5月6日、p.115-145
【発明の概要】
【発明が解決しようとする課題】
【0010】
上述のように、特許文献1に記載の冷間圧延方法には種々の利点がある。しかしながら、特許文献1で用いられる傾斜圧延機は、圧延の際に、圧延ロールからの圧延荷重によって管周方向に大きな応力が付与され、管材に過大な変形が加わる恐れがある。それゆえに、特許文献1では、圧延後の金属管の断面形状をより真円に近づけること、すなわち金属管の真円度を向上させる技術としては、まだ十分とは言えない。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
棒鋼連続引抜装置
4か月前
個人
ヘッダー加工機
1か月前
株式会社オプトン
曲げ加工装置
4か月前
株式会社不二越
NC転造盤
4か月前
日東精工株式会社
中空軸部品の製造方法
25日前
株式会社不二越
NC転造盤
11日前
日伸工業株式会社
プレス加工装置
25日前
トヨタ紡織株式会社
プレス金型
3か月前
株式会社西田製作所
パンチャーヘッド
2か月前
トヨタ紡織株式会社
プレス装置
2か月前
トヨタ紡織株式会社
プレス金型
1か月前
工機ホールディングス株式会社
ニブラ
2か月前
東栄工業株式会社
ダブルデッキヘミング金型
21日前
株式会社アマダ
曲げ加工機
4か月前
株式会社トラバース
パンチング加工装置
2か月前
トヨタ自動車株式会社
打ち抜き加工方法
2か月前
株式会社アマダ
曲げ加工機
1か月前
株式会社TMEIC
監視装置
3か月前
トヨタ自動車株式会社
電磁鋼板の成形方法
20日前
株式会社不二越
転造加工用平ダイス
3か月前
浙江飛剣工貿有限公司
二重片口の製造方法
1か月前
トヨタ紡織株式会社
プレス金型装置
2か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
3か月前
ユニオンツール株式会社
転造ダイスセット
19日前
株式会社吉野機械製作所
プレス機械
1か月前
株式会社エナテック
製品分離システム
4か月前
本田技研工業株式会社
鍛造用金型
4か月前
株式会社TMEIC
誘導加熱装置
28日前
株式会社TMEIC
制御システム
26日前
トックス プレソテクニック株式会社
接合装置
4か月前
日本製鉄株式会社
圧延装置
4か月前
トヨタ自動車株式会社
歯形を鍛造成形する方法
3か月前
日産自動車株式会社
金属板の曲げ加工方法
2か月前
トヨタ紡織株式会社
パンチ及びプレス金型
2か月前
JFEスチール株式会社
板巻き加工品の製造方法
2か月前
三協オイルレス工業株式会社
リフタユニット
18日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ