TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025095412
公報種別
公開特許公報(A)
公開日
2025-06-26
出願番号
2023211394
出願日
2023-12-14
発明の名称
プログラム、情報処理装置及び情報処理方法
出願人
日本製鋼所M&E株式会社
,
国立大学法人室蘭工業大学
代理人
個人
,
個人
主分類
C21C
7/00 20060101AFI20250619BHJP(鉄冶金)
要約
【課題】作業者毎の作業のバラツキを抑制できるプログラム、情報処理装置及び情報処理方法を提供する。
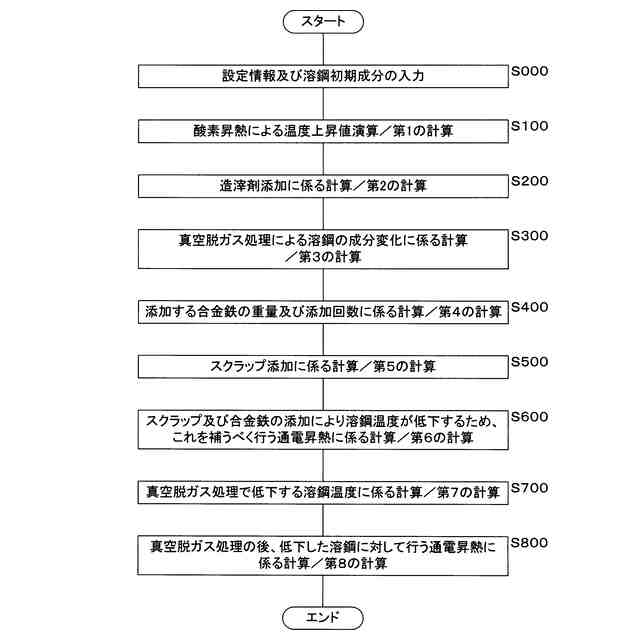
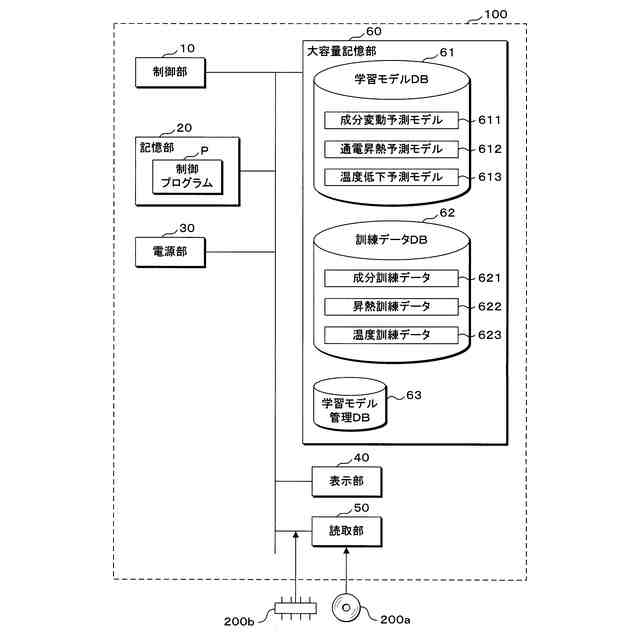
【解決手段】精錬初期に溶鋼温度を上昇させる酸素昇熱作業に係る第1の計算と、造滓剤添加作業に係る第2の計算と、 真空脱ガス処理による溶鋼の成分変化に係る第3の計算と、合金鉄の添加に係る第4の計算と、スクラップの添加に係る第5の計算と、合金鉄及びスクラップの添加に伴う溶鋼温度の低下を補う通電昇熱に係る第6の計算と、真空脱ガス処理で低下する溶鋼温度に係る第7の計算と、真空脱ガス処理による溶鋼温度の低下を補う通電昇熱に係る第8の計算とを、コンピュータ(情報処理装置)が実行する。
【選択図】図16
特許請求の範囲
【請求項1】
精錬初期に溶鋼温度を上昇させる酸素昇熱作業に係る第1の計算と、
造滓剤添加作業に係る第2の計算と、
真空脱ガス処理による溶鋼の成分変化に係る第3の計算と、
合金鉄の添加に係る第4の計算と、
スクラップの添加に係る第5の計算と、
合金鉄及びスクラップの添加に伴う溶鋼温度の低下を補う通電昇熱に係る第6の計算と、
真空脱ガス処理で低下する溶鋼温度に係る第7の計算と、
真空脱ガス処理による溶鋼温度の低下を補う通電昇熱に係る第8の計算と
を実行し、
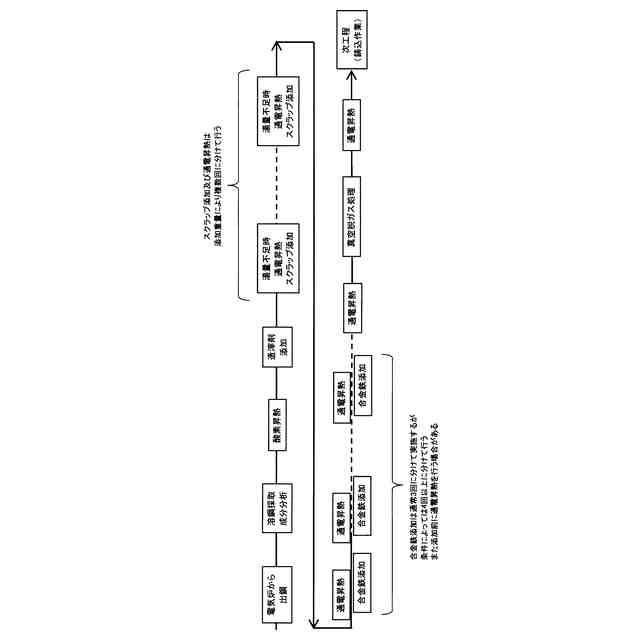
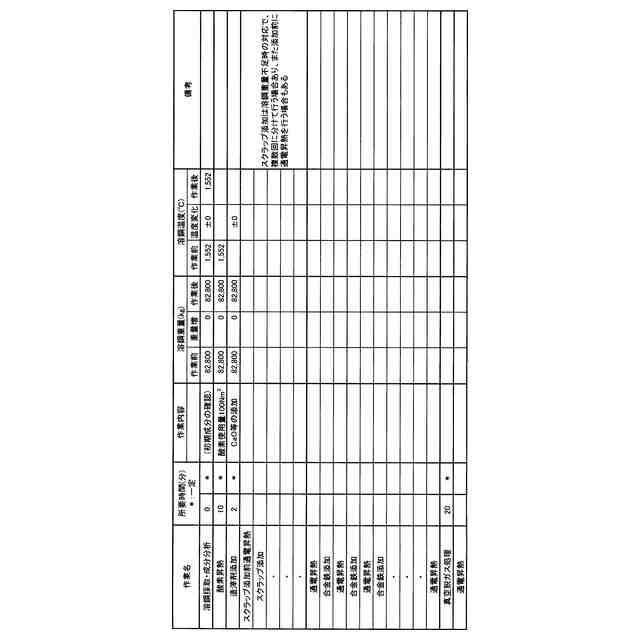
酸素昇熱作業・造滓剤添加作業・スクラップ添加作業・合金鉄添加作業・真空脱ガス処理作業・通電昇熱作業に必要な所要時間を求め、スクラップの添加重量、添加する合金鉄の種類・添加重量・添加回数を求めて、精錬工程全体のスケジューリングを行う処理を
コンピュータに実施させるプログラム。
続きを表示(約 1,600 文字)
【請求項2】
前記第1の計算では、溶鋼の初期重量及び酸素使用量から酸素昇熱作業で上昇する溶鋼温度を計算する請求項1に記載のプログラム。
【請求項3】
前記第2の計算では、溶鋼に造滓剤を添加する作業の所要時間を与える請求項1に記載のプログラム。
【請求項4】
前記第3の計算では、精錬初期の溶鋼成分量、精錬初期の溶鋼重量、造滓剤使用量及び真空脱ガス条件を含む第1入力データを取得し、第1入力データを入力した場合に真空脱ガス処理後の成分変動量を出力するように学習された第1学習モデルに、取得した前記第1入力データを入力することにより真空脱ガス処理後の成分変動量を出力する請求項1に記載のプログラム。
【請求項5】
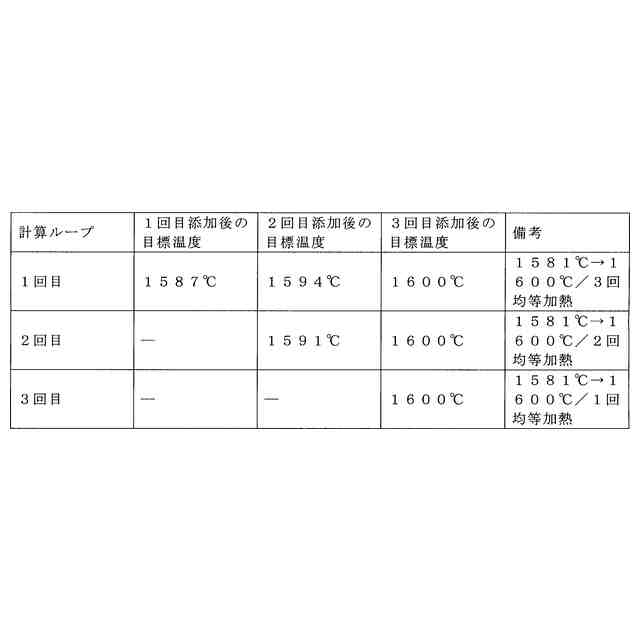
前記第4の計算では、溶鋼における対象成分の目標量と、精錬初期の溶鋼成分量と、算出された真空脱ガス処理後の成分変動量とに基づいて前記合金鉄の添加重量を算出し、1回の添加で許容される最大添加重量を上回ることが無いよう、それぞれの添加時の添加重量と添加回数とを算出する請求項4に記載のプログラム。
【請求項6】
前記第5の計算では、精錬初期の溶鋼重量と、精錬終了後の溶鋼の目標重量と、算出された合金鉄の添加重量とに基づいて前記スクラップの添加重量を算出する請求項5に記載のプログラム。
【請求項7】
前記第6の計算では、精錬初期の溶鋼温度と前記合金鉄の添加重量及び前記スクラップの添加重量とに基づいて溶鋼温度の低下値を算出し、最低許容温度を下まわることが無いように通電昇熱の要否を判断し、通電昇熱が必要な場合は通電目標温度を設定した上で、取鍋炉を特定する情報、通電前の溶鋼温度、及び通電目標温度を含む第2入力データを取得し、第2入力データを入力した場合に通電時の溶鋼の上昇温度を出力するように学習された第2学習モデルに、取得した前記第2入力データを入力することにより得られる通電時の上昇温度を用いて通電時間を求める請求項1に記載のプログラム。
【請求項8】
前記第7の計算では、取鍋炉を特定する情報、精錬初期の溶鋼重量及び溶鋼温度、真空脱ガス処理開始目標温度、精錬終了目標温度、並びに造滓剤使用量を含む第3入力データを取得し、第3入力データを入力した場合に真空脱ガス処理による溶鋼温度の低下値を出力するよう学習された第3学習モデルに、取得した前記第3入力データを入力することにより真空脱ガスによる溶鋼温度の低下値を求める請求項1に記載のプログラム。
【請求項9】
前記第8の計算では、取鍋炉を特定する情報、通電前の溶鋼温度、及び通電目標温度を含む第2入力データを取得し、第2入力データを入力した場合に通電時の溶鋼の上昇温度を出力するように学習された第2学習モデルに、取得した前記第2入力データを入力することにより得られる通電時の上昇温度を用いて通電時間を求める請求項1に記載のプログラム。
【請求項10】
前記スケジューリングでは、予め定められた酸素昇熱作業及び造滓剤添加作業の所要時間と、前記第4の計算で得られた合金鉄添加回数を用いて算出される合金鉄の添加作業時間と、前記第5の計算で得られたスクラップ添加回数を用いて算出されるスクラップの添加作業時間と、前記第6の計算で得られた通電昇熱に要する通電時間と、予め定められた真空脱ガス処理時間と、前記第8の計算で得られた真空脱ガス処理後の通電昇熱に要する通電時間とを時系列に組み合わせるとともに、
前記第3の計算では真空脱ガス処理前後での溶鋼の成分量の変化を予測し、前記第4の計算では添加する合金鉄の重量及び添加回数を計算し、前記第5の計算では添加するスクラップの重量及び回数を計算することにより、
精錬工程作業の詳細内容を事前に予測して作業者を支援することが可能である請求項1から請求項9の何れか一項に記載のプログラム。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、溶鋼の精錬工程のスケジューリングに係るプログラム、情報処理装置及び情報処理方法に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
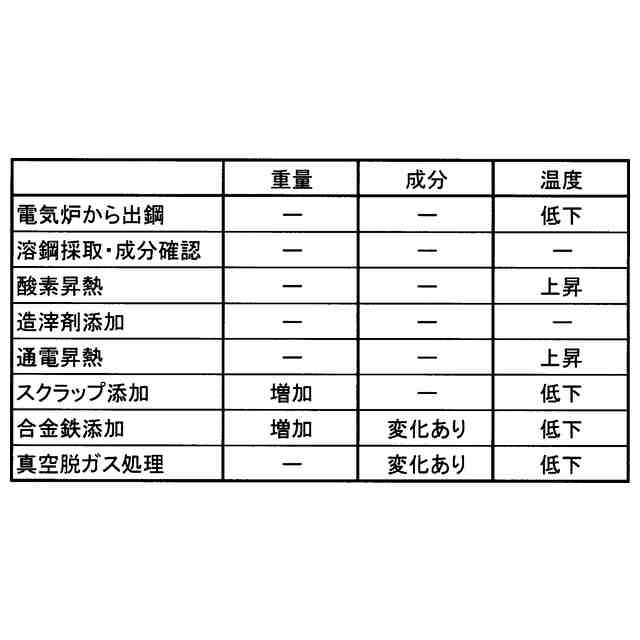
溶鋼の精錬工程では、転炉、電気炉などで溶製された溶鋼を取鍋に出鋼し、造滓剤添加、スラグ脱酸、真空脱ガス処理等を行いながら溶鋼中の酸素を低減し、これらと並行して、湯量不足時のスクランプ添加及び合金鉄添加を行いながら溶鋼の重量及び成分の調整を行う。更に、溶鋼温度に関して、取鍋内に出鋼してから精錬工程が終了するまで良好な温度を維持するだけでなく、加えて精錬工程の後に行う鋳込み作業に必要な温度に調整するため、酸素昇熱及び通電昇熱と呼ばれる作業により溶鋼の温度管理を行う。したがって精錬工程とは、溶鋼の重量・化学成分・温度管理という3項目を並行して調整する複雑な作業である。
【0003】
そのため、例えば特許文献1では推定したスラグ成分を用いて、決定されている合金投入量が投入された後の溶鋼成分を予測して、予測された溶鋼成分が目標成分値に到達した時の合金の投入量に基づき成分調整を行う成分調整方法が開示されている。
【0004】
また特許文献2では、所定の計算式を用いて計算を行うことによって、真空脱ガス処理前の溶鋼温度及び溶鋼重量と、耐火物温度と、処理時間とから真空脱ガス後の温度を予測する溶鋼温度の管理方法が開示されている。
【先行技術文献】
【特許文献】
【0005】
特開平07-316628号公報
特開平09-078122号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、これらの文献は溶鋼の重量・化学成分・温度管理の3項目全てを管理する方法ではなく、実際の作業では、作業者の熟練度等の違いによって作業にバラツキが生じ、安定した品質確保の障害となる可能性が考えられる。
【0007】
一方で、作業のバラツキを抑制するためには、精錬工程の全般に亘って作業を支援する必要があるが、特許文献1は成分調整方法に限られた内容であり、特許文献2は溶鋼の温度管理に限られた内容であり、上述の課題を解決しきれない可能性がある。
【0008】
本開示は、斯かる事情に鑑みてなされたものであり、その目的とするところは、精錬工程における作業者毎の作業のバラツキを抑制できるプログラム、情報処理装置及び情報処理方法を提供することにあり、具体的には溶鋼の重量・化学成分・温度管理の3項目を全て支援することを特徴とする。
【課題を解決するための手段】
【0009】
本開示に係るプログラムは、精錬工程における各作業に係る計算をコンピュータに実行させて、酸素昇熱作業・造滓剤添加作業・スクラップ添加作業・合金鉄添加作業・真空脱ガス処理作業・通電昇熱作業に必要な所要時間を求め、スクラップの添加重量、添加する合金鉄の種類・添加重量・添加回数を求めて、精錬工程全体のスケジューリングを行う処理をコンピュータに実施させる。
【発明の効果】
【0010】
本開示によれば、精錬工程における全工程で作業者の作業を支援でき、作業者毎の作業のバラツキを抑制できる。
【図面の簡単な説明】
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPatで参照する
関連特許
新和環境株式会社
炉システム
3か月前
新和環境株式会社
炉システム
3か月前
株式会社戸畑製作所
高炉用羽口
5か月前
日本製鉄株式会社
転炉精錬方法
3か月前
日本製鉄株式会社
溶銑の脱硫方法
5か月前
日本製鉄株式会社
溶鋼の製造方法
4か月前
個人
製鋼用副資材及びその製造方法
5か月前
中外炉工業株式会社
連続式熱処理炉
1か月前
日本製鉄株式会社
スラグの排出方法
4か月前
富士電子工業株式会社
焼き入れ装置
4か月前
株式会社伊原工業
還元鉄の製造方法
3か月前
バイオメッド バレー ディスカバリーズ,インコーポレイティド
C21H22Cl2N4O2の結晶形態
27日前
中外炉工業株式会社
前処理装置
15日前
日本製鉄株式会社
溶銑の予備処理方法
1日前
株式会社デンケン
高温炉
3か月前
大同特殊鋼株式会社
浸炭部材の製造方法
23日前
日本製鉄株式会社
脱りん方法
1か月前
東京窯業株式会社
溶鋼処理用の浸漬管
3か月前
東京窯業株式会社
溶鋼処理用の浸漬管
1日前
日本製鉄株式会社
高炉の操業方法
2か月前
日本製鉄株式会社
高炉の操業方法
1か月前
日本製鉄株式会社
高炉の操業方法
1か月前
日本製鉄株式会社
脱炭精錬方法
5か月前
富士電子工業株式会社
クランクシャフト支持装置
1か月前
日本製鉄株式会社
出銑口開孔装置および出銑口開孔方法
3か月前
日本製鉄株式会社
鋼の製造方法
15日前
日本製鉄株式会社
鋼の製造方法
2か月前
日本製鉄株式会社
棒製品の製造方法
15日前
日本製鉄株式会社
精錬用ランスおよび溶鋼の精錬方法
5か月前
株式会社神戸製鋼所
溶銑の脱りん方法
5か月前
JFEスチール株式会社
高強度鋼板の製造方法
5か月前
株式会社サンノハシ
金属加工品の製造方法
2か月前
トヨタ自動車株式会社
鋼板部品の製造方法及び製造装置
2か月前
日本製鉄株式会社
処理装置、処理方法、およびプログラム
4か月前
株式会社神戸製鋼所
取鍋への合金投入方法
今日
JFEスチール株式会社
高周波焼入部品の製造方法
5か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ