TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025094267
公報種別
公開特許公報(A)
公開日
2025-06-24
出願番号
2025056250,2024033779
出願日
2025-03-28,2017-11-01
発明の名称
軸肥大加工の加工条件設定方法、軸肥大加工方法及び軸肥大加工装置
出願人
高周波熱錬株式会社
代理人
弁理士法人航栄事務所
主分類
B21J
5/08 20060101AFI20250617BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】亀裂の有無の検査に要する時間及びコストを節減可能な軸肥大加工方法の加工条件設定方法、軸肥大加工方法及び軸肥大加工装置を提供する。
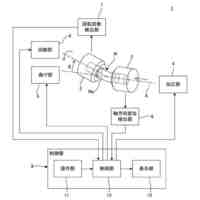
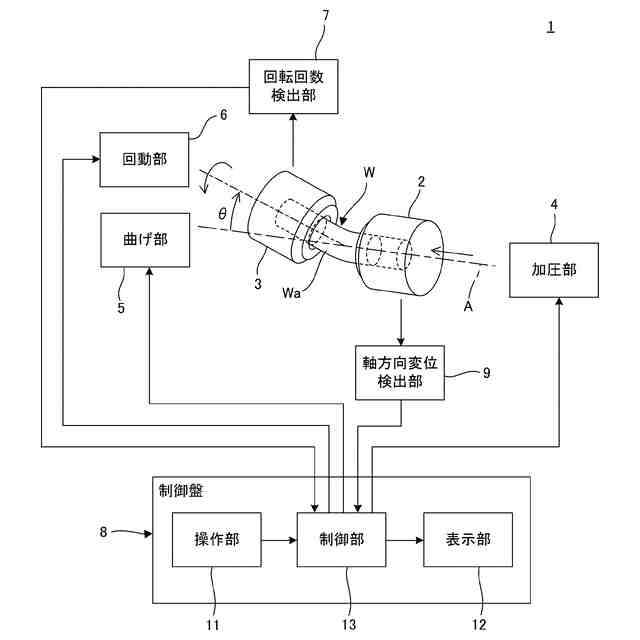
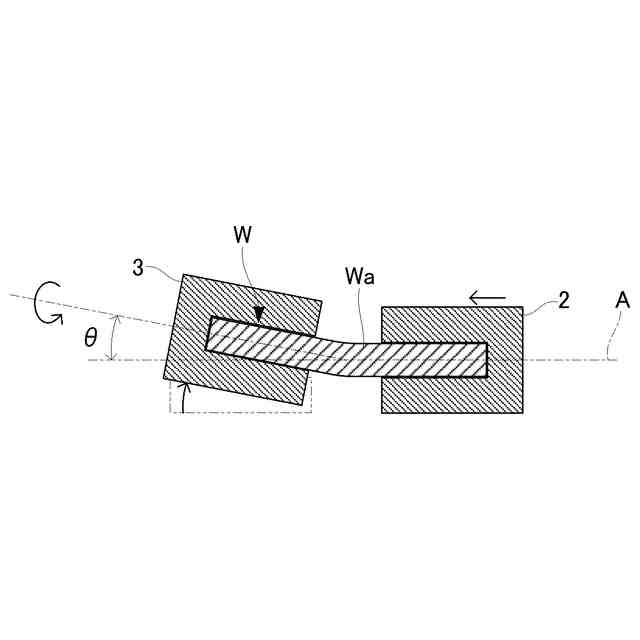
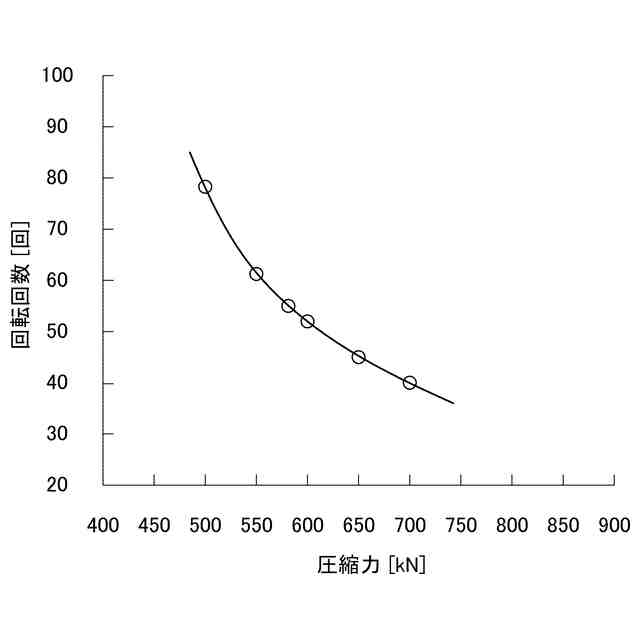
【解決手段】軸肥大加工装置1の制御部13は、加圧部4、曲げ部5、及び回動部6を制御し、一対の保持部2,3によって保持された軸材Wの中間部Waに軸方向の圧縮力と曲げ角度とを付与した状態で軸材Wを軸まわりに回転させることにより、軸材Wの中間部Waを所定の外径に肥大させ、回転回数検出部7によって検出される、軸材Wの中間部Waが所定の外径に肥大されるまでに要した軸材Wの回転回数に基づき、軸材Wの合否を判定する。
【選択図】図1
特許請求の範囲
【請求項1】
軸材の軸方向の中間部に軸方向の圧縮力と曲げ角度とを付与した状態で前記軸材を軸まわりに回転させることにより前記軸材の中間部を径方向に肥大させる軸肥大加工方法であって、
前記軸材の中間部を所定の外径に肥大させるまでに要した前記軸材の回転回数に基づき、前記軸材の合否を判定する軸肥大加工方法。
続きを表示(約 1,100 文字)
【請求項2】
請求項1記載の軸肥大加工方法であって、
前記軸材と同一材料且つ同一形状の試験軸材に対して軸肥大加工を行って得られた試験データであって、前記試験軸材の中間部を前記所定の外径に肥大させるまでに要した前記試験軸材の回転回数と、前記試験軸材の中間部と当該中間部を除く軸部との接続部における亀裂の発生確率との関係を示す試験データに基づき、前記接続部における亀裂の発生確率が閾値以下である許容回転回数を設定し、
前記軸材の回転回数が前記許容回転回数以下である場合に前記軸材を合格と判定し、前記軸材の回転回数が前記許容回転回数を超える場合に前記軸材を不合格と判定する軸肥大加工方法。
【請求項3】
請求項2記載の軸肥大加工方法であって、
前記試験データは、前記軸材に対する軸肥大加工と同じ曲げ角度で前記試験軸材に対して軸肥大加工を行って得られたものである軸肥大加工方法。
【請求項4】
請求項2又は3記載の軸肥大加工方法であって、
前記試験軸材に対して軸肥大加工を行って得られた試験データであって、前記試験軸材の中間部の加工前の外径に対する加工後の外径の比である肥大率と、前記試験軸材の中間部の外周部における亀裂の発生確率との関係を示す試験データに基づき、前記外周部における亀裂の発生確率が閾値以下である許容肥大率を設定し、
前記軸材の中間部を前記所定の外径に肥大させる際の前記軸材の中間部の肥大率を、前記許容肥大率以下とする軸肥大加工方法。
【請求項5】
軸材の軸方向の中間部に軸方向の圧縮力と曲げ角度とを付与した状態で前記軸材を軸まわりに回転させることにより前記軸材の中間部を径方向に肥大させる軸肥大加工方法であって、
前記軸材の中間部の加工前の外径に対する加工後の外径の比である肥大率に基づき、前記軸材の合否を判定する軸肥大加工方法。
【請求項6】
請求項5記載の軸肥大加工方法であって、
前記軸材と同一材料且つ同一形状の試験軸材に対して軸肥大加工を行って得られた試験データであって、前記試験軸材の中間部の加工前の外径に対する加工後の外径の比である肥大率と、前記試験軸材の中間部の外周部における亀裂の発生確率との関係を示す試験データに基づき、前記外周部における亀裂の発生確率が閾値以下である許容肥大率を設定し、
前記軸材の肥大率が、前記許容肥大率以下である場合に前記軸材を合格と判定し、前記軸材の肥大率が前記許容肥大率を超える場合に前記軸材を不合格と判定する軸肥大加工方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、軸肥大加工方法の加工条件設定方法、軸肥大加工方法及び軸肥大加工装置に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
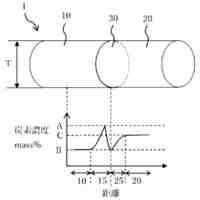
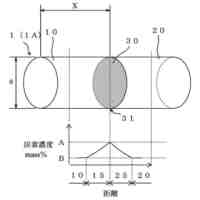
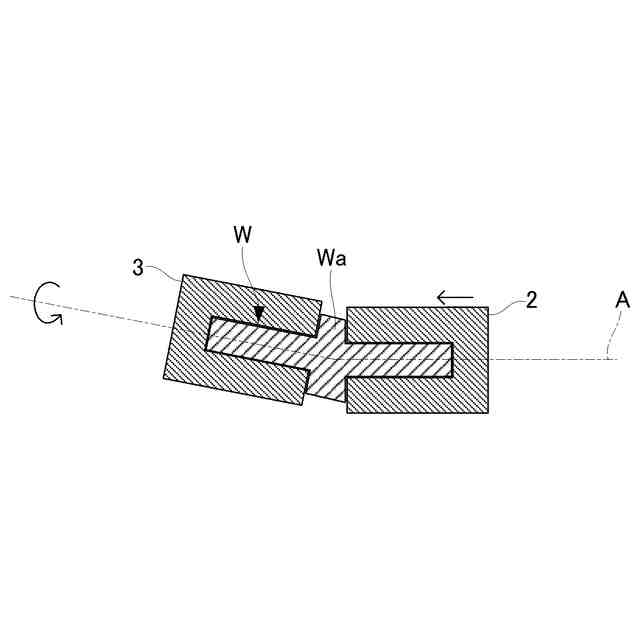
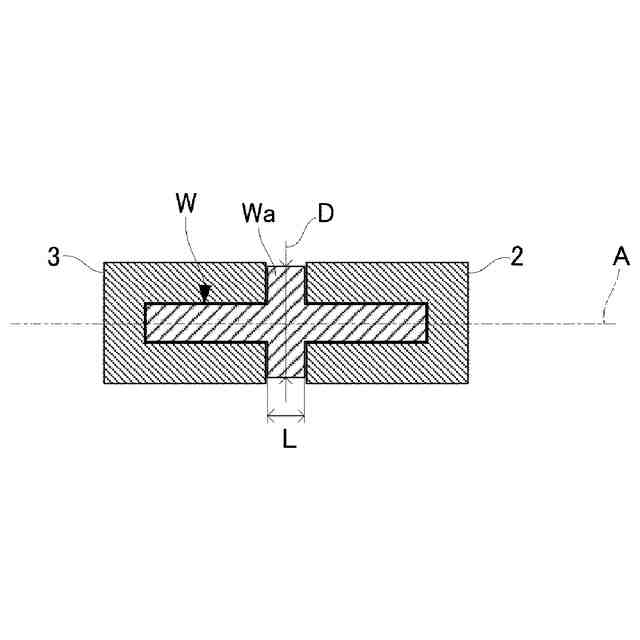
軸材の一部に大径部を形成する加工方法の一つとして軸肥大加工が知られており、軸肥大加工方法の一例として、軸材の中間部に圧縮力と曲げ角度とを付与して軸材を回転させることにより軸材の中間部を肥大させる方法が知られている。
【0003】
上記の軸肥大加工を行う軸肥大加工機は、一般に、軸材の軸方向に距離をおいて配置された一対の保持部によって軸材を保持し、一対の保持部の距離を縮小して軸材の中間部に圧縮力を付与し、一方の保持部を他方の保持部に対して傾けて軸材の中間部に曲げ角度を付与し、その状態で一対の保持部を回転して軸材を回転させることにより、軸材の中間部を肥大させる。そして、軸材の中間部を肥大させるプロセスは、一対の保持部の距離が所定の距離まで縮小したところで終了され(例えば特許文献1参照)、又は、中間部の外径が所定の外径に達したところで終了される(例えば特許文献2参照)。
【先行技術文献】
【特許文献】
【0004】
特開2008-212937号公報
特開2008-212936号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
軸肥大加工では、肥大された中間部と中間部を除く軸部との接続部に亀裂が発生する場合があり、また、肥大された中間部の外周部に亀裂が発生する場合がある。亀裂は、例えば目視検査、磁気探傷検査、渦流探傷検査等によって検出可能であるが、量産される軸材の全数検査は時間及びコストがかかる。
【0006】
本発明は、上述した事情に鑑みなされたものであり、亀裂の有無の検査に要する時間及びコストを節減可能な軸肥大加工方法の加工条件設定方法、軸肥大加工方法及び軸肥大加工装置を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明の一態様の軸肥大加工の加工条件設定方法は、軸材の軸方向の中間部に軸方向の圧縮力と曲げ角度とを付与した状態で前記軸材を軸まわりに回転させることにより前記軸材の中間部を径方向に肥大させる軸肥大加工の加工条件設定方法であって、前記軸材と同一材料且つ同一形状の試験軸材に対して軸肥大加工を行って得られた試験データであって、前記試験軸材の中間部を所定の外径に肥大させるまでに要した前記試験軸材の回転回数と、前記試験軸材の中間部と当該中間部を除く軸部との接続部における亀裂の発生確率との関係を示す試験データに基づき、前記接続部における亀裂の発生確率が閾値以下である許容回転回数を設定し、前記軸材に対する軸肥大加工で前記軸材の中間部を前記所定の外径に肥大させる際の前記軸材の回転回数を、前記許容回転回数以下とする。
【0008】
また、本発明の一態様の軸肥大加工の加工条件設定方法は、軸材の軸方向の中間部に軸方向の圧縮力と曲げ角度とを付与した状態で前記軸材を軸まわりに回転させることにより前記軸材の中間部を径方向に肥大させる軸肥大加工の加工条件設定方法であって、前記軸材と同一材料且つ同一形状の試験軸材に対して軸肥大加工を行って得られた試験データであって、前記試験軸材の中間部の加工前の外径に対する加工後の外径の比である肥大率と、前記試験軸材の中間部の外周部における亀裂の発生確率との関係を示す試験データに基づき、前記外周部における亀裂の発生確率が閾値以下である許容肥大率を設定し、前記軸材に対する軸肥大加工で前記軸材の中間部を所定の外径に肥大させる際の前記軸材の中間部の肥大率を、前記許容肥大率以下とする。
【0009】
また、本発明の一態様の軸肥大加工方法は、軸材の軸方向の中間部に軸方向の圧縮力と曲げ角度とを付与した状態で前記軸材を軸まわりに回転させることにより前記軸材の中間部を径方向に肥大させる軸肥大加工方法であって、前記軸材の中間部を所定の外径に肥大させるまでに要した前記軸材の回転回数に基づき、前記軸材の合否を判定する。
【0010】
また、本発明の一態様の軸肥大加工方法は、軸材の軸方向の中間部に軸方向の圧縮力と曲げ角度とを付与した状態で前記軸材を軸まわりに回転させることにより前記軸材の中間部を径方向に肥大させる軸肥大加工方法であって、前記軸材の中間部の加工前の外径に対する加工後の外径の比である肥大率に基づき、前記軸材の合否を判定する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
高周波熱錬株式会社
鋼材接合体及びその製造方法
3か月前
高周波熱錬株式会社
鋼材接合体の製造方法
1か月前
高周波熱錬株式会社
軸肥大加工の加工条件設定方法、軸肥大加工方法及び軸肥大加工装置
1か月前
個人
棒鋼連続引抜装置
4か月前
個人
ヘッダー加工機
1か月前
株式会社プロテリアル
鍛造装置
6か月前
村田機械株式会社
プレス機械
8か月前
株式会社オプトン
曲げ加工装置
4か月前
トヨタ自動車株式会社
金型装置
6か月前
株式会社不二越
NC転造盤
4か月前
株式会社不二越
NC転造盤
7か月前
日伸工業株式会社
プレス加工装置
29日前
日東精工株式会社
中空軸部品の製造方法
29日前
株式会社不二越
NC転造盤
15日前
トヨタ紡織株式会社
プレス金型
1か月前
日伸工業株式会社
加工システム
8か月前
株式会社西田製作所
パンチャーヘッド
2か月前
トヨタ紡織株式会社
プレス装置
2か月前
工機ホールディングス株式会社
ニブラ
2か月前
トヨタ紡織株式会社
プレス金型
3か月前
東栄工業株式会社
ダブルデッキヘミング金型
25日前
トヨタ自動車株式会社
打ち抜き加工方法
2か月前
株式会社アマダ
曲げ加工機
1か月前
株式会社TMEIC
監視装置
3か月前
株式会社トラバース
パンチング加工装置
3か月前
日産自動車株式会社
逐次成形方法
5か月前
株式会社アマダ
曲げ加工機
4か月前
ユニオンツール株式会社
転造ダイスセット
23日前
株式会社不二越
転造加工用平ダイス
3か月前
トヨタ自動車株式会社
電磁鋼板の成形方法
24日前
株式会社吉野機械製作所
プレス機械
1か月前
トヨタ紡織株式会社
プレス金型装置
2か月前
株式会社三明製作所
転造装置
6か月前
浙江飛剣工貿有限公司
二重片口の製造方法
1か月前
加藤軽金属工業株式会社
押出材の加工装置
4か月前
株式会社吉野機械製作所
プレス機械
5か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ