TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025063350
公報種別
公開特許公報(A)
公開日
2025-04-16
出願番号
2023172420
出願日
2023-10-04
発明の名称
鋼材接合体及びその製造方法
出願人
高周波熱錬株式会社
代理人
主分類
B23K
20/00 20060101AFI20250409BHJP(工作機械;他に分類されない金属加工)
要約
【課題】ステンレス鋼材とクロムモリブデン鋼材との接合における高い引張強度及び伸びを達成させた鋼材接合体及びその製造方法を提供する。
【解決手段】本発明に係る鋼材接合体1は、ステンレス鋼材10とクロムモリブデン鋼材20とが接合された鋼材接合体であって、ステンレス鋼材10とクロムモリブデン鋼材20との接合界面30におけるステンレス鋼材10側の炭素濃度は前記ステンレス鋼材10の素材の炭素濃度より高く、かつ、接合界面30におけるクロムモリブデン鋼材20側の炭素濃度はクロムモリブデン鋼材20の素材の炭素濃度より低いことを特徴とする。
【選択図】図1
特許請求の範囲
【請求項1】
ステンレス鋼材とクロムモリブデン鋼材とが接合された鋼材接合体であって、
ステンレス鋼材とクロムモリブデン鋼材との接合界面における前記ステンレス鋼材側の炭素濃度は前記ステンレス鋼材の素材の炭素濃度より高く、かつ、前記接合界面における前記クロムモリブデン鋼材側の炭素濃度は前記クロムモリブデン鋼材の素材の炭素濃度より低い鋼材接合体。
続きを表示(約 260 文字)
【請求項2】
ステンレス鋼材とクロムモリブデン鋼材とが接合された鋼材接合体の製造方法であって、
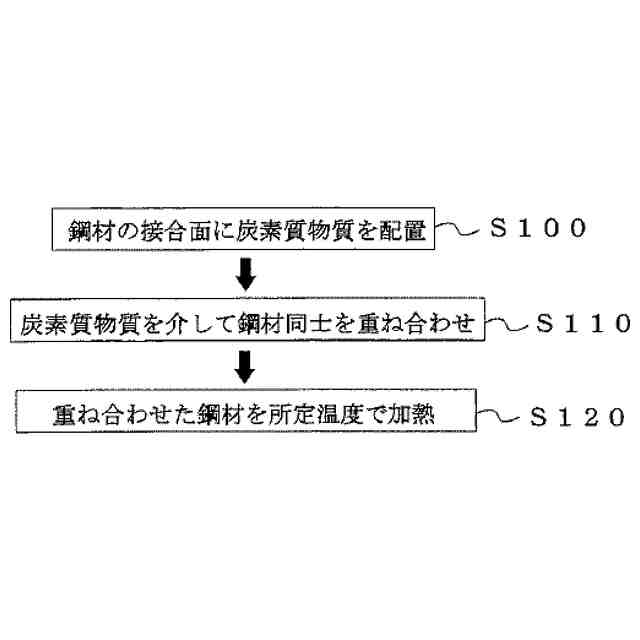
接合するステンレス鋼材及びクロムモリブデン鋼材の少なくとも一方の接合面に炭素質物質を配置する配置工程と、
前記炭素質物質を介して前記接合するステンレス鋼材及びクロムモリブデン鋼材の接合面同士を重ね合わせる重ね合わせ工程と、
前記接合面同士を重ね合わせたステンレス鋼材及びクロムモリブデン鋼材を1300℃以上1500℃以下の最高到達温度で加熱する加熱工程と、を備える鋼材接合体の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、鋼材接合体及びその製造方法に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
炭素質物質を介して接合する鋼材の接合面同士を重ね合わせて加熱する鋼材接合体の製造方法が知られている(特許文献1から3を参照)。
【先行技術文献】
【特許文献】
【0003】
特開平6-7970号公報
特開昭57-22867号公報
特開2023-39175号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1から3に記載の発明は、ステンレス鋼材とクロムモリブデン鋼材との接合における高い引張強度及び伸びを達成するには限界があった。
そこで、本発明は、ステンレス鋼材とクロムモリブデン鋼材との接合における高い引張強度及び伸びを達成させた鋼材接合体及びその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0005】
本発明に係る鋼材接合体は、ステンレス鋼材とクロムモリブデン鋼材とが接合された鋼材接合体であって、ステンレス鋼材とクロムモリブデン鋼材との接合界面における前記ステンレス鋼材側の炭素濃度は前記ステンレス鋼材の素材の炭素濃度より高く、かつ、前記接合界面における前記クロムモリブデン鋼材側の炭素濃度は前記クロムモリブデン鋼材の素材の炭素濃度より低い。
【0006】
本発明に係る鋼材接合体の製造方法は、ステンレス鋼材とクロムモリブデン鋼材とが接合された鋼材接合体の製造方法であって、接合するステンレス鋼材及びクロムモリブデン鋼材の少なくとも一方の接合面に炭素質物質を配置する配置工程と、前記炭素質物質を介して前記接合するステンレス鋼材及びクロムモリブデン鋼材の接合面同士を重ね合わせる重ね合わせ工程と、前記接合面同士を重ね合わせたステンレス鋼材及びクロムモリブデン鋼材を1300℃以上1500℃以下の最高到達温度で加熱する加熱工程と、を備える。
【発明の効果】
【0007】
本発明によれば、ステンレス鋼材とクロムモリブデン鋼材との接合における高い引張強度及び伸びを達成させた鋼材接合体及びその製造方法が提供される。
【図面の簡単な説明】
【0008】
本発明の実施形態に係る鋼材接合体を説明するための概念図である。
本発明の実施形態に係る鋼材接合体の製造方法を説明するための工程フロー図である。
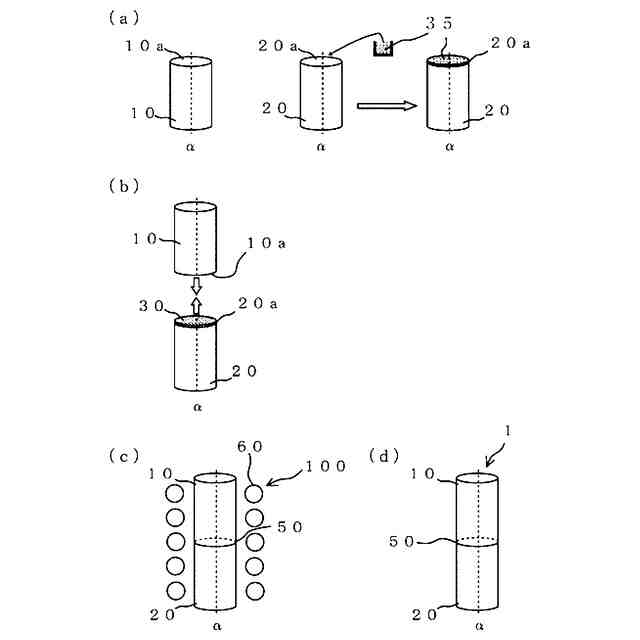
本発明の具体的な第1の実施形態に係る鋼材接合体の製造方法を説明するための概念図である。
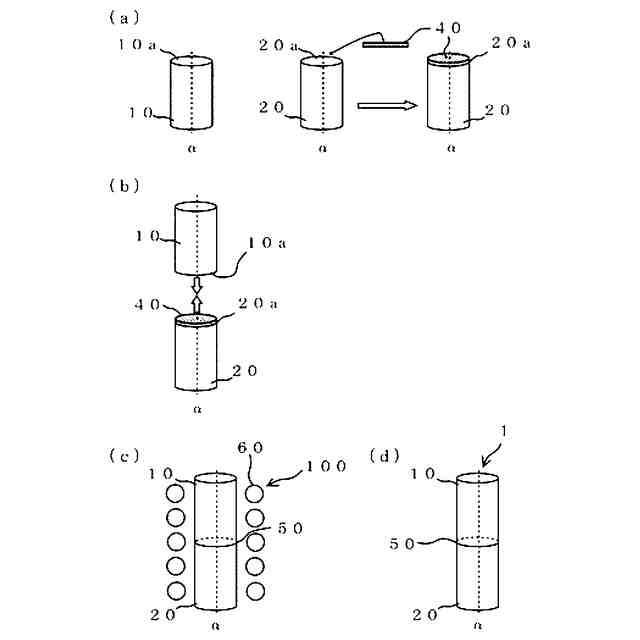
本発明の具体的な第2の実施形態に係る鋼材接合体の製造方法を説明するための概念図である。
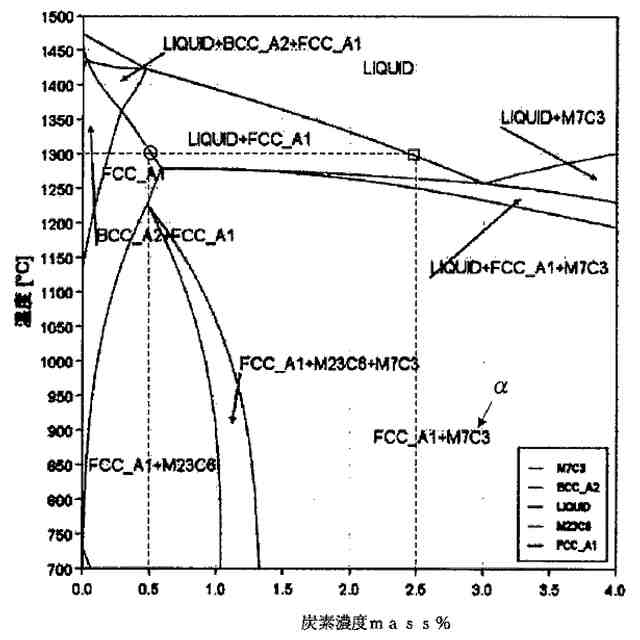
加熱温度が1300℃以上における本発明の効果を説明するための鉄-炭素系状態図(SUS304相当)である。
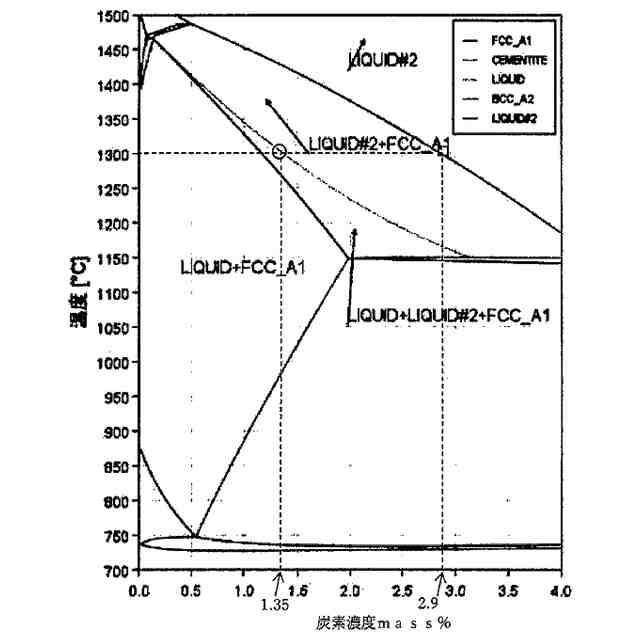
加熱温度が1300℃以上における本発明の効果を説明するための鉄-炭素系状態図(SCM435H相当)である
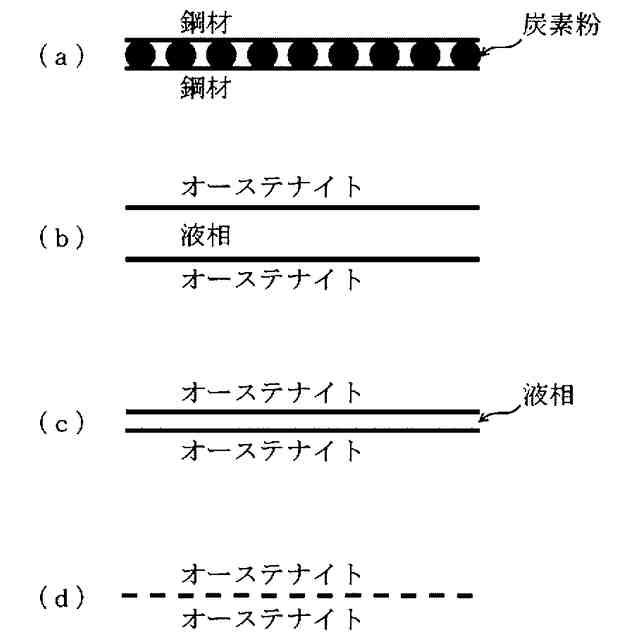
加熱温度が1300℃以上における本発明の効果を説明するための概念図である。
実施例及び比較例の引張試験における引張強度、伸び及び伸び-公称応力曲線を示す結果図である。
実施例及び比較例における接合界面での炭素量及び硬さ分布の結果図である。
【発明を実施するための形態】
【0009】
以下、本発明の実施形態について図面を参照して説明する。
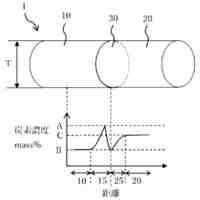
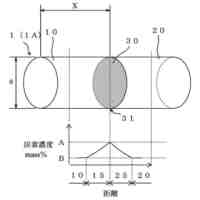
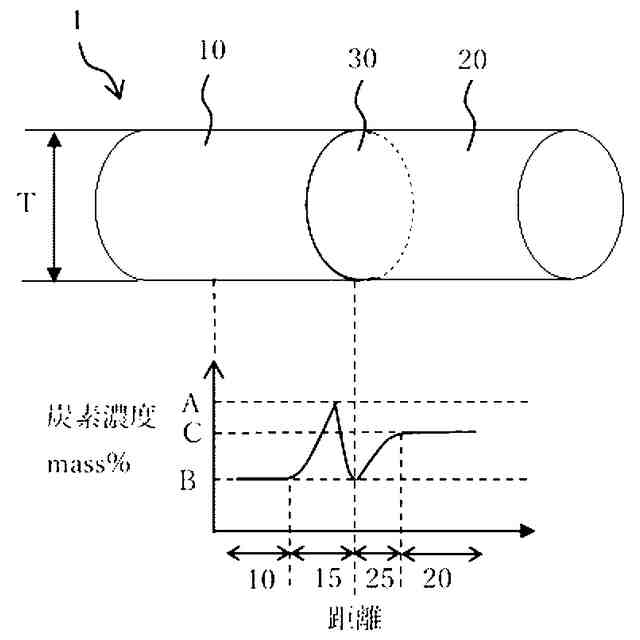
図1は、本実施形態に係る鋼材接合体を説明するための概念図である。
本実施形態に係る鋼材接合体1は、図1に示すように、ステンレス鋼材10とクロムモリブデン鋼材20とが接合されている。また、ステンレス鋼材10とクロムモリブデン鋼材20(以下「素材」ともいう)との接合界面30における前記ステンレス鋼材10側の炭素濃度は前記ステンレス鋼材10の素材の炭素濃度Bより高く、かつ、前記接合界面30における前記クロムモリブデン鋼材20側の炭素濃度は前記クロムモリブデン鋼材20の素材の炭素濃度Cより低い。
具体的には、接合界面30における前記ステンレス鋼材10側の炭素濃度は前記接合界面30から前記素材側に向かって炭素濃度が増加しその後減少する(最大値Aを有する)第1濃度傾斜層15を有している。また、前記接合界面30における前記クロムモリブデン鋼材20側の炭素濃度は前記クロムモリブデン鋼材20の素材の炭素濃度Cから接合界面30に向かって減少する第2濃度傾斜層25を有している。
【0010】
本実施形態に係る鋼材接合体1は、接合界面30に上記のような第1濃度傾斜層15及び第2濃度傾斜層25を備えているため、後述する鋼材接合体の製造方法で使用する炭素質物質が十分にステンレス鋼材10側に拡散されていると考えられる。従って、このような鋼材接合体1は、接合界面30に炭化物が析出しにくいため、高い引張強度及び伸びを有すると考えられる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
高周波熱錬株式会社
鋼材接合体及びその製造方法
3か月前
高周波熱錬株式会社
鋼材接合体の製造方法
1か月前
高周波熱錬株式会社
軸肥大加工の加工条件設定方法、軸肥大加工方法及び軸肥大加工装置
1か月前
個人
タップ
2か月前
個人
加工機
2か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
2か月前
日東精工株式会社
ねじ締め機
3か月前
株式会社不二越
ドリル
3か月前
日東精工株式会社
ねじ締め機
1か月前
株式会社北川鉄工所
回転装置
1か月前
株式会社不二越
ドリル
2か月前
株式会社ダイヘン
溶接電源装置
3日前
株式会社ダイヘン
溶接電源装置
1日前
日東精工株式会社
ねじ締め装置
26日前
株式会社FUJI
工作機械
1か月前
株式会社FUJI
工作機械
18日前
日東精工株式会社
多軸ねじ締め機
3か月前
株式会社FUJI
工作機械
3か月前
日進工具株式会社
エンドミル
2か月前
エフ・ピー・ツール株式会社
リーマ
2か月前
株式会社アンド
半田付け方法
2か月前
株式会社アンド
半田付け方法
2か月前
株式会社ダイヘン
多層盛り溶接方法
2か月前
ブラザー工業株式会社
工作機械
3か月前
株式会社FUJI
チャック装置
4か月前
トヨタ自動車株式会社
接合方法
3か月前
株式会社トヨコー
被膜除去方法
2か月前
ブラザー工業株式会社
工作機械
3か月前
村田機械株式会社
レーザ加工機
1か月前
村田機械株式会社
レーザ加工機
1か月前
株式会社プロテリアル
金属箔の溶接方法
3か月前
オークマ株式会社
工作機械
4か月前
大肯精密株式会社
自動送り穿孔機
3か月前
トヨタ自動車株式会社
溶接マスク
26日前
株式会社ダイヘン
溶接装置
3か月前
株式会社ダイヘン
溶接装置
19日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ