TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025085844
公報種別
公開特許公報(A)
公開日
2025-06-05
出願番号
2025049427,2021146207
出願日
2025-03-25,2021-09-08
発明の名称
鋼材接合体の製造方法
出願人
高周波熱錬株式会社
代理人
個人
主分類
B23K
20/00 20060101AFI20250529BHJP(工作機械;他に分類されない金属加工)
要約
【課題】本発明の課題は、鋼材同士の接合強度を有効に向上させることができ、接合部付近の外周面の耐摩耗性も向上させることができる鋼材接合体の製造方法を提供することにある。
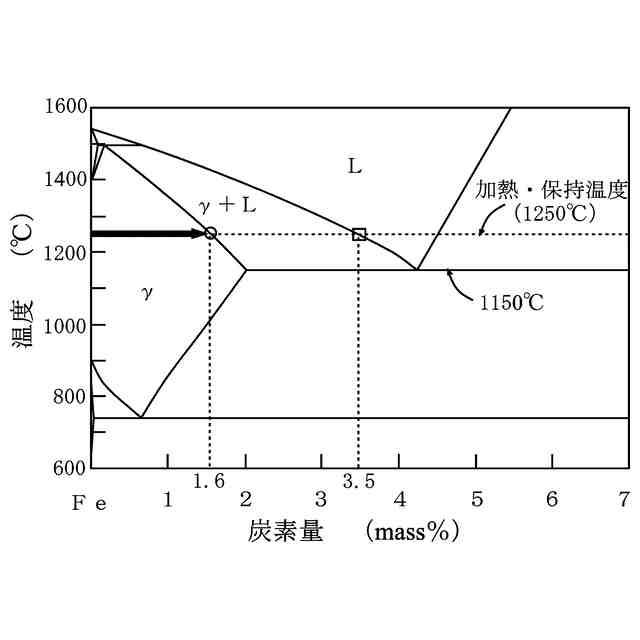
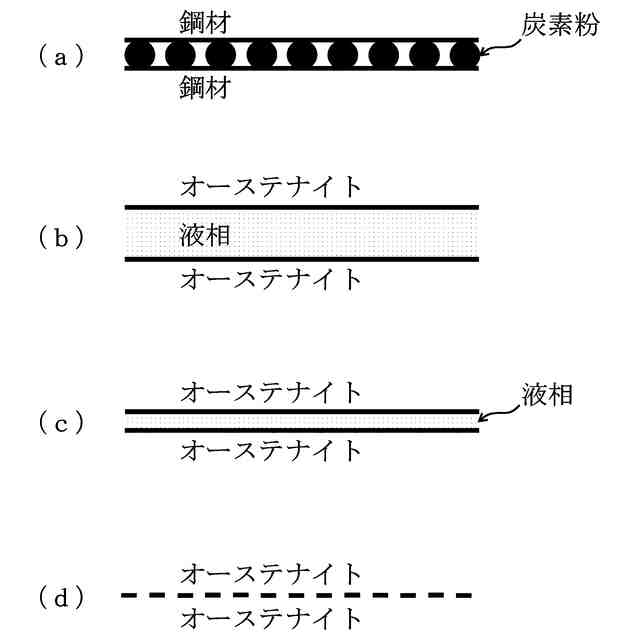
【解決手段】上記課題を解決するため、接合する鋼材同士の少なくともどちらか一方の接合面に炭素質物質を配置し、前記炭素質物を介して前記接合する鋼材の接合面同士を重ね合わせて最高到達温度1150℃以上1300℃以下で加熱することで、前記鋼材と前記炭素質物質との界面に液相が生成して炭素が前記鋼材の接合面から内部に拡散し、前記液相が消滅して前記鋼材同士が接合する鋼材接合体の製造方法を採用する。
【選択図】図1
特許請求の範囲
【請求項1】
接合する鋼材同士の少なくともどちらか一方の接合面に炭素質物質を配置し、
前記炭素質物を介して前記接合する鋼材の接合面同士を重ね合わせて最高到達温度1150℃以上1300℃以下で加熱することで、前記鋼材と前記炭素質物質との界面に液相が生成して炭素が前記鋼材の接合面から内部に拡散し、
前記液相が消滅して前記鋼材同士が接合する鋼材接合体の製造方法。
続きを表示(約 130 文字)
【請求項2】
接合界面の炭素濃度は、0.20mass%以上0.90mass%以下である請求項1に記載の鋼材接合体の製造方法。
【請求項3】
前記炭素質物質は、グラファイト粒子の粉体である請求項1又は2に記載の鋼材接合体の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、鋼材接合体の製造方法に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
従来、熱間鋼材の接合を実際の工場で簡単にかつ能率的に行うことができ、しかも後続の圧延工程に支障のない程度に高い接合強度を得られる技術の開発を課題として、接合面に炭素質物質を塗布または散布して熱間鋼材を重ね合わせ又は突き合わせて、還元雰囲気下で加熱し圧接する鋼材の熱間接合方法が開示されている(特許文献1を参照)。
【先行技術文献】
【特許文献】
【0003】
特開平6-7970号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1に記載の技術で得られる鋼材接合体は、鋼材同士の接合強度が有効に向上したものとはいえなかった。そこで、本発明は、鋼材同士の接合強度を有効に向上させることができ、接合部付近の外周面の耐摩耗性も向上させることができる鋼材接合体の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0005】
本発明に係る鋼材接合体の製造方法は、接合する鋼材同士の少なくともどちらか一方の接合面に炭素質物質を配置し、前記炭素質物を介して前記接合する鋼材の接合面同士を重ね合わせて最高到達温度1150℃以上1300℃以下で加熱することで、前記鋼材と前記炭素質物質との界面に液相が生成して炭素が前記鋼材の接合面から内部に拡散し、前記液相が消滅して前記鋼材同士が接合することを特徴とする。
【0006】
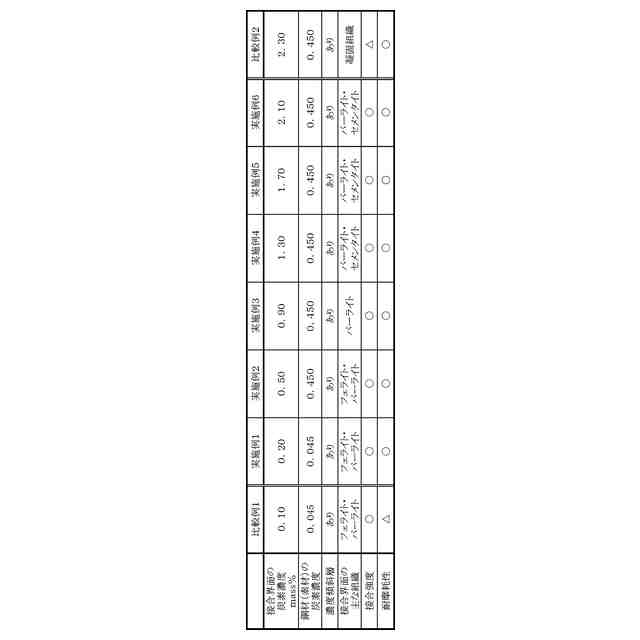
また、本発明に係る鋼材接合体の製造方法は、接合界面の炭素濃度が0.20mass%以上0.90mass%以下であることが好ましい。
【発明の効果】
【0007】
本発明によれば、鋼材同士の接合強度を有効に向上させることができ、接合部付近の外周面の耐摩耗性も向上させることができる鋼材接合体の製造方法を提供することができる。
【図面の簡単な説明】
【0008】
本発明の実施形態に係る鋼材接合体を説明するための概念図である。
本発明の効果を説明するための鉄-セメンタイト系の状態図である。
本発明の効果を説明するための概念図である。
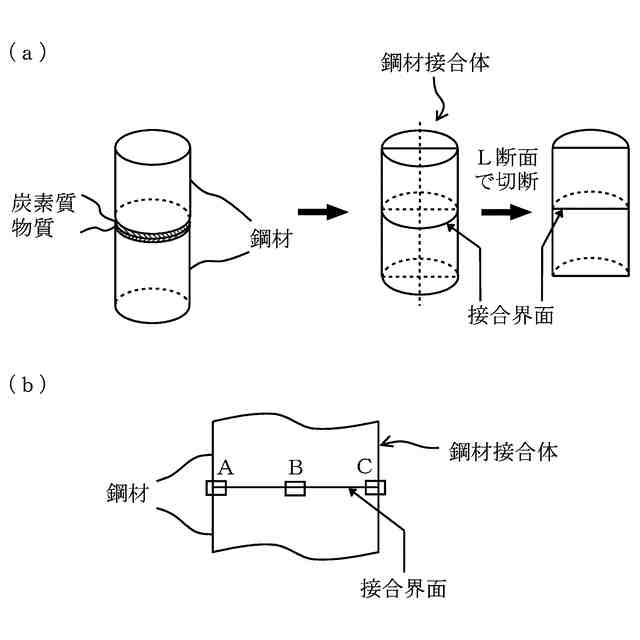
鋼材接合体について金属組織の確認を行う箇所を説明する概念図である。
実施例3で作製した試験体(鋼材接合体)に係る図4(b)に示すL断面上のA、B、Cそれぞれの箇所における金属組織画像である。
【発明を実施するための形態】
【0009】
以下、本発明の実施形態について図面を参照して説明する。
【0010】
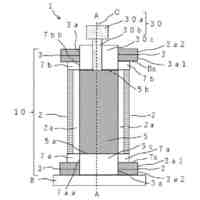
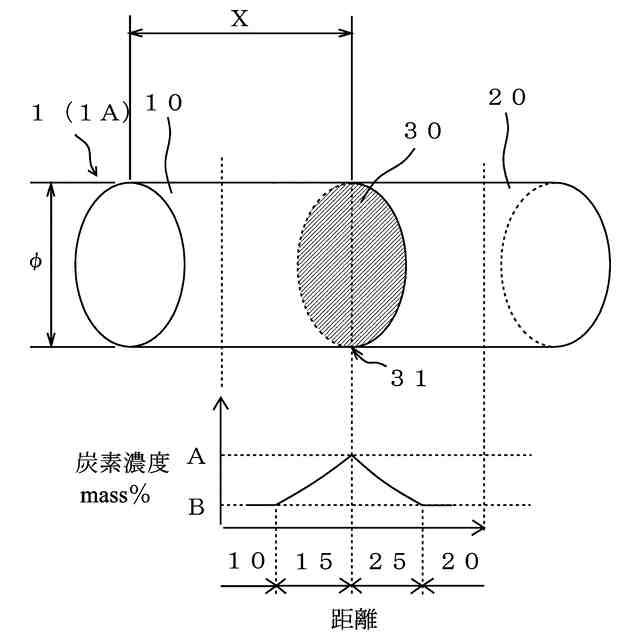
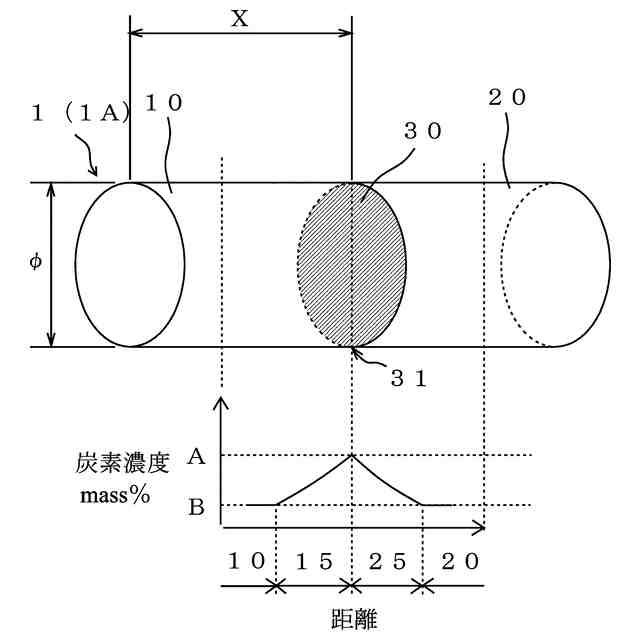
図1は、本実施形態に係る鋼材接合体を説明するための概念図である。
本実施形態に係る鋼材接合体1は、図1に示すように、複数の鋼材10、20同士が接合されている。また、複数の鋼材10、20(以下「素材」ともいう)同士が接合された接合界面30(図1の斜線部分)の炭素濃度(図1に示す炭素濃度A)は、0.20mass%以上2.10mass%以下である。更に、接合界面30から離間するにしたがい炭素濃度が減少する濃度傾斜層15、25を有している。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
高周波熱錬株式会社
熱処理方法及び熱処理装置
1か月前
高周波熱錬株式会社
被検査体の検査方法及びその検査装置
28日前
高周波熱錬株式会社
被検査体の検査方法及びその検査装置
28日前
高周波熱錬株式会社
鋼材接合体
5日前
高周波熱錬株式会社
熱処理シミュレーションプログラム、記録媒体、及び、熱処理シミュレーション装置
25日前
個人
タップ
4か月前
個人
フライス盤
6日前
個人
加工機
4か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
3か月前
日東精工株式会社
ねじ締め機
3か月前
株式会社北川鉄工所
回転装置
3か月前
日東精工株式会社
ねじ締め機
25日前
株式会社不二越
ドリル
4か月前
日東精工株式会社
ねじ締め機
6日前
株式会社ダイヘン
溶接電源装置
1か月前
日東精工株式会社
ねじ締め装置
2か月前
株式会社ダイヘン
溶接電源装置
1か月前
株式会社ダイヘン
溶接電源装置
1か月前
株式会社FUJI
工作機械
2か月前
個人
切削油供給装置
22日前
株式会社FUJI
工作機械
2か月前
株式会社アンド
半田付け方法
8日前
株式会社ダイヘン
多層盛り溶接方法
4か月前
エフ・ピー・ツール株式会社
リーマ
4か月前
日進工具株式会社
エンドミル
4か月前
キヤノン電子株式会社
加工システム
1か月前
株式会社アンド
半田付け方法
4か月前
株式会社アンド
半田付け方法
4か月前
株式会社ツガミ
工作機械
14日前
株式会社トヨコー
被膜除去方法
3か月前
村田機械株式会社
レーザ加工機
3か月前
大見工業株式会社
ドリル
1か月前
村田機械株式会社
レーザ加工機
3か月前
株式会社ダイヘン
溶接装置
2か月前
株式会社不二越
超硬合金製ドリル
4か月前
住友重機械工業株式会社
加工装置
2か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ