TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025090219
公報種別
公開特許公報(A)
公開日
2025-06-17
出願番号
2023205318
出願日
2023-12-05
発明の名称
ボトル缶の製造方法
出願人
アルテミラ株式会社
,
アルテミラ製缶株式会社
代理人
個人
主分類
B21D
22/28 20060101AFI20250610BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】絞りしごき加工における成形性を向上させ、しわや割れの発生を抑制して、材料の選択の幅を広げる。
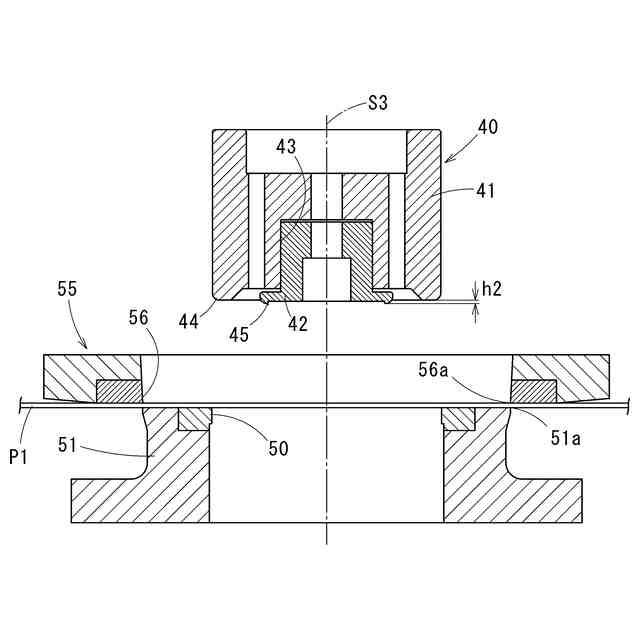
【解決手段】金属板に絞り加工を行い、底板部付きカップを形成するカップ形成工程と、カップをパンチスリーブとリドローダイとの間で再絞り及びしごき加工して、カップより小径で深さの大きい筒体を形成しつつ、該筒体の底部を加工する筒体形成工程と、を有し、カップ形成工程では、底板部の中央部に、周縁部より突出する円形板部と、該円形板部の周縁から半径方向外方に向けてカップの深さを漸次浅くする方向に傾斜するテーパ面部とを同心状に形成しておき、筒体形成工程では、パンチスリーブの先端部を円形板部の外周部に当接させて再絞り加工する。
【選択図】 図5
特許請求の範囲
【請求項1】
金属板に絞り加工を行い、底板部付きカップを形成するカップ形成工程と、前記カップをパンチスリーブとリドローダイとの間で再絞り及びしごき加工して、前記カップより小径で深さの大きい筒体を形成しつつ、該筒体の底部を加工する筒体形成工程と、を有し、
前記カップ形成工程では、前記底板部の中央部に、周縁部より突出する円形板部と、該円形板部の周縁から半径方向外方に向けて前記カップの深さを漸次浅くする方向に傾斜するテーパ面部とを同心状に形成しておき、
前記筒体形成工程では、前記パンチスリーブの先端部を前記円形板部の外周部に当接させて再絞り加工することを特徴とする缶の製造方法。
続きを表示(約 260 文字)
【請求項2】
前記テーパ面部は、カップの軸方向に直交する面に対する傾斜角度が2°以上18°以下であることを特徴とする請求項1に記載の缶の製造方法。
【請求項3】
前記円形板部は、カップの周壁部下端の外周凸状屈曲部の内周縁からの突出深さ寸法が1mm以上10mm以下であることを特徴とする請求項1に記載の缶の製造方法。
【請求項4】
前記円形板部の外周縁の直径は、前記パンチスリーブの先端の直径に対する比率は1.01以上1.18以下であることを特徴とする請求項1に記載の缶の製造方法。
発明の詳細な説明
【技術分野】
【0001】
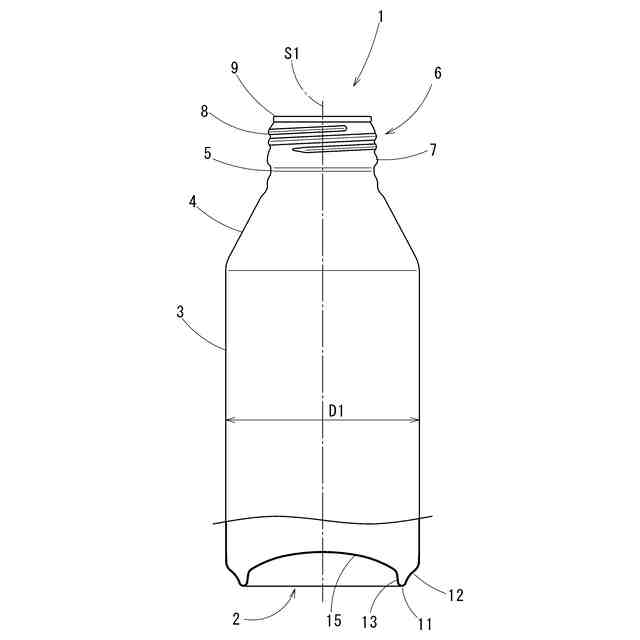
本発明は、有底円筒状の缶のうち、縮径加工された口部にねじ部を有するボトル缶の製造方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
飲料や食品等の内容物を収容可能なアルミニウム缶として、缶蓋を二重巻締めにより接合するオープントップ缶やキャップを巻締めて接合するボトル缶等があり、これらの製造方法としてDI成形法が知られている。
【0003】
例えば、特許文献1では、底部の所定位置から所定角度で外縁に向かって屈曲したテーパ面を形成するようにカップを成形し、カップの保持位置とパンチ位置との間に、底部におけるテーパ面の屈曲開始位置を配置した状態で、カップに再絞り加工を行う方法が開示されている。カップの保持位置とパンチ位置との間に屈曲開始位置が配置されることから、非拘束部の剛性が屈曲部によって高められ、ボトムしわの発生が抑制されると記載されている。
【0004】
特許文献2に開示のカップは、円筒形の外側側壁に対して、その下側周縁から半径方向内方に延びる環状底壁と、この環状底壁の内側周縁から上向きに延びる円筒状の内側側壁と、この内側側壁の上端に接続されたほぼ円形の内側底壁とが、同心状に形成されている。
また、特許文献3には、カップの底部を予めドーム形状に形成しておくことが開示されている。
【0005】
しかしながら、これら特許文献に開示の缶は、缶蓋が二重巻締めにより接合されるオープントップ缶を対象としており、ボトル缶に適用すると、特に絞りしごき加工時に缶底部に割れが生じやすい。
【0006】
一方、近年、製品のライフサイクルにかかるエネルギー消費や温暖化ガス排出等を低減し環境負荷を小さくすることが一層求められている。
上記アルミニウム缶においてはその材料となるアルミニウム合金板材の配合として、リサイクルされた原料を含有する割合を増やし、新塊を使用する割合を減らすことで上記環境負荷を小さくすることができる。
しかし、リサイクルされた原料の割合を増やした場合、一般的なアルミニウム缶の材料と比較すると、厚さが同じでも成形時に伸びにくく成形が難しい材料となる場合があり、缶を製造する際において特に絞りしごき加工時に缶底部にしわや割れが生じやすい。
【先行技術文献】
【特許文献】
【0007】
特開平10-272520号公報
特開2000-254736号公報
特表2013-508167号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は、このような事情に鑑みてなされたものであって、絞りしごき加工における成形性を向上させ、割れの発生を抑制するとともに、材料の選択の幅を広げることを目的とする。
【課題を解決するための手段】
【0009】
本発明のボトル缶の製造方法は、金属板に絞り加工を行い、底板部付きカップを形成するカップ形成工程と、前記カップをパンチスリーブとリドローダイとの間で再絞り及びしごき加工して、前記カップより小径で深さの大きい筒体を形成しつつ、該筒体の底部を加工する筒体形成工程と、前記筒体の上端部を加工して、円筒状の筒胴部から缶軸方向上方に向かうにしたがって漸次縮径する肩部、及び前記肩部の上端にねじ部を有する口部を形成する上端部形成工程と、を有し、
前記カップ形成工程では、前記底板部の中央部に、前記周縁部より突出する円形板部と、該円形板部の周縁から半径方向外方に向けて前記カップの深さを漸次浅くする方向に傾斜するテーパ面部とを同心状に形成しておき、
前記筒体形成工程では、前記パンチスリーブの先端部を前記円形板部の外周部に当接させて再絞り加工する。
【0010】
ボトル缶を製造する場合、筒体形成工程では、通常の二重巻締めによるオープントップ缶の製造設備に大幅な変更を生じないように、オープントップ缶の場合と同じ直径の筒体に形成される。ただし、筒体の上端部が後に加工されるため、内容量が同程度のオープントップ缶の場合より筒体の高さは大きくなる。このため、カップ形成工程で得られるカップは、オープントップ缶の場合より大径になる。したがって、筒体形成工程における絞り比(筒体に対するカップの直径比)がオープントップ缶の場合より大きくなり、割れ等が生じ易くなる。特に再絞り加工時にカップの底部が割れ、カップの底が抜けてしまう成形不良(底抜け)になり易い。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
棒鋼連続引抜装置
3か月前
個人
ヘッダー加工機
13日前
トヨタ自動車株式会社
金型装置
5か月前
株式会社オプトン
曲げ加工装置
3か月前
株式会社不二越
NC転造盤
3か月前
トヨタ紡織株式会社
プレス金型
12日前
トヨタ紡織株式会社
プレス金型
2か月前
株式会社西田製作所
パンチャーヘッド
1か月前
トヨタ紡織株式会社
プレス装置
1か月前
工機ホールディングス株式会社
ニブラ
1か月前
日産自動車株式会社
逐次成形方法
4か月前
株式会社TMEIC
監視装置
2か月前
株式会社トラバース
パンチング加工装置
1か月前
トヨタ自動車株式会社
打ち抜き加工方法
28日前
株式会社アマダ
曲げ加工機
3か月前
株式会社アマダ
曲げ加工機
2日前
株式会社吉野機械製作所
プレス機械
今日
株式会社不二越
転造加工用平ダイス
2か月前
加藤軽金属工業株式会社
押出材の加工装置
3か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
2か月前
株式会社カネミツ
筒張出部形成方法
4か月前
株式会社吉野機械製作所
プレス機械
4か月前
株式会社三明製作所
転造装置
4か月前
トヨタ紡織株式会社
プレス金型装置
1か月前
浙江飛剣工貿有限公司
二重片口の製造方法
6日前
東洋製罐株式会社
有底筒状体加工装置
3か月前
本田技研工業株式会社
鍛造用金型
3か月前
株式会社エナテック
製品分離システム
3か月前
株式会社カネミツ
歯付円筒体形成方法
4か月前
トックス プレソテクニック株式会社
接合装置
3か月前
日本製鉄株式会社
圧延装置
3か月前
日本製鉄株式会社
圧延装置
3か月前
トヨタ自動車株式会社
歯形を鍛造成形する方法
2か月前
株式会社IKS
滑り止め構造
4か月前
日産自動車株式会社
金属板の曲げ加工方法
1か月前
個人
日本刀の製造方法
5か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ


































