TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025089882
公報種別
公開特許公報(A)
公開日
2025-06-16
出願番号
2023204828
出願日
2023-12-04
発明の名称
キャリッジの傾斜検出機構および該機構を備える縦型ルーパ設備
出願人
中外炉工業株式会社
代理人
個人
,
個人
主分類
B21C
49/00 20060101AFI20250609BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】変動要因によってセンサにおける基準が変動しても、キャリッジの傾斜度合いを正確に検出する、キャリッジの傾斜検出機構を提供する。
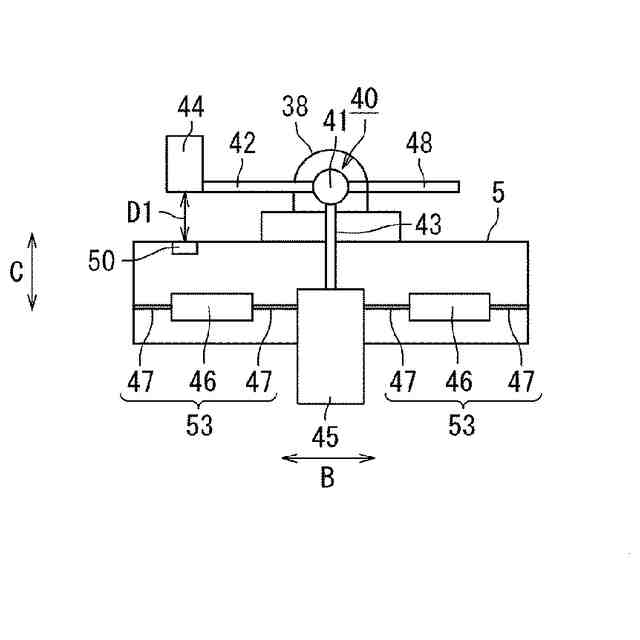
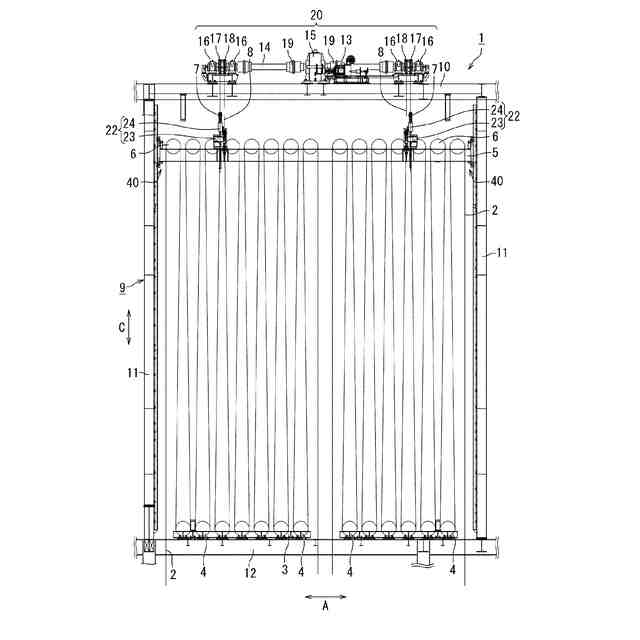
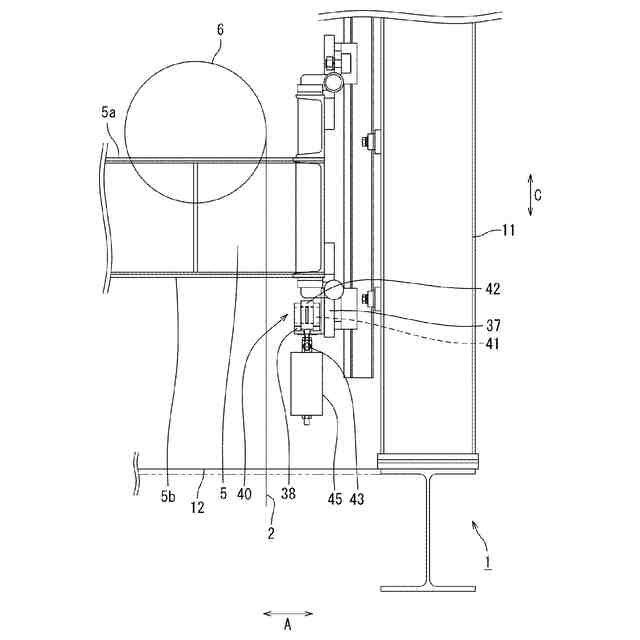
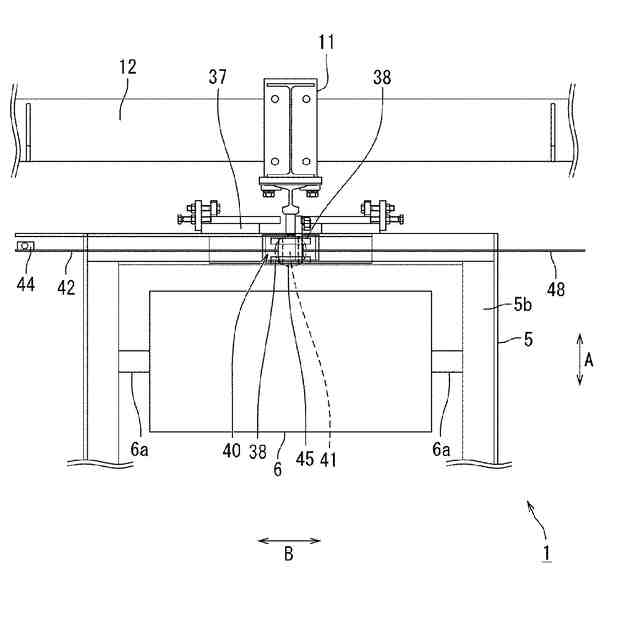
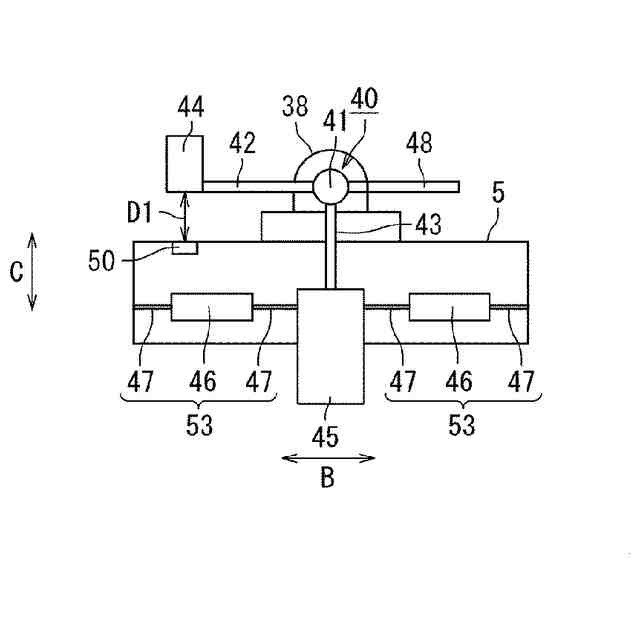
【解決手段】固定ステージ3と、キャリッジ5と、キャリッジを固定ステージ3に対して昇降させる昇降機構20と、キャリッジの傾斜度合いを検出する傾斜検出機構40と、を備える縦型ルーパ設備1において、傾斜検出機構は、ターゲット50と、検出軸41と、検出軸から水平方向に延在する水平延在部42,48と、ターゲットとの距離を測定するセンサ44と、検出軸から鉛直方向に延在する鉛直延在部43と、鉛直延在部に配設される錘45と、を備え、センサは水平延在部の一側に配設され、キャリッジが水平状態にある場合での第1距離D1とキャリッジが傾斜状態にある場合での第2距離D2との差分に基づいて、キャリッジの傾斜度合いが検出される。
【選択図】図9
特許請求の範囲
【請求項1】
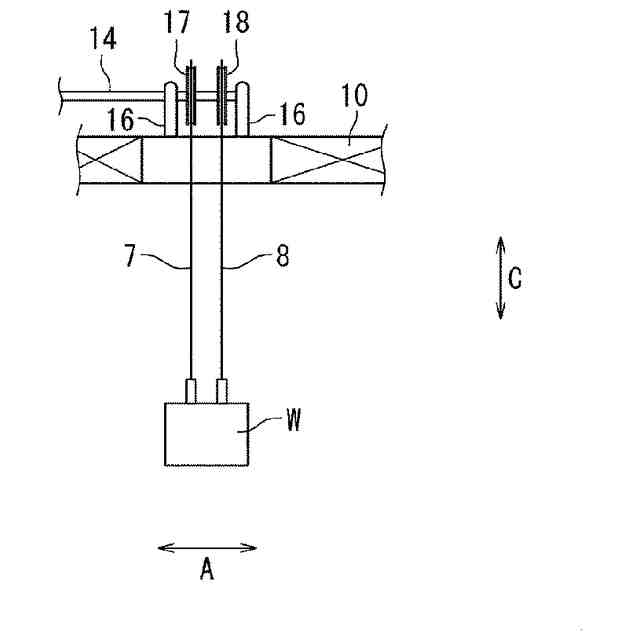
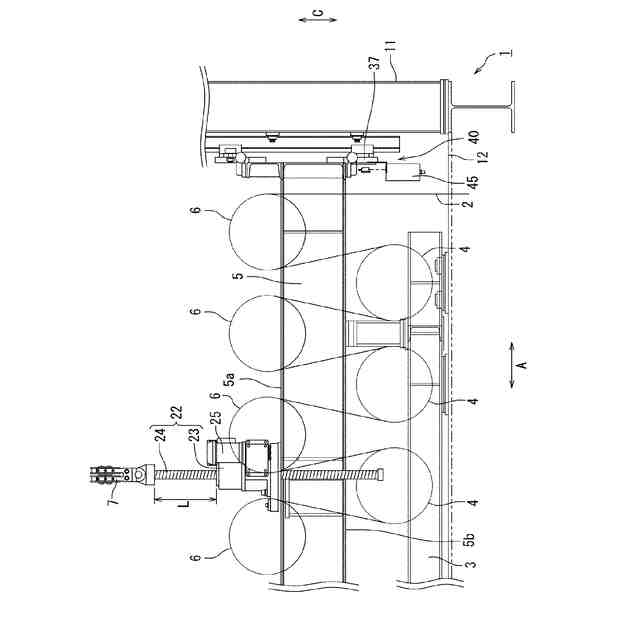
複数の固定ロールが配設された固定ステージと、
前記複数の固定ロールに対向配置された複数の可動ロールが配設されるキャリッジと、
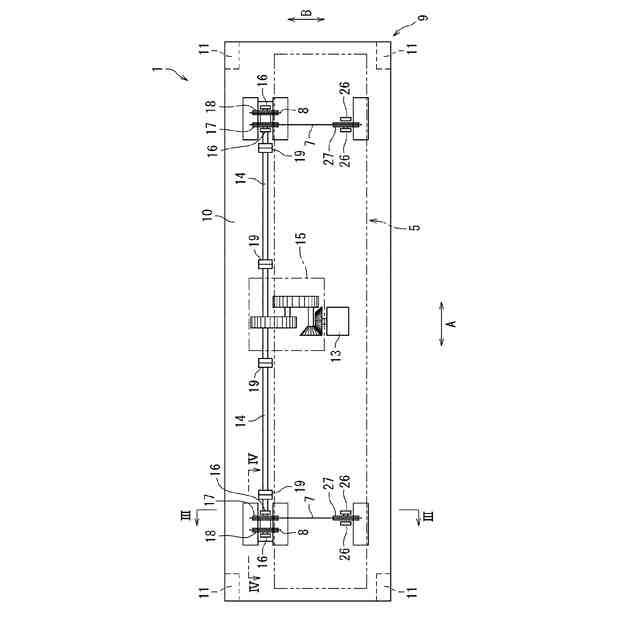
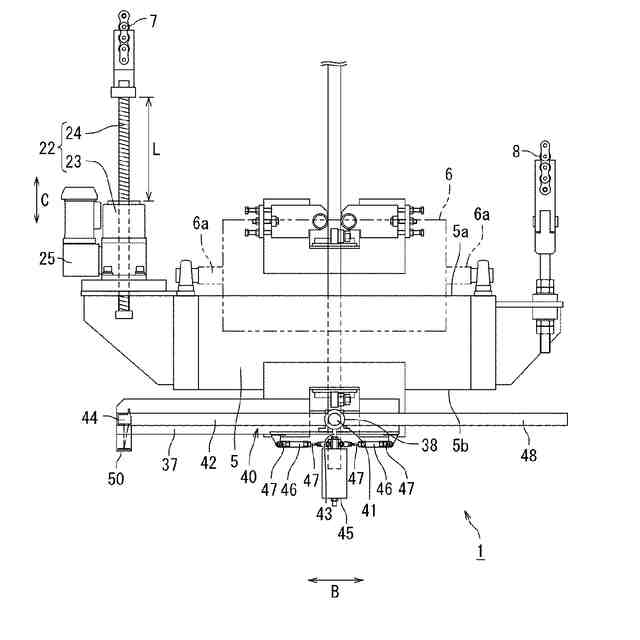
前記キャリッジを前記固定ステージに対して昇降させる昇降機構と、
前記キャリッジの傾斜度合いを検出する傾斜検出機構と、を備える縦型ルーパ設備において、
前記傾斜検出機構は、
前記キャリッジに配設されるターゲットと、
前記キャリッジに配設される軸受で軸支される検出軸と、
前記検出軸から水平方向に延在する水平延在部と、
前記ターゲットとの距離を測定するセンサと、
前記検出軸から鉛直方向に延在する鉛直延在部と、
前記鉛直延在部に配設される錘と、を備え、
前記センサは前記水平延在部の一側に配設され、
前記キャリッジが水平状態にある場合での第1距離と前記キャリッジが傾斜状態にある場合での第2距離との差分に基づいて、前記キャリッジの傾斜度合いが検出される、縦型ルーパ設備でのキャリッジの傾斜検出機構。
続きを表示(約 600 文字)
【請求項2】
前記傾斜検出機構は、前記水平延在部の他側において、前記センサをさらに備える、請求項1に記載の傾斜検出機構。
【請求項3】
前記センサは、非接触式の変位センサである、請求項2に記載の傾斜検出機構。
【請求項4】
前記非接触式の変位センサは、レーザー変位センサである、請求項3に記載の傾斜検出機構。
【請求項5】
前記錘は、振れ抑制装置によって支持される、請求項1に記載のキャリッジの傾斜検出機構。
【請求項6】
前記振れ抑制装置は、前記錘に接続されるダンパーと、前記ダンパーを前記錘および前記キャリッジに接続する接続部と、を含む、請求項5に記載のキャリッジの傾斜検出機構。
【請求項7】
請求項1から請求項6のいずれか1項に記載の前記傾斜検出機構と、
前記傾斜検出機構によって検出された前記キャリッジの傾斜度合いに基づいて、前記キャリッジを水平状態に修正する修正機構と、を備える、縦型ルーパ設備。
【請求項8】
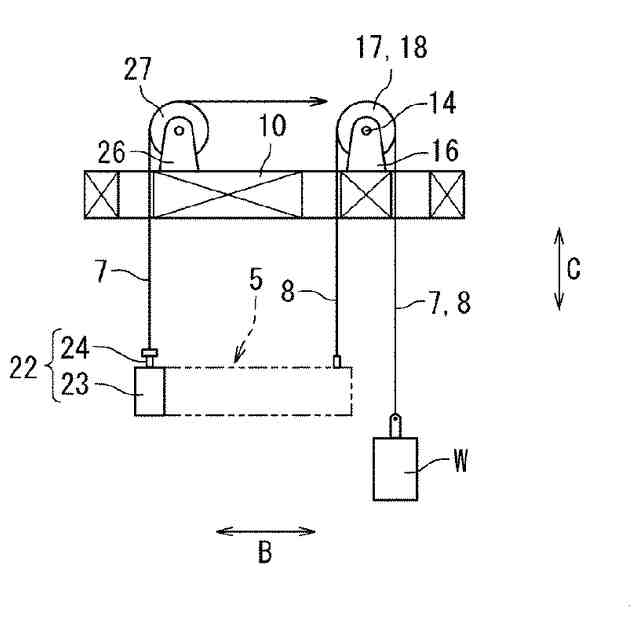
前記修正機構は、前記キャリッジを吊り下げる吊り材に接続されるネジ付きロッドと、前記ネジ付きロッドに螺合して前記ネジ付きロッドを出没させるネジ送り機構とを有し、前記ネジ送り機構によって前記ネジ付きロッドの突出長さを調整する、請求項7に記載の縦型ルーパ設備。
発明の詳細な説明
【技術分野】
【0001】
本発明は、キャリッジの傾斜検出機構および該機構を備える縦型ルーパ設備に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
縦型ルーパ設備において、キャリッジが水平に対して傾斜した状態になると、金属ストリップにシワや蛇行が発生したり金属ストリップがロールアウトしたりするため、キャリッジの傾斜度合いを検出するとともに傾斜したキャリッジを水平状態に戻す必要がある。
【0003】
特許文献1は、鉛直方向に設けられた被測定体と、キャリッジの上部に設けられて被測定体までの第1水平距離を測定する上部変位センサと、キャリッジの下部に設けられて被測定体までの第2水平距離を測定する下部変位センサと、を備えるキャリッジ水平維持装置を開示する。
【0004】
特許文献2は、案内レールに沿って長手方向に、左右一対の近接スイッチを等間隔に複数対で設け、左右一対の近接スイッチの発するパルス信号の時間差と、巻きドラムの回転速度と、近接スイッチの上下の間隔とに基づいて、キャリッジの傾斜角度を求めることを開示する。
【0005】
特許文献3は、固定ステージの四隅に設置される光学式距離計を用いて、固定ステージからキャリッジまでの垂直方向距離を測定することにより、キャリッジの傾斜度合いを測定することを開示する。
【先行技術文献】
【特許文献】
【0006】
特開2022-45607号公報
特開平5-329523号公報
特開2012-223771号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
特許文献1から特許文献3の従来技術では、変位センサや近接スイッチや光学式距離計などの各種センサを用いて、キャリッジの傾斜度合いすなわち水平からのずれを測定している。しかしながら、振動や衝撃や温度変化などの変動要因によって、センサにおける基準が変動する場合、センサの測定精度が低下して、キャリッジの傾斜度合いを正確に検出できないという問題がある。
【0008】
そこで、この発明の課題は、変動要因によってセンサにおける基準が変動しても、キャリッジの傾斜度合いを正確に検出する、キャリッジの傾斜検出機構および該機構を備える縦型ルーパ設備を提供することである。
【課題を解決するための手段】
【0009】
上記課題を解決するため、この発明の一態様に係るキャリッジの傾斜検出機構は、
複数の固定ロールが配設された固定ステージと、
前記複数の固定ロールに対向配置された複数の可動ロールが配設されるキャリッジと、
前記キャリッジを前記固定ステージに対して昇降させる昇降機構と、
前記キャリッジの傾斜度合いを検出する傾斜検出機構と、を備える縦型ルーパ設備において、
前記傾斜検出機構は、
前記キャリッジに配設されるターゲットと、
前記キャリッジに配設される軸受で軸支される検出軸と、
前記検出軸から水平方向に延在する水平延在部と、
前記ターゲットとの距離を測定するセンサと、
前記検出軸から鉛直方向に延在する鉛直延在部と、
前記鉛直延在部に配設される錘と、を備え、
前記センサは前記水平延在部の一側に配設され、
前記キャリッジが水平状態にある場合での第1距離と前記キャリッジが傾斜状態にある場合での第2距離との差分に基づいて、前記キャリッジの傾斜度合いが検出されることを特徴とする。
【発明の効果】
【0010】
この発明によれば、変動要因によってセンサとキャリッジとの位置関係が変動しても、錘に作用する重力で鉛直延在部が鉛直方向を向くとともに水平延在部が水平方向を向くように復元されるので、水平延在部に配設されたセンサは基準位置に戻ることができる。そして、変動前でのキャリッジの水平状態で測定された第1距離と、変動後でのキャリッジの傾斜状態で測定された第2距離との差分を取ることによって、キャリッジの傾斜度合いを正確に検出できる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
棒鋼連続引抜装置
4か月前
個人
ヘッダー加工機
2か月前
株式会社プロテリアル
鍛造装置
7か月前
トヨタ自動車株式会社
金型装置
7か月前
株式会社オプトン
曲げ加工装置
4か月前
日伸工業株式会社
プレス加工装置
1か月前
株式会社不二越
NC転造盤
4か月前
株式会社不二越
NC転造盤
8か月前
株式会社不二越
NC転造盤
1か月前
日東精工株式会社
中空軸部品の製造方法
1か月前
東栄工業株式会社
ダブルデッキヘミング金型
1か月前
トヨタ紡織株式会社
プレス金型
2か月前
工機ホールディングス株式会社
ニブラ
2か月前
株式会社西田製作所
パンチャーヘッド
3か月前
トヨタ紡織株式会社
プレス金型
3か月前
トヨタ紡織株式会社
プレス装置
3か月前
株式会社TMEIC
監視装置
3か月前
株式会社アマダ
曲げ加工機
1か月前
株式会社アマダ
曲げ加工機
4か月前
日産自動車株式会社
逐次成形方法
5か月前
株式会社トラバース
パンチング加工装置
3か月前
トヨタ自動車株式会社
打ち抜き加工方法
2か月前
トヨタ紡織株式会社
プレス金型装置
3か月前
浙江飛剣工貿有限公司
二重片口の製造方法
1か月前
株式会社カネミツ
筒張出部形成方法
6か月前
株式会社吉野機械製作所
プレス機械
6か月前
株式会社不二越
転造加工用平ダイス
4か月前
ユニオンツール株式会社
転造ダイスセット
1か月前
株式会社吉野機械製作所
プレス機械
1か月前
ユニプレス株式会社
プレス加工装置
8日前
トヨタ自動車株式会社
パイプ曲げ加工装置
4か月前
株式会社三明製作所
転造装置
6か月前
トヨタ自動車株式会社
電磁鋼板の成形方法
1か月前
加藤軽金属工業株式会社
押出材の加工装置
5か月前
株式会社アマダ
プレスブレーキ
11日前
東洋製罐株式会社
有底筒状体加工装置
7か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































