TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025088070
公報種別
公開特許公報(A)
公開日
2025-06-11
出願番号
2023202517
出願日
2023-11-30
発明の名称
蓋付きピアスナットを備える板材の製造方法、及び蓋付きピアスナットを備える板材
出願人
株式会社青山製作所
代理人
弁理士法人暁合同特許事務所
主分類
B21D
39/00 20060101AFI20250604BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】コスト増大を抑制しつつ容易に製造可能な、蓋付きピアスナットを備える板材を実現する。
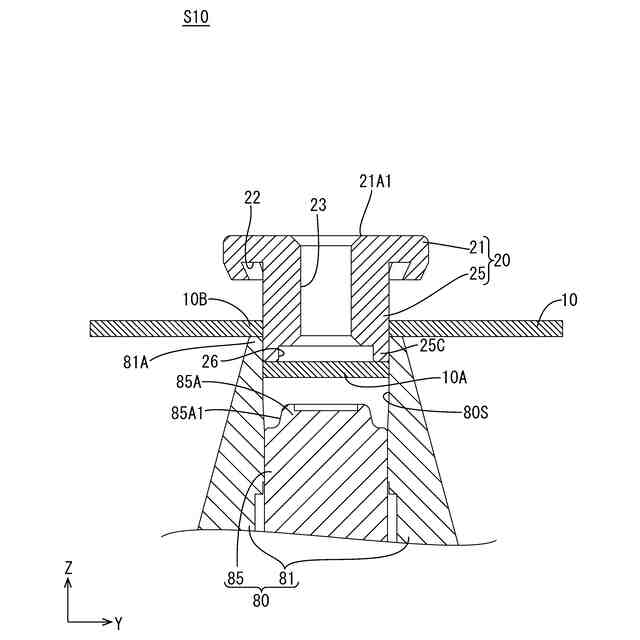
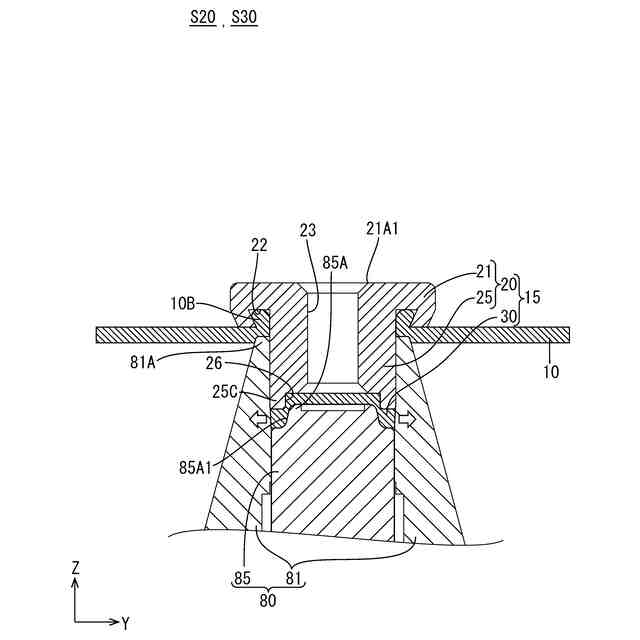
【解決手段】蓋付きピアスナット15を備える板材10の製造方法は、頭部21と、中軸部25とを有するピアスナット20と、ダイス80との間に板材10を設置して、ピアスナット20とダイス80との間を中軸部25の軸方向に加圧することで、中軸部25によって板材10の一部を打ち抜きスクラップ10Aとして切り出すスクラップ形成工程S10と、中軸部25とダイス80との間を軸方向に加圧することで、切り出されたスクラップ10Aを、中軸部25の先端開口25B1の開口縁部25Cにかしめ固定して蓋30とする蓋締結工程S20と、頭部21とダイス80との間を軸方向に加圧することで、頭部21を、スクラップ10Aが切り出された後の板材10にかしめ固定する板材締結工程S30と、を含む。
【選択図】図8
特許請求の範囲
【請求項1】
頭部と、前記頭部より外径の小さい中軸部と、を有する中空筒状のピアスナットと、前記ピアスナットの前記中軸部が挿入される挿入口を有するダイスと、の間に板材を設置して、前記ピアスナットと前記ダイスとの間を前記中軸部の軸方向に加圧することで、前記ピアスナットの前記中軸部によって前記板材の一部を打ち抜き、前記挿入口内にスクラップとして切り出すスクラップ形成工程と、
前記ピアスナットの前記中軸部と前記ダイスとの間を前記軸方向に加圧することで、前記挿入口内に切り出された前記スクラップを、前記ピアスナットの前記中軸部の先端開口の開口縁部にかしめ固定して蓋とする蓋締結工程と、
前記ピアスナットの前記頭部と前記ダイスとの間を前記軸方向に加圧することで、前記ピアスナットの前記頭部を、前記スクラップが切り出された後の前記板材にかしめ固定する板材締結工程と、を含む、蓋付きピアスナットを備える板材の製造方法。
続きを表示(約 1,100 文字)
【請求項2】
前記スクラップ形成工程、前記蓋締結工程、及び前記板材締結工程は、前記ダイスに対して前記ピアスナットを前記軸方向に押圧することで連続して実行される、請求項1に記載の蓋付きピアスナットを備える板材の製造方法。
【請求項3】
前記蓋締結工程、及び前記板材締結工程は同時に実行される、請求項2に記載の蓋付きピアスナットを備える板材の製造方法。
【請求項4】
前記ダイスは、内部空間を有する第1ダイスと、前記第1ダイスの前記内部空間に挿入され、前記軸方向に沿って変位可能な第2ダイスと、を有し、
前記ダイスの前記挿入口の前記軸方向の長さは、前記第2ダイスの位置によって変更可能とされ、
前記スクラップ形成工程、前記蓋締結工程、及び前記板材締結工程の後に、前記第2ダイスを前記軸方向に沿って変位させることで、前記ピアスナットの前記中軸部を前記ダイスの前記挿入口から排出する排出工程を含む、請求項1から3のいずれか1項に記載の蓋付きピアスナットを備える板材の製造方法。
【請求項5】
前記第2ダイスの前記挿入口側の端部は、前記挿入口側が先細となる傾斜面を有する、請求項4に記載の蓋付きピアスナットを備える板材の製造方法。
【請求項6】
前記ピアスナットの前記先端開口の前記開口縁部には、前記中軸部の軸方向と交わる方向に沿って突出し、前記蓋と嵌合する突出部が設けられており、
前記蓋締結工程において、前記スクラップは、前記ピアスナットの前記突出部と嵌合される、請求項1から3のいずれか1項に記載の蓋付きピアスナットを備える板材の製造方法。
【請求項7】
頭部と、前記頭部より外径の小さい中軸部と、を有する中空筒状のピアスナットと、
前記ピアスナットの前記中軸部が貫通し、前記ピアスナットの前記頭部がかしめ固定される板材と、を備え、
前記ピアスナットの前記中軸部のうち前記頭部と反対側の先端開口の開口縁部には、前記板材と同一材料からなる蓋がかしめ固定されている、蓋付きピアスナットを備える板材。
【請求項8】
前記ピアスナットの前記中軸部のうち前記先端開口の前記開口縁部には、前記中軸部の軸方向と交わる方向に沿って突出し、前記蓋と嵌合する突出部が設けられている、請求項7に記載の蓋付きピアスナットを備える板材。
【請求項9】
前記突出部は、前記先端開口の前記開口縁部の周方向全体に亘って設けられている請求項8に記載の蓋付きピアスナットを備える板材。
発明の詳細な説明
【技術分野】
【0001】
本技術は、蓋付きピアスナットを備える板材の製造方法、及び蓋付きピアスナットを備える板材に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
従来、ネジ等の締結部材を板材(取付対象物)に取り付けるための被締結具(インサート)として、板材にかしめ固定されるピアスナットが知られている。ピアスナットは、溶接ナットに比べて板材への取り付けが容易な利点がある。特許文献1には、その一例として、中空筒状の本体の一方の穴が塞ぎ体(蓋)で塞がれた、クローズタイプのインサート(蓋付きピアスナット)が開示されている。
【0003】
特許文献1に記載のピアスナットによれば、誤った長さの締結部材が取り付けられて、締結部材が本体から突出し、基板等の他部材に接触してしまったり、穴から切り粉やメッキ粉等の異物が流出してしまったりする事態を防止できるとされている。このような蓋付きピアスナットは、特に電気部品や電子機器の分野において需要が大きい。
【先行技術文献】
【特許文献】
【0004】
特許第5419482号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
上記した特許文献1に記載のピアスナットの蓋は、ピアスナットの穴の上にシート状材が載置され、このシート状材が打ち抜かれて湾曲状に穴を塞ぐことで製造される。そして、このような蓋が取り付けられたピアスナットが、板材のバーリング穴に対して圧入され、かしめ固定される。従って蓋付きピアスナットを備える板材は、シート状材を打ち抜いてピアスナットに蓋を取り付ける前工程と、蓋が取り付けられたピアスナットを板材に圧入する後工程と、が製造工程として必要となり、蓋を備えないピアスナットに比べて前工程が追加となる。また、蓋の母材となるシート状材の材料費も追加となるのが実情である。
【0006】
本技術は上記のような実情に基づいて完成されたものであって、コスト増大を抑制しつつ容易に製造可能な、蓋付きピアスナットを備える板材を実現することを目的とする。
【課題を解決するための手段】
【0007】
本技術に関わる蓋付きピアスナットを備える板材の製造方法は、頭部と、前記頭部より外径の小さい中軸部と、を有する中空筒状のピアスナットと、前記ピアスナットの前記中軸部が挿入される挿入口を有するダイスと、の間に板材を設置して、前記ピアスナットと前記ダイスとの間を前記中軸部の軸方向に加圧することで、前記ピアスナットの前記中軸部によって前記板材の一部を打ち抜き、前記挿入口内にスクラップとして切り出すスクラップ形成工程と、前記ピアスナットの前記中軸部と前記ダイスとの間を前記軸方向に加圧することで、前記挿入口内に切り出された前記スクラップを、前記ピアスナットの前記中軸部の先端開口の開口縁部にかしめ固定して蓋とする蓋締結工程と、前記ピアスナットの前記頭部と前記ダイスとの間を前記軸方向に加圧することで、前記ピアスナットの前記頭部を、前記スクラップが切り出された後の前記板材にかしめ固定する板材締結工程と、を含む。
【0008】
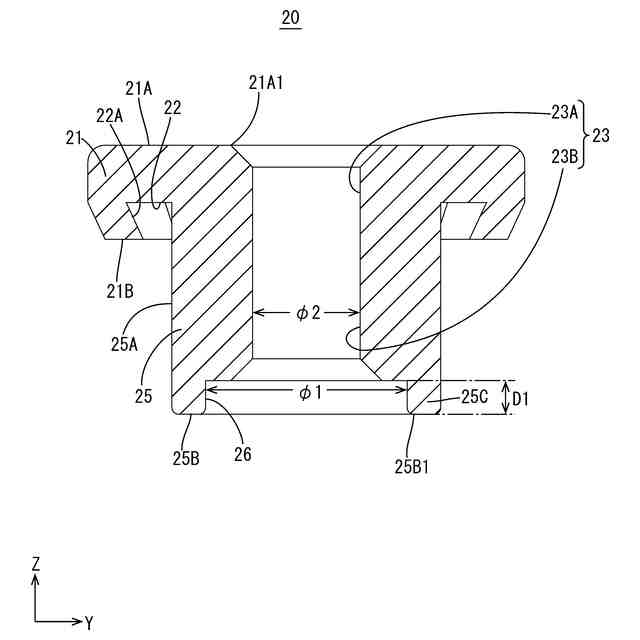
本技術に関わる蓋付きピアスナットを備える板材は、頭部と、前記頭部より外径の小さい中軸部と、を有する中空筒状のピアスナットと、前記ピアスナットの前記中軸部が貫通し、前記ピアスナットの前記頭部がかしめ固定される板材と、を備え、前記ピアスナットの前記中軸部のうち前記頭部と反対側の先端開口の開口縁部には、前記板材と同一材料からなる蓋がかしめ固定されている。
【発明の効果】
【0009】
本技術によれば、コスト増大を抑制しつつ容易に製造可能な、蓋付きピアスナットを備える板材を実現できる。
【図面の簡単な説明】
【0010】
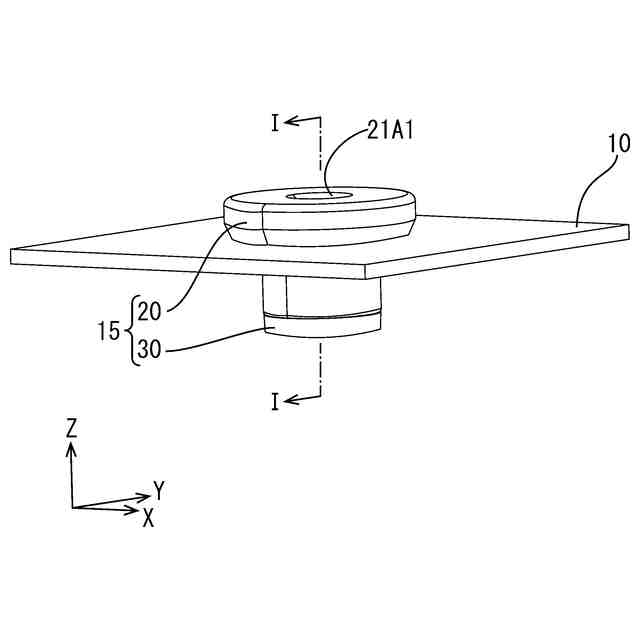
実施形態1に係る蓋付きピアスナットを備える板材の斜視図
図1のI-I線断面図
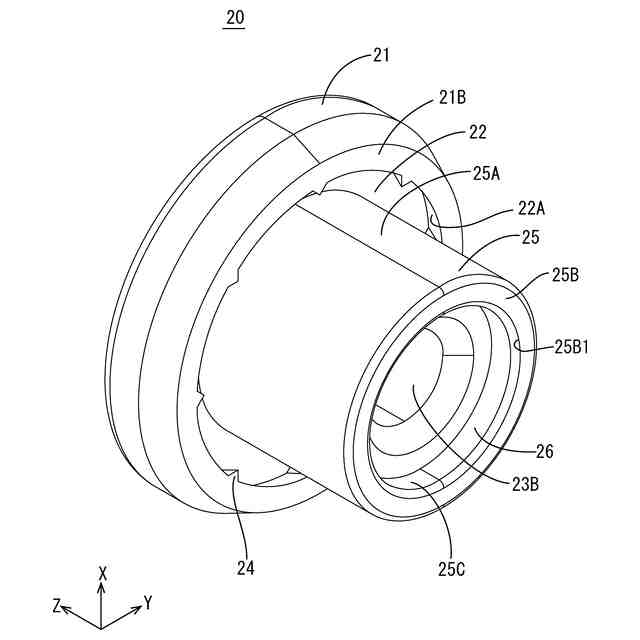
ピアスナットの斜視図
ピアスナットの下面図
図4のII-II線断面図
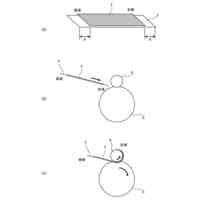
蓋付きピアスナットを備える板材の製造工程を示す断面図
図6に続く製造工程(スクラップ形成工程)を示す断面図
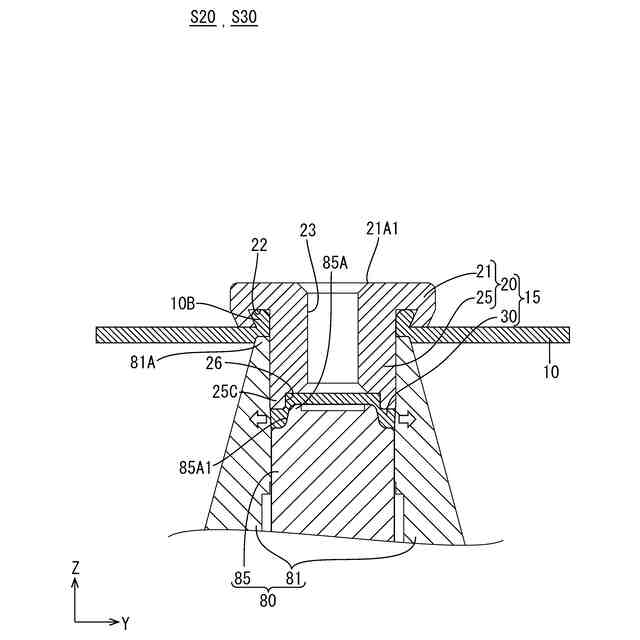
図7に続く製造工程(蓋締結工程及び板材締結工程)を示す断面図
図8に続く製造工程(排出工程)を示す断面図
実施形態2に係るピアスナットの斜視図
ピアスナットの下面図
図11のIII-III線断面図
実施形態3に係るピアスナットの斜視図
ピアスナットの下面図
図14のIV-IV線断面図
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
棒鋼連続引抜装置
3か月前
個人
ヘッダー加工機
14日前
トヨタ自動車株式会社
金型装置
5か月前
株式会社オプトン
曲げ加工装置
3か月前
株式会社不二越
NC転造盤
3か月前
トヨタ紡織株式会社
プレス金型
2か月前
トヨタ紡織株式会社
プレス金型
13日前
株式会社西田製作所
パンチャーヘッド
1か月前
トヨタ紡織株式会社
プレス装置
1か月前
工機ホールディングス株式会社
ニブラ
1か月前
株式会社アマダ
曲げ加工機
3日前
株式会社トラバース
パンチング加工装置
1か月前
株式会社アマダ
曲げ加工機
3か月前
トヨタ自動車株式会社
打ち抜き加工方法
29日前
株式会社TMEIC
監視装置
2か月前
日産自動車株式会社
逐次成形方法
4か月前
株式会社カネミツ
筒張出部形成方法
4か月前
トヨタ紡織株式会社
プレス金型装置
1か月前
株式会社吉野機械製作所
プレス機械
4か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
2か月前
株式会社不二越
転造加工用平ダイス
2か月前
浙江飛剣工貿有限公司
二重片口の製造方法
7日前
加藤軽金属工業株式会社
押出材の加工装置
3か月前
株式会社吉野機械製作所
プレス機械
1日前
株式会社三明製作所
転造装置
5か月前
株式会社エナテック
製品分離システム
3か月前
本田技研工業株式会社
鍛造用金型
3か月前
株式会社カネミツ
歯付円筒体形成方法
4か月前
東洋製罐株式会社
有底筒状体加工装置
3か月前
トヨタ自動車株式会社
歯形を鍛造成形する方法
2か月前
トックス プレソテクニック株式会社
接合装置
3か月前
日本製鉄株式会社
圧延装置
3か月前
日本製鉄株式会社
圧延装置
3か月前
日産自動車株式会社
金属板の曲げ加工方法
1か月前
JFEスチール株式会社
板巻き加工品の製造方法
1か月前
トヨタ紡織株式会社
モータコアの製造装置
5か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ