TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025084584
公報種別
公開特許公報(A)
公開日
2025-06-03
出願番号
2023198593
出願日
2023-11-22
発明の名称
機械特性検査装置、及び射出成形システム
出願人
セイコーエプソン株式会社
代理人
弁理士法人樹之下知的財産事務所
主分類
B29C
45/76 20060101AFI20250527BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】射出成形により成形される成形品の機械特性を簡素な構成で精度よく検査する機械特性検査装置、及び射出成形システムを提供する。
【解決手段】機械特性検査装置は、樹脂材料を射出成形した成形品の機械特性の検査する機械特性検査装置であって、前記成形品に対する複数の分光波長に対する分光画像を取得する分光画像取得部と、複数の前記分光波長に対する前記分光画像から、前記成形品の複数の測定点の分光スペクトルを算出するスペクトル算出部と、複数の前記測定点の前記分光スペクトルにおける所定の前記分光波長における分光特徴値を算出する特徴値算出部と、前記分光特徴値に基づき、前記成形品の前記機械特性を推定する機械特性推定部と、を備える。
【選択図】図1
特許請求の範囲
【請求項1】
樹脂材料を射出成形した成形品の機械特性の検査する機械特性検査装置であって、
前記成形品に対する複数の分光波長に対する分光画像を取得する分光画像取得部と、
複数の前記分光波長に対する前記分光画像から、前記成形品の複数の測定点の分光スペクトルを算出するスペクトル算出部と、
複数の前記測定点の前記分光スペクトルにおける所定の前記分光波長における分光特徴値を算出する特徴値算出部と、
前記分光特徴値に基づき、前記成形品の前記機械特性を推定する機械特性推定部と、
を備える、機械特性検査装置。
続きを表示(約 1,600 文字)
【請求項2】
前記機械特性推定部は、前記樹脂材料により成形される前記成形品の劣化状態を示す機械特性値と前記分光特徴値との関係を示す検量線を用いて、各前記測定点の前記分光特徴値に対応する前記機械特性値を算出し、各前記測定点に対して算出された前記機械特性値の平均値を、前記成形品の平均機械特性として算出する、
請求項1に記載の機械特性検査装置。
【請求項3】
前記機械特性推定部は、前記樹脂材料により成形される前記成形品の劣化状態を示す機械特性値と前記分光特徴値との関係を示す検量線を用いて、各前記測定点の前記分光特徴値に対応する前記機械特性値を算出し、各前記測定点に対して算出された前記機械特性値のばらつきを、前記成形品の機械特性の面内ばらつきとして算出する、
請求項1に記載の機械特性検査装置。
【請求項4】
前記分光特徴値は、前記成形品の前記樹脂材料に応じた吸収ピーク波長における、前記分光スペクトルの二次微分値である、
請求項1に記載の機械特性検査装置。
【請求項5】
前記機械特性推定部での前記機械特性の推定結果に基づいて、前記成形品が良品か否かを判定する合否判定部をさらに備える、
請求項1に記載の機械特性検査装置。
【請求項6】
請求項1に記載の機械特性検査装置と、
前記成形品を射出成形により形成する射出成形機と、を含む射出成形システムであって、
前記射出成形機は、前記機械特性検査装置による前記機械特性の推定結果に基づいて、射出成形条件を調整する、
ことを特徴とする射出成形システム。
【請求項7】
前記機械特性推定部は、前記樹脂材料により成形される前記成形品の劣化状態を示す機械特性値と前記分光特徴値との関係を示す検量線を用いて、各前記測定点の前記分光特徴値に対応する前記機械特性値を算出し、各前記測定点に対して算出された前記機械特性値の平均値を、前記成形品の平均機械特性として算出し、
前記射出成形機は、前記樹脂材料及びフィラーが投入されるホッパー、前記ホッパーに投入する前記樹脂材料に含まれる再生樹脂材料と新規樹脂材料との投入比を調整する樹脂投入量調整部、前記ホッパーから投入された前記樹脂材料が送られるシリンダー、前記シリンダー内の前記樹脂材料を加熱して可塑化させる加熱部を備え、前記平均機械特性に基づいて、前記投入比、及び前記加熱部による可塑化温度の少なくともいずれかを調整する、
請求項6に記載の射出成形システム。
【請求項8】
前記機械特性推定部は、前記樹脂材料により成形される前記成形品の劣化状態を示す機械特性値と前記分光特徴値との関係を示す検量線を用いて、各前記測定点の前記分光特徴値に対応する前記機械特性値を算出し、各前記測定点に対して算出された前記機械特性値のばらつきを、前記成形品の機械特性ばらつきとして算出し、
前記射出成形機は、前記樹脂材料を投入するホッパー、前記ホッパーから投入された前記樹脂材料が送られるシリンダー、前記シリンダー内の前記樹脂材料を加熱して可塑化させる加熱部、前記シリンダー内に挿通されて前記樹脂材料を混錬し、かつ回転速度を調整可能なスクリュー、及び前記シリンダー内の前記樹脂材料を押し出す射出部を有し、前記機械特性ばらつきに基づいて、可塑化温度、前記スクリューの回転速度、前記スクリューによる前記樹脂材料の混錬時間、及び前記射出部における射出圧の少なくともいずれかを調整する、
請求項6に記載の射出成形システム。
【請求項9】
前記分光画像に基づいて前記成形品の含まれる異物を検出する異物検出部をさらに備える、
請求項6に記載の射出成形システム。
【請求項10】
前記分光画像に基づいて前記成形品の形状を検査する形状検査部をさらに備える、
請求項6に記載の射出成形システム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、機械特性検査装置、及び機械特性検査装置を備える射出成形システムに関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
射出成形された樹脂成形品の特性検査を行う装置が知られている。特許文献1に記載の装置は、金型装置または型締装置に設けられた第1光照射部から型開後の成形品に光を照射し、成形品を透過した光を、光ファイバー等により構成された導光部材により第1光強度検出部に導いて受光する。また、射出装置のノズルに設けられた第2光照射部から溶融状態の成形材料に光を照射し、成形材料を透過した光を第2光強度検出部で受光する。そして、第1光強度検出部、及び第2光強度検出部で検出された光強度に基づいて、成形品Wの劣化状態を判定する。
【先行技術文献】
【特許文献】
【0003】
特開2015-189211号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1に記載の装置では、成形品の1点を透過した光を光ファイバー等の導光部材で第1光強度検出部に導く構成となる。この場合、成形品の全体の機械特性を検査することができない。例えば、成形品の一部のみに劣化が生じているなど、機械強度にムラが発生している場合がある。この場合、成形品全体の劣化状態を検出しなければ、成形品の機械特定の良否の正しく判定できない。
また、特許文献1では、さらに、第2光強度検出部により成形材料を透過した光強度を検出するが、射出成形後の成形品の全体の劣化状態を検査していないため、上記と同様、部分的な劣化を検出できず、成形品の機械特性を正しく判定できない。
【課題を解決するための手段】
【0005】
本開示の第一態様に係る機械特性検査装置は、樹脂材料を射出成形した成形品の機械特性の検査する機械特性検査装置であって、前記成形品に対する複数の分光波長に対する分光画像を取得する分光画像取得部と、複数の前記分光波長に対する前記分光画像から、前記成形品の複数の測定点の分光スペクトルを算出するスペクトル算出部と、複数の前記測定点の前記分光スペクトルにおける所定の前記分光波長における分光特徴値を算出する特徴値算出部と、前記分光特徴値に基づき、前記成形品の前記機械特性を推定する機械特性推定部と、を備える。
【0006】
本開示の第二態様の射出成形システムは、上述した第一態様の機械特性検査装置と、前記成形品を射出成形により形成する射出成形機と、を含む射出成形システムであって、前記射出成形機は、前記機械特性検査装置による前記機械特性の推定結果に基づいて、射出成形条件を調整する。
【図面の簡単な説明】
【0007】
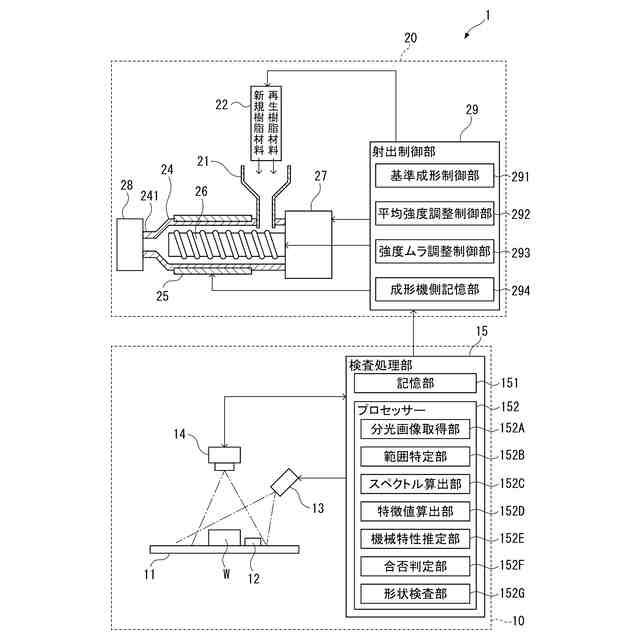
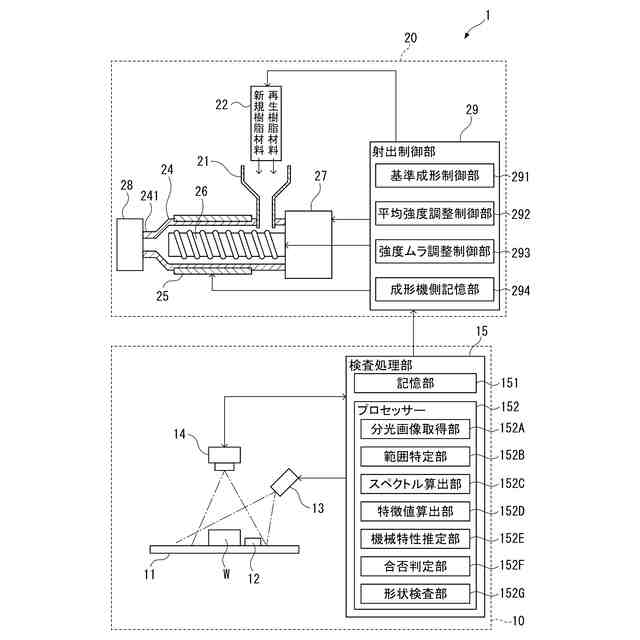
本実施形態の射出成形システムの構成を示す概略図。
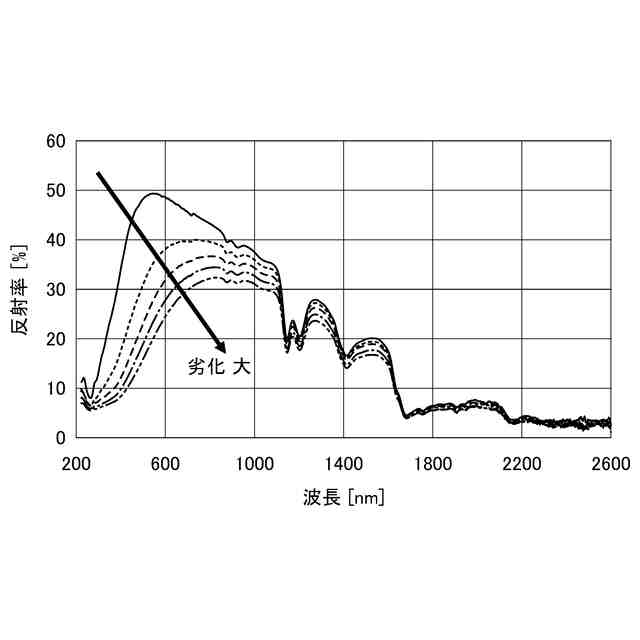
劣化の進行度が異なる複数の成形品の分光スペクトルの測定結果を示す図。
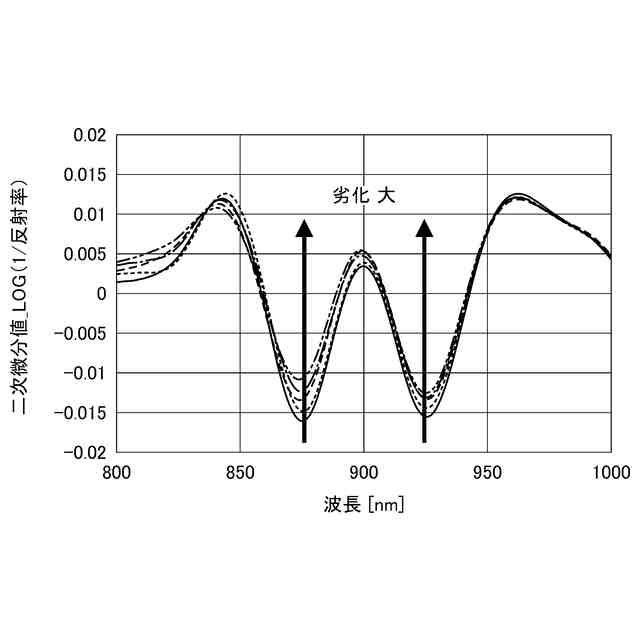
図2の分光スペクトルを二次微分した二次微分スペクトルを示す図。
本実施形態における検出用検量線の一例を示す図。
特性分布画像の一例を示す図。
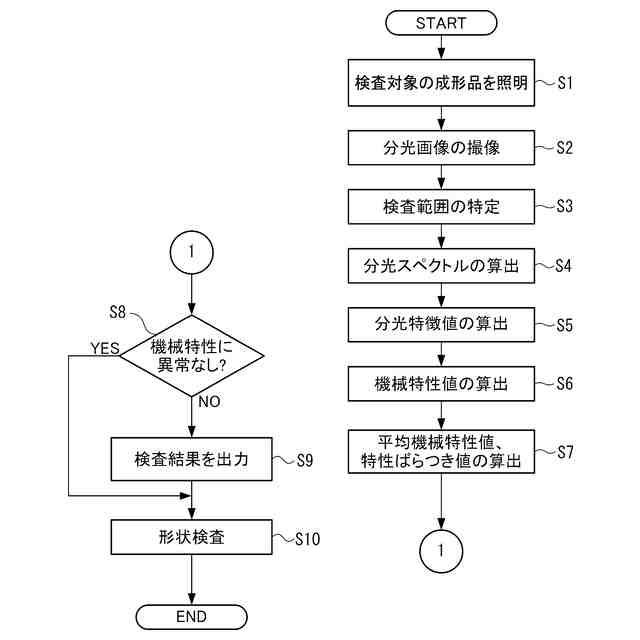
本実施形態の機械特性検査装置による機械特性の検査方法を示すフローチャート。
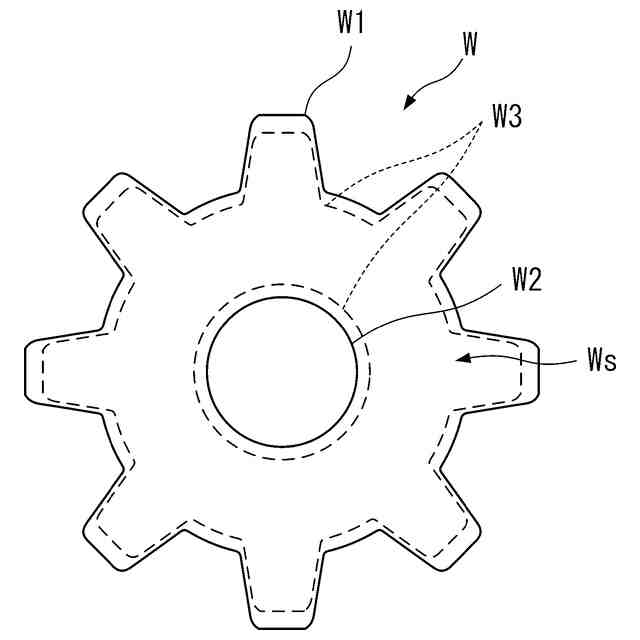
成形品の検査範囲の特定例を示す図。
本実施形態の射出成形条件の調整方法を示すフローチャート。
平均機械特性値から成形条件を求めるための第一特性検量線の一例を示す図。
特性ばらつき値から成形条件を求めるための第二特性検量線の一例を示す図。
【発明を実施するための形態】
【0008】
以下、本開示の一実施形態について説明する。
図1は、本実施形態の射出成形システム1の構成を示す概略図である。
図1において、射出成形システム1は、射出成形により製造された成形品Wの機械特性の検査を行う機械特性検査装置10と、成形品Wを射出成形により製造する射出成形機20と、を備える。
【0009】
[機械特性検査装置10の構成]
機械特性検査装置10は、ステージ11と、基準体12と、照明部13と、撮像部14と、検査処理部15と、を備える。
ステージ11は、検査対象となる成形品Wを載置する載置台である。検査を実施する成形品Wは、射出成形機20により製造された全ての成形品Wであってもよく、所定周期でピックアップされた成形品Wであってもよい。本実施形態では、分光画像に基づいた機械特性検査を実施することで迅速な検査が実施可能であり、全ての成形品Wを検査対象とする場合でも機械特性検査に係る時間の長期化は回避可能である。
【0010】
基準体12は、基準スペクトルを有する。基準スペクトルは、基準体12が有する反射率スペクトルであり、例えば、照明部13から照射される各波長の光を、100%または略100%となる反射率で反射させる。なお、ステージ11が、スペクトルムラのない基準色に塗布されていてもよく、この場合、ステージ11を基準体12として機能させることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
6か月前
東レ株式会社
溶融紡糸設備
11か月前
CKD株式会社
型用台車
5か月前
シーメット株式会社
光造形装置
5か月前
東レ株式会社
プリプレグテープ
8か月前
個人
射出ミキシングノズル
7か月前
グンゼ株式会社
ピン
5か月前
東レ株式会社
フィルムの製造方法
2か月前
株式会社日本製鋼所
押出機
8か月前
個人
樹脂可塑化方法及び装置
4か月前
日機装株式会社
加圧システム
1か月前
株式会社カワタ
計量混合装置
13日前
株式会社FTS
ロッド
4か月前
株式会社シロハチ
真空チャンバ
7か月前
東レ株式会社
樹脂フィルムの製造方法
13日前
株式会社リコー
シート剥離装置
10か月前
トヨタ自動車株式会社
射出装置
3か月前
株式会社FTS
成形装置
5か月前
東レ株式会社
一体化成形品の製造方法
9か月前
帝人株式会社
成形体の製造方法
11か月前
株式会社漆原
シートの成形方法
10日前
株式会社不二越
射出成形機
7日前
株式会社日本製鋼所
押出成形装置
8か月前
株式会社神戸製鋼所
混練機
3か月前
株式会社コスメック
射出成形装置
7日前
東レ株式会社
炭素繊維シートの製造方法
1か月前
株式会社日本製鋼所
押出成形装置
8か月前
TOWA株式会社
成形型清掃用のブラシ
8か月前
三菱自動車工業株式会社
予熱装置
8か月前
株式会社不二越
射出成形機
1か月前
株式会社リコー
画像形成システム
6か月前
株式会社FTS
セパレータ
4か月前
株式会社不二越
射出成形機
2か月前
株式会社不二越
射出成形機
1か月前
株式会社ニフコ
樹脂製品の製造方法
7か月前
個人
ノズルおよび熱風溶接機
4か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ


































