TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025084441
公報種別
公開特許公報(A)
公開日
2025-06-03
出願番号
2023198349
出願日
2023-11-22
発明の名称
三次元造形装置
出願人
セイコーエプソン株式会社
代理人
弁理士法人明成国際特許事務所
主分類
B29C
64/393 20170101AFI20250527BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】三次元造形装置において、可塑化材料の吐出量を迅速に安定させる。
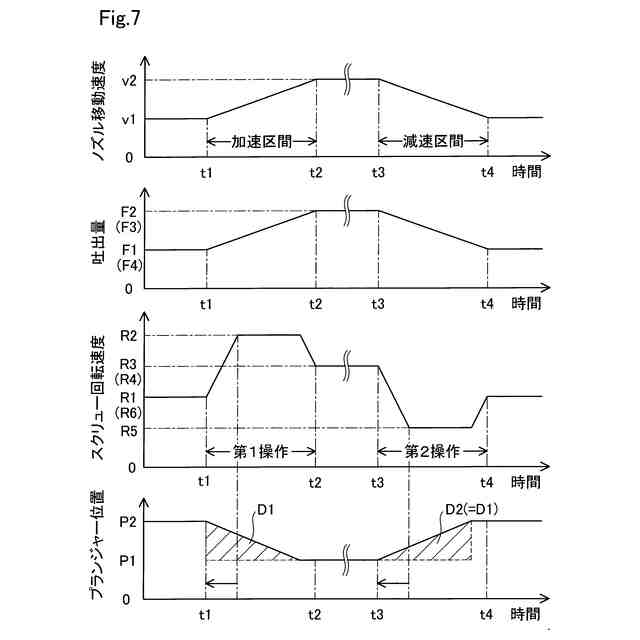
【解決手段】三次元造形装置は、材料を可塑化して可塑化材料を生成する可塑化部と、ノズル開口を有し可塑化材料を吐出するノズルと、可塑化部を制御する制御部と、を備え、制御部は、ノズルからの可塑化材料の吐出量を、第1吐出量から第1吐出量よりも大きい第2吐出量に調整する場合、スクリューの回転速度を第1速度から、第1速度よりも大きい第2速度に調整した後に、第1速度よりも大きく、かつ、第2速度よりも小さい第3速度に調整する第1操作、又は、ノズルからの可塑化材料の吐出量を、第3吐出量から第3吐出量よりも小さい第4吐出量に調整する場合、スクリューの回転速度を第4速度から、第4速度よりも小さい第5速度に調整した後に、第5速度よりも大きく、かつ、第4速度よりも小さい第6速度に調整する第2操作、の少なくとも一方の操作を実行する。
【選択図】図7
特許請求の範囲
【請求項1】
スクリュー、及び、前記スクリューを回転させるモーターを有し、材料を可塑化して可塑化材料を生成する可塑化部と、
ノズル開口を有し、前記可塑化材料を吐出するノズルと、
前記可塑化部を制御する制御部と、を備え、
前記制御部は、
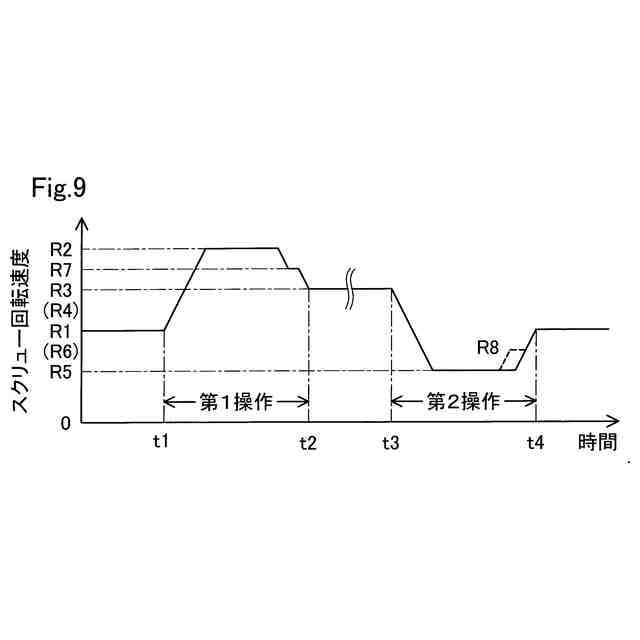
前記ノズルからの前記可塑化材料の吐出量を、第1吐出量から前記第1吐出量よりも大きい第2吐出量に調整する場合、前記スクリューの回転速度を第1速度から、前記第1速度よりも大きい第2速度に調整した後に、前記第1速度よりも大きく、かつ、前記第2速度よりも小さい第3速度に調整する第1操作、又は、
前記ノズルからの前記可塑化材料の吐出量を、第3吐出量から前記第3吐出量よりも小さい第4吐出量に調整する場合、前記スクリューの回転速度を第4速度から、前記第4速度よりも小さい第5速度に調整した後に、前記第5速度よりも大きく、かつ、前記第4速度よりも小さい第6速度に調整する第2操作、
の少なくとも一方の操作を実行する、
三次元造形装置。
続きを表示(約 1,200 文字)
【請求項2】
請求項1に記載の三次元造形装置であって、
前記制御部は、前記第1操作において、前記スクリューの回転速度を、前記第2速度に調整した後に、前記第2速度よりも小さく前記第3速度よりも大きい第7速度に調整し、その後、前記第7速度から前記第3速度に調整する、三次元造形装置。
【請求項3】
請求項1に記載の三次元造形装置であって、
前記可塑化材料が流れ、前記ノズル開口に連通する流路と、
前記流路に接続された分岐流路と、前記分岐流路内に配置されたプランジャーとを有し、前記プランジャーの位置を変更することで、前記流路内の前記可塑化材料を前記分岐流路内に吸引し、かつ、前記分岐流路内の前記可塑化材料を前記流路に送出することが可能に構成された吸引送出部と、を備え、
前記制御部は、
前記ノズルの相対的な移動速度が第1移動速度から前記第1移動速度よりも大きい第2移動速度へ加速する加速区間において、前記第1操作を実行する操作、又は、
前記第2移動速度から前記第1移動速度へ減速する減速区間において、前記第2操作を実行する操作、
の少なくともいずれかの操作を実行し、
前記プランジャーを前記分岐流路内で移動させることにより、前記加速区間において前記可塑化材料を前記分岐流路から前記流路に送出する操作、及び、前記減速区間において前記流路から前記分岐流路に前記可塑化材料を吸引する操作を実行し、
前記加速区間における前記プランジャーの移動量と、前記減速区間における前記プランジャーの移動量とを整合させる、
三次元造形装置。
【請求項4】
請求項3に記載の三次元造形装置であって、
前記制御部は、
前記加速区間において前記第1操作を実行する場合、前記スクリューの回転速度が前記第2速度に達するタイミングよりも前に、前記プランジャーを移動させるための操作指令を前記吸引送出部に送信する処理、又は、
前記減速区間において前記第2操作を実行する場合、前記スクリューの回転速度が前記第5速度に達するタイミングよりも前に、前記プランジャーを移動させるための操作指令を前記吸引送出部に送信する処理、
の少なくともいずれか一方を行う、
三次元造形装置。
【請求項5】
請求項3に記載の三次元造形装置であって、
前記制御部は、
前記ノズルの相対的な移動速度を、前記第1移動速度から前記第2移動速度へ加速させた後、更に前記第2移動速度よりも大きい第3移動速度へ加速させ、
前記移動速度を前記第3移動速度から前記第1移動速度に減速させる場合に、前記移動速度を前記第3移動速度から一旦前記第2移動速度へ減速させた後に、前記第2移動速度から前記第1移動速度に減速させる、
、三次元造形装置。
発明の詳細な説明
【技術分野】
【0001】
本開示は、三次元造形装置に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
特許文献1には、ノズルから吐出される溶融材料の量を制御可能な流量調節機構を備えた三次元造形装置が開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2019-81263号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
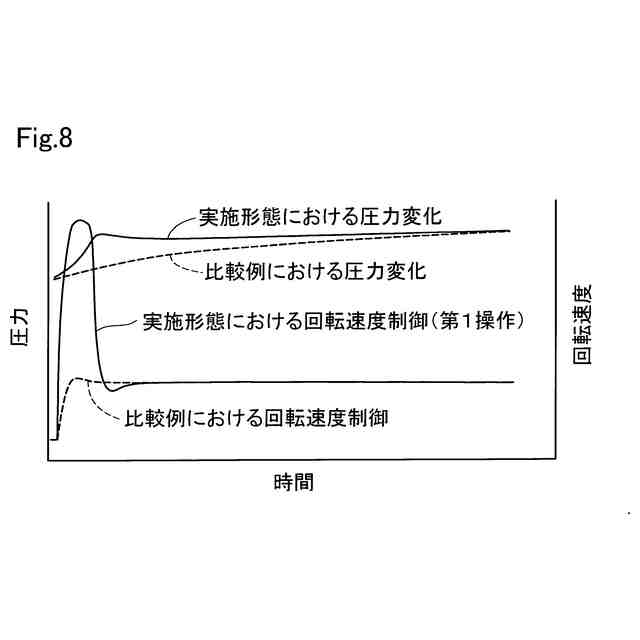
特許文献1に開示された三次元造形装置は、流量調節機構としてのバタフライバルブの回転角度を調整することによって、ノズルからの吐出量を調整できる。しかし、流量調節機構によってノズルからの吐出量を制御する場合、流量制御機構よりも上流の流路内の圧力が安定せず、吐出量が安定するのに時間を要する場合があった。
【課題を解決するための手段】
【0005】
本開示の第1の形態によれば、三次元造形装置が提供される。この三次元造形装置は、スクリュー、及び、前記スクリューを回転させるモーターを有し、材料を可塑化して可塑化材料を生成する可塑化部と、ノズル開口を有し、前記可塑化材料を吐出するノズルと、前記可塑化部を制御する制御部と、を備え、前記制御部は、前記ノズルからの前記可塑化材料の吐出量を、第1吐出量から前記第1吐出量よりも大きい第2吐出量に調整する場合、前記スクリューの回転速度を第1速度から、前記第1速度よりも大きい第2速度に調整した後に、前記第1速度よりも大きく、かつ、前記第2速度よりも小さい第3速度に調整する第1操作、前記ノズルからの前記可塑化材料の吐出量を、第3吐出量から前記第3吐出量よりも小さい第4吐出量に調整する場合、前記スクリューの回転速度を第4速度から、前記第4速度よりも小さい第5速度に調整した後に、前記第5速度よりも大きく、かつ、前記第4速度よりも小さい第6速度に調整する第2操作、の少なくとも一方の操作を実行する。
【図面の簡単な説明】
【0006】
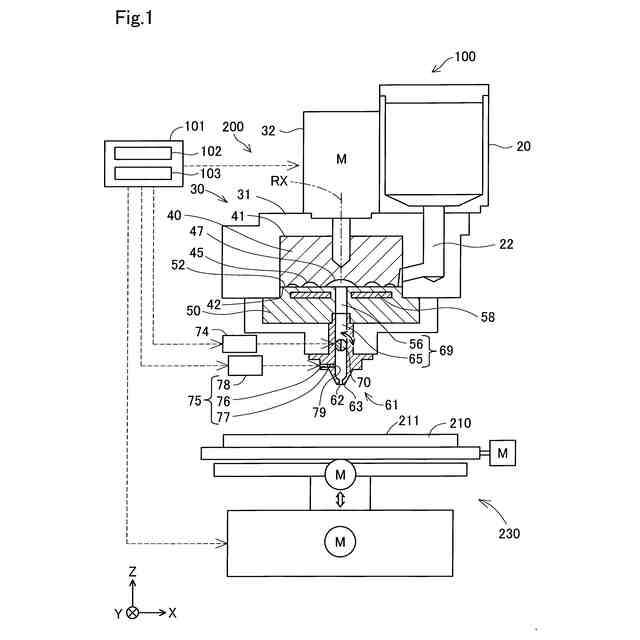
第1実施形態における三次元造形装置の概略構成を示す説明図である。
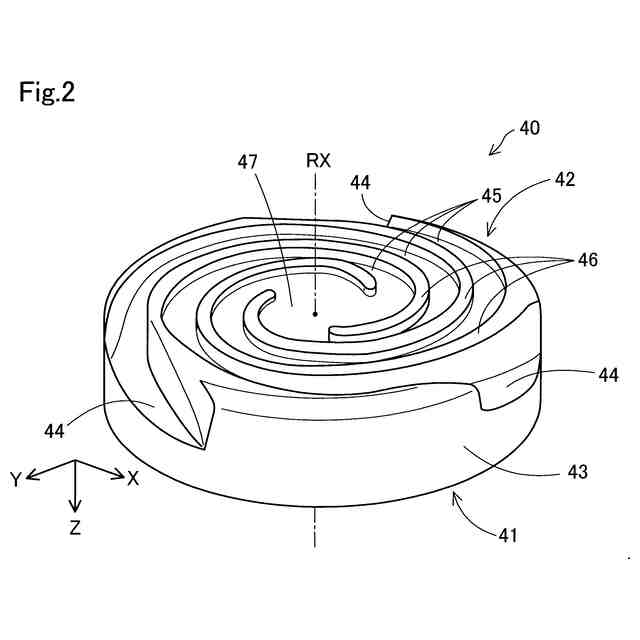
スクリューの斜視図である。
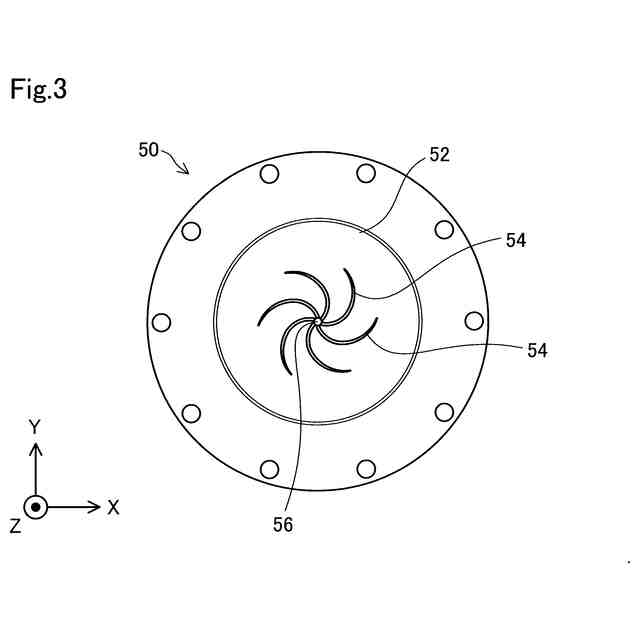
バレルの概略平面図である。
三次元造形物が造形されていく様子を模式的に示す説明図である。
三次元造形処理のフローチャートである。
部分造形物の例を示す説明図である。
移動速度データ及び吐出制御パラメーターのタイミングチャートである。
圧力変化のシミュレーション結果を示すグラフである。
第2実施形態におけるスクリューの回転速度の時間変化を示す図である。
アンダーシュート現象の説明図である。
第3実施形態におけるノズルの移動速度の時間変化を示す図である。
【発明を実施するための形態】
【0007】
A.第1実施形態:
図1は、第1実施形態における三次元造形装置100の概略構成を示す説明図である。図1には、互いに直交するX,Y,Z方向に沿った矢印が表されている。X,Y,Z方向は、互いに直交する3つの空間軸であるX軸、Y軸、Z軸に沿った方向であり、それぞれ、X軸、Y軸、Z軸に沿う一方側の方向と、その反対方向を両方含む。X軸及びY軸は、水平面に沿った軸であり、Z軸は、鉛直線に沿った軸である。他の図においても、X,Y,Z方向に沿った矢印が、適宜、表されている。図1におけるX,Y,Z方向と、他の図におけるX,Y,Z方向とは、同じ方向を表している。以下では、+Z方向のことを「上」、-Z方向のことを「下」ともいう。
【0008】
三次元造形装置100は、三次元造形装置100を制御する制御部101と、可塑化材料を生成して吐出する吐出部200と、三次元造形物の基台となる造形用のステージ210と、可塑化材料の吐出位置を制御する位置変更部230とを備える。
【0009】
吐出部200は、制御部101の制御下において、固体状態の材料を可塑化させてペースト状にした可塑化材料をステージ210上に吐出する。吐出部200は、可塑化材料に転化される前の材料の供給源である材料供給部20と、材料の少なくとも一部を可塑化して可塑化材料を生成する可塑化部30と、生成された可塑化材料が流れる流路69と、流路69に連通し可塑化材料を吐出するノズル61と、流路69に設けられた吐出制御部70と、流路69に設けられた吸引送出部75とを備える。流路69は、後述するノズル61のノズル開口62に連通している。
【0010】
材料供給部20には、ペレットや粉末等の状態の材料が収容されている。本実施形態では、ペレット状に形成された熱可塑性樹脂が材料として用いられる。こうした材料としては、例えば、ABS(アクリロニトリル・ブタジエン・スチレン)やPEEK(ポリエーテルエーテルケトン)、PP(ポリプロピレン)などが用いられる。本実施形態における材料供給部20は、ホッパーによって構成されている。材料供給部20の下方には、材料供給部20と可塑化部30との間を接続する供給路22が設けられている。材料供給部20は、供給路22を介して、可塑化部30に材料を供給する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
6か月前
東レ株式会社
溶融紡糸設備
11か月前
CKD株式会社
型用台車
5か月前
シーメット株式会社
光造形装置
5か月前
東レ株式会社
プリプレグテープ
8か月前
個人
射出ミキシングノズル
7か月前
グンゼ株式会社
ピン
5か月前
東レ株式会社
フィルムの製造方法
2か月前
株式会社日本製鋼所
押出機
8か月前
個人
樹脂可塑化方法及び装置
4か月前
日機装株式会社
加圧システム
1か月前
株式会社カワタ
計量混合装置
13日前
株式会社FTS
ロッド
4か月前
株式会社シロハチ
真空チャンバ
7か月前
東レ株式会社
樹脂フィルムの製造方法
13日前
株式会社リコー
シート剥離装置
10か月前
トヨタ自動車株式会社
射出装置
3か月前
株式会社FTS
成形装置
5か月前
東レ株式会社
一体化成形品の製造方法
9か月前
帝人株式会社
成形体の製造方法
11か月前
株式会社漆原
シートの成形方法
10日前
株式会社不二越
射出成形機
7日前
株式会社日本製鋼所
押出成形装置
8か月前
株式会社神戸製鋼所
混練機
3か月前
株式会社コスメック
射出成形装置
7日前
東レ株式会社
炭素繊維シートの製造方法
1か月前
株式会社日本製鋼所
押出成形装置
8か月前
TOWA株式会社
成形型清掃用のブラシ
8か月前
三菱自動車工業株式会社
予熱装置
8か月前
株式会社不二越
射出成形機
1か月前
株式会社リコー
画像形成システム
6か月前
株式会社FTS
セパレータ
4か月前
株式会社不二越
射出成形機
2か月前
株式会社不二越
射出成形機
1か月前
株式会社ニフコ
樹脂製品の製造方法
7か月前
個人
ノズルおよび熱風溶接機
4か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ


































