TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025082642
公報種別
公開特許公報(A)
公開日
2025-05-29
出願番号
2023196113
出願日
2023-11-17
発明の名称
微細構造体デバイス製造システム及び微細構造体デバイス製造方法
出願人
株式会社Laboko
,
国立大学法人群馬大学
代理人
個人
主分類
B29C
33/38 20060101AFI20250522BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】微細構造体デバイスを迅速に、且つ高精度に製造することが可能な微細構造体デバイス製造システム及び微細構造体デバイス製造方法を提供する。
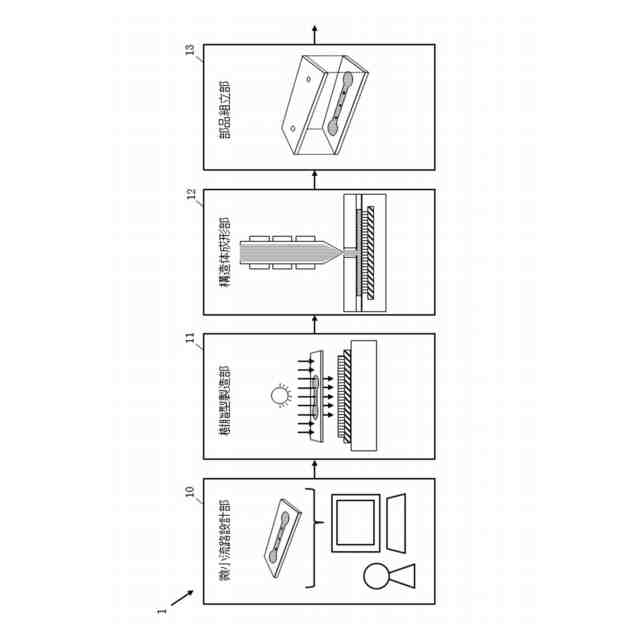
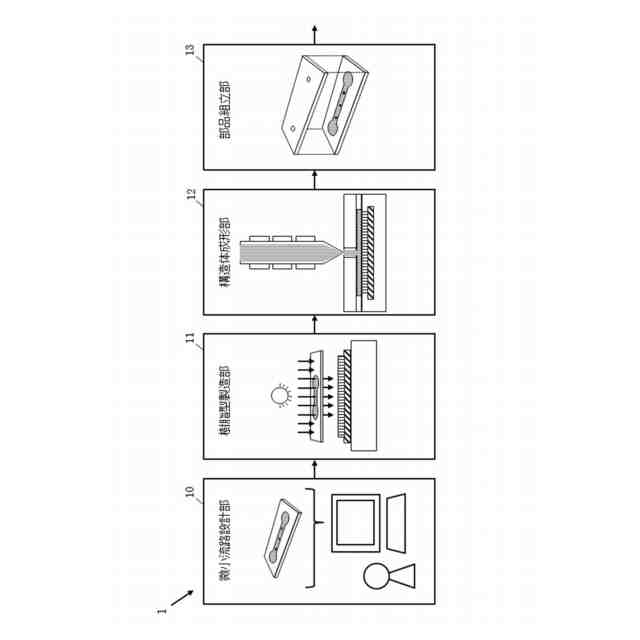
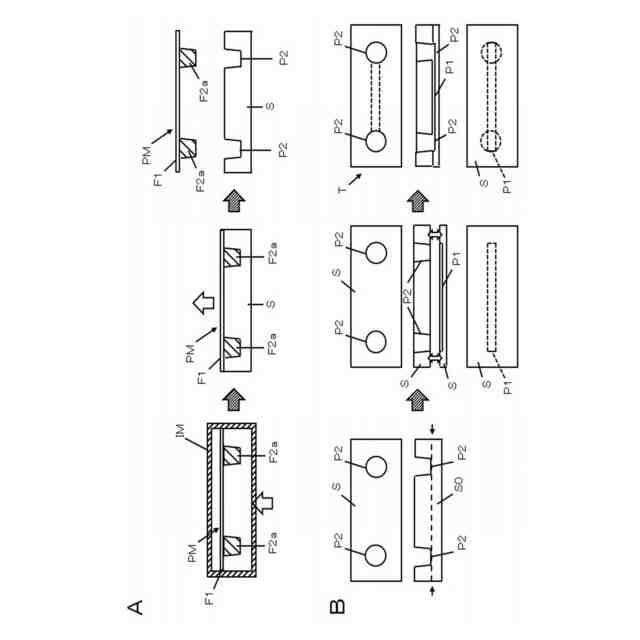
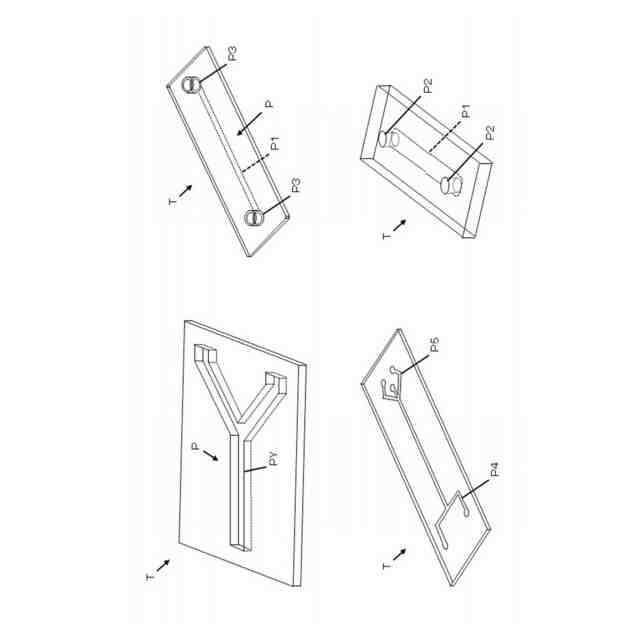
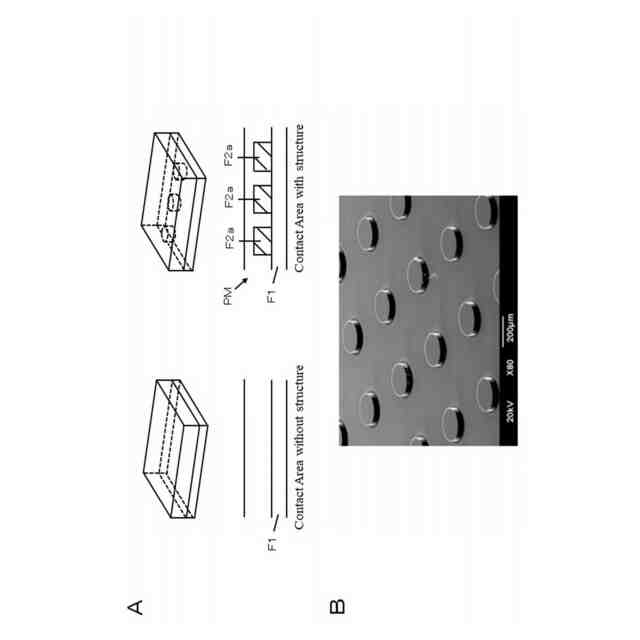
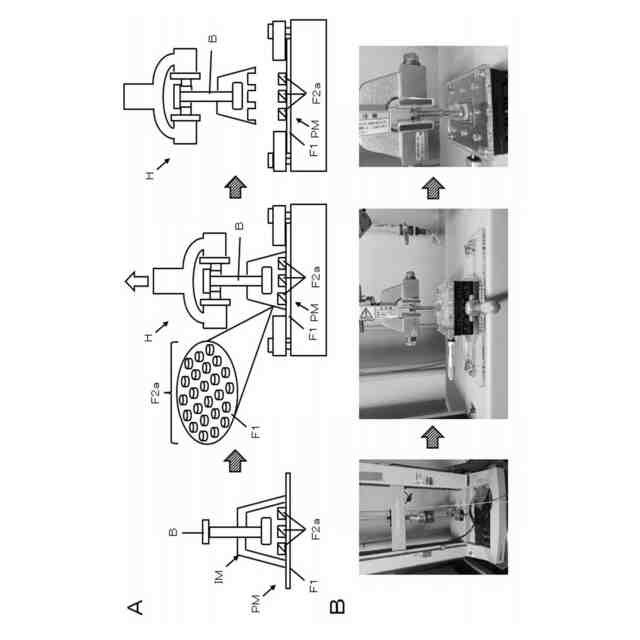
【解決手段】微小流路設計部は、側面が底面から上面に向かって広がる傾斜面を有する流路を含む所定の微小流路を構成した3次元設計データを作成する。樹脂型製造部は、フォトリソグラフィを用いて、作成された3次元設計データの微小流路を凸部にした光硬化性樹脂製の樹脂型を製造する。構造体成形部は、樹脂型を、射出成形機の射出成形金型の内部に設置して、溶融樹脂を注入することで、樹脂型の微小流路を凹部として転写した微小流路構造物を成形し、当該微小流路構造物の微小流路の上面から前記樹脂型を抜き取ることで、当該微小流路構造物を取り出す。部品組立部は、取り出された微小流路構造物に所定の加工を加えて、所定の部品を組み込むことで、微小流路を有する微細構造体デバイスを製造する。
【選択図】図1
特許請求の範囲
【請求項1】
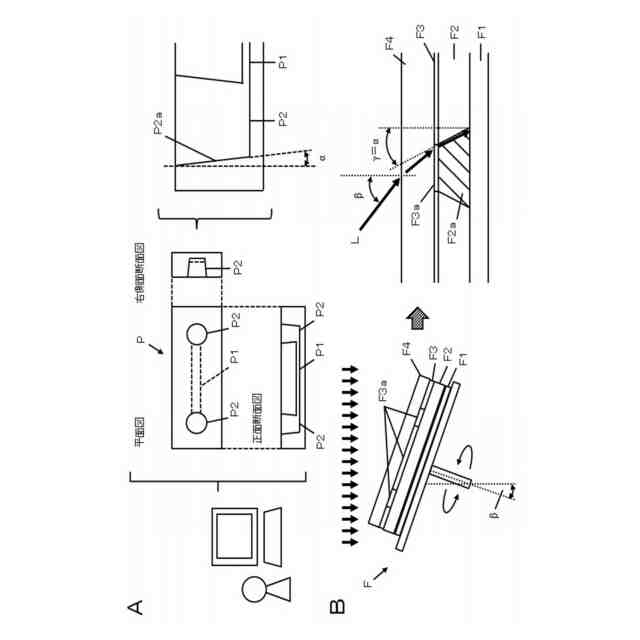
ユーザの操作指示に従って、側面が底面から上面に向かって広がる傾斜面を有する流路を含む所定の微小流路を構成した3次元設計データを作成する微小流路設計部と、
フォトリソグラフィを用いて、前記作成された3次元設計データの微小流路を凸部にした光硬化性樹脂製の樹脂型を製造する樹脂型製造部と、
前記樹脂型を、射出成形機の射出成形金型の内部に設置して、当該射出成形金型の内部に溶融樹脂を注入することで、樹脂型の微小流路を凹部として転写した微小流路構造物を成形し、当該微小流路構造物の微小流路の上面から前記樹脂型を抜き取ることで、当該微小流路構造物を取り出す構造体成形部と、
前記取り出された微小流路構造物に所定の加工を加えて、所定の部品を組み込むことで、前記微小流路を有する微細構造体デバイスを製造する部品組立部と、
を備える微細構造体デバイス製造システム。
続きを表示(約 400 文字)
【請求項2】
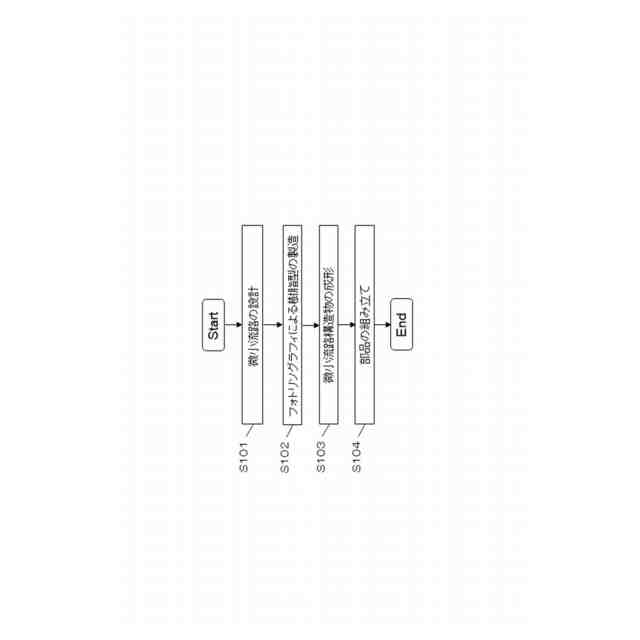
ユーザの操作指示に従って、側面が底面から上面に向かって広がる傾斜面を有する流路を含む所定の微小流路を構成した3次元設計データを作成する微小流路設計工程と、
フォトリソグラフィを用いて、前記作成された3次元設計データの微小流路を凸部にした光硬化性樹脂製の樹脂型を製造する樹脂型製造工程と、
前記樹脂型を、射出成形機の射出成形金型の内部に設置して、当該射出成形金型の内部に溶融樹脂を注入することで、樹脂型の微小流路を凹部として転写した微小流路構造物を成形し、当該微小流路構造物の微小流路の上面から前記樹脂型を抜き取ることで、当該微小流路構造物を取り出す構造体成形工程と、
前記取り出された微小流路構造物に所定の加工を加えて、所定の部品を組み込むことで、前記微小流路を有する微細構造体デバイスを製造する部品組立工程と、
を備える微細構造体デバイス製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、微細構造体デバイス製造システム及び微細構造体デバイス製造方法に関する。
続きを表示(約 3,800 文字)
【背景技術】
【0002】
従来、マイクロ流体チップ(マイクロ流路チップ、流体デバイスともいう)やIoTデバイスのような、微小構造体や微小流路を有する微細構造体デバイス、又は、この微細構造体デバイスのための樹脂成形品を製造するシステムや方法については、多数存在する。例えば、特開2016-028876号公報(特許文献1)には、樹脂成形品量産用の金型の製造方法が開示されている。この製造方法は、第一のステップと、第二のステップと、第三のステップと、第四のステップと、第五のステップと、第六のステップと、を備える。第一のステップは、樹脂成形品量産用の金型の製造に先立って、樹脂型の3次元CADデータを作成する。第二のステップは、樹脂型の3次元CADデータに基づき、3Dプリンタを用いて、光硬化後の荷重たわみ温度が45度以上である光硬化性樹脂を印刷して樹脂型を得る。第三のステップは、その樹脂型を用いて樹脂成形品量産用の樹脂原材料を成形する。第五のステップは、その成形物の調査を行う。第六のステップは、その調査結果を樹脂成形品量産用の金型の製造の際に反映させる。これにより、金型を製作して成形した正規の部品が求められる性能を発揮可能とするとしている。
【0003】
又、特開2017-104901号公報(特許文献2)には、プレス装置の上下動するスライドに取付けられた上型とボルスタに固定された下型の間に被加工材を配置し、上型を下型に押し付けて被加工材をプレス成形することによりプレス成形体を製造する方法が開示されている。上型及び下型はともに3Dプリンタを用いて立体的に造形された樹脂製成形型である。被加工材は、厚さが0.1mm~6.0mmの範囲内の金属板である。樹脂製成形型からなる上型及び下型のそれぞれの最深部における上型及び下型の各厚さは少なくとも5mmである。これにより、3Dプリンタを用いて立体的に造形された樹脂製成形型を用いて、ひび割れ、反り、キズ及び成形型跡のない同形同大の複数の金属製の成形体を樹脂製成形型の構造を損傷させることなく簡便にかつ安価に得ることが出来るとしている。
【0004】
又、特開2014-073643号公報(特許文献3)には、原版作成工程と、パターン転写工程と、を備える樹脂射出成形方法が開示されている。原版作成工程は、基板にレジストを塗布し、フォトリソグラフィ又はEBリソグラフィによって原版を作成する。パターン転写工程は、原版作成工程で作成された原版を型として用い、この型に液状樹脂を注入して硬化し離型し、パターン転写された射出成形品を得る。これにより、複雑な工程を経ることなく、短時間でナノレベルの微細なパターン転写が可能であるとしている。
【0005】
又、特開2014-168777号公報(特許文献4)には、1つ以上の粒子の形成方法が開示されている。この形成方法は、第一のステップと、第二のステップと、第三のステップとを備える。第一のステップは、複数の凹み領域がその中に形成されたパターン形成テンプレート表面を含むパターン形成テンプレート及び基板を提供する。第二のステップは、ある体積の液体材料をパターン形成テンプレート表面上及び複数の凹み領域中の少なくとも1つの上に配置する。第三のステップは、1つ以上の粒子を、パターン形成テンプレート表面を基板に接触させて液体材料を処理すること及び液体材料を処理することの1つによって形成する。これにより、ソフトリソグラフィ又はインプリントリソグラフィを用いる分離微小構造及び分離ナノ構造の作製方法を提供することが出来るとしている。
【0006】
又、特開2015-130497号公報(特許文献5)には、ソフトリソグラフィによる、装置を製造する方法であって、第一のステップと、第二のステップと、第三のステップと、第四のステップと、第五のステップと、第六のステップと、を備えるナノスケールの特徴形体の生成方法が開示されている。第一のステップは、基板上に、複数のマイクロスケールの特徴形体及び1つのナノスケールの特徴形体を含む分子膜および分子膜に近接して生成された複数のマイクロチャネルを含むパターンを、1つのマイクロスケールの特徴形態は1つのナノスケールの特徴形態に近接するように生成する。第二のステップは、成形性ポリマー組成物を基板に注型する。第三のステップは、成形性ポリマー組成物を部分的に硬化する。第四のステップは、部分的に硬化された成形性ポリマー組成物を基板から除去し、複数のマイクロスケールの特徴形体及び1つのナノスケールの特徴形体を含む分子膜ならびに分子膜に近接して配置される貯留部を含むように、パターンを複製するモールドを、流体が分子膜において1つのマイクロスケールの特徴形態から少なくとも1つのナノスケールの特徴形態に流れるように形成する。第五のステップは、1つまたは2つ以上の出入りウィンドウをマイクロチャネルの1つまたは2つ以上の部分上に開ける。第六のステップは、装置において、モールドの複製されたパターンの1つの部分を表面に近接して配置し、流体を1つの貯留部から1つの出入りウィンドウを通して複数のマイクロチャネルの1つへ分子膜を通して引き込み、流体を分子膜の外へ複数のマイクロチャネルの他の1つの中に、1つの他の出入りウィンドウを通して抜き出し、少なくとも一つの他の貯留部に入れるようにする。これにより、ソフトリソグラフィを使用して、分子膜を生成する方法を提供することが出来るとしている。
【0007】
又、特開2015-066778号公報(特許文献6)には、成形体の製造方法が開示されている。この製造方法では、透明基材上に硬化性樹脂組成物を半硬化させて、10μm~1mmの厚みを有し、室温での伸度5%以上を有する半硬化樹脂層を積層した半硬化フィルム積層体を、射出成形型内に半硬化樹脂層側が成形型に密着するように配置する。次に、透明基材側より型内に射出成形用樹脂を射出することによって射出成形用樹脂の成形を行うと同時に射出成形用樹脂と半硬化フィルム積層体とを一体化する。そして、半硬化樹脂層を完全硬化させることによりハードコート層と透明基材と射出成形用樹脂とが一体となった積層体を形成する。これにより、透明基材のハードコートとして非常に表面硬度が高く、3次元曲面形状の樹脂成形品に対する密着性や追従性に優れた半硬化フィルム積層体を利用した射出成形体の製造方法を提供することが出来るとしている。
【0008】
又、再表2011/046169(特許文献7)には、第1の工程と、第2の工程と、を備えた微細構造体の作製方法が開示されている。第1の工程は、未露光の感光性樹脂に沿って、光が透過する透過量が相対的に大きい透光部と光が透過する透過量が相対的に小さい遮光部とを含む第1のマスクパターンを配置するとともに、第1のマスクパターンに関して感光性樹脂とは反対側に、光が透過する透過量が相対的に大きい透光部と光が透過する透過量が相対的に小さい遮光部とを含む第2のマスクパターンを配置する。第2の工程は、感光性樹脂及び第1のマスクパターンを貫通する中心軸を回転中心として、感光性樹脂及び第1のマスクパターンを一体回転させながら、第2のマスクパターンに関して感光性樹脂及び第1のマスクパターンとは反対側で、中心軸の方向に対して傾斜した方向から露光光を照射することにより、第2のマスクパターンと第1のマスクパターンとを透過した露光光の光束を、感光性樹脂に露光する。これにより、複雑な立体形状の微細構造体を少ない工程で形成することが出来るとしている。
【0009】
一方、非特許文献1(Bruce K. Gale., et. al., A review of current methods in microfluidic device fabrication and future commercialization prospects, Inventions 2018, 3(3), 60)には、マイクロ流体チップの主要な成形加工方法として、レプリカ成形(ソフトリソグラフィー)と、射出成形と、ホットエンボスが開示されている。ここでは、金型の切削加工では、微小構造の最小サイズは25μmが限界であることが指摘されており、金型の切削加工に代わる金型の製造方法として、3Dプリンタによる金型作製が紹介されている。3Dプリンタによる金型作製では、金型に必要なコストや時間を削減することが可能であり、例えば、100個の部品を問題なく成形出来たことが開示されている。
【先行技術文献】
【特許文献】
【0010】
特開2016-028876号公報
特開2017-104901号公報
特開2014-073643号公報
特開2014-168777号公報
特開2015-130497号公報
特開2015-066778号公報
再表2011/046169
【非特許文献】
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
気泡緩衝材減容装置
2か月前
豊田鉄工株式会社
金型
4か月前
CKD株式会社
型用台車
11か月前
シーメット株式会社
光造形装置
11か月前
東レ株式会社
フィルムの製造方法
5か月前
東レ株式会社
フィルムの製造方法
4か月前
株式会社 型善
射出成形型
15日前
グンゼ株式会社
ピン
11か月前
東レ株式会社
フィルムの製造方法
8か月前
個人
樹脂可塑化方法及び装置
10か月前
株式会社FTS
ロッド
10か月前
株式会社エフピコ
賦形シート
29日前
日機装株式会社
加圧システム
7か月前
東レ株式会社
フィルムの製造方法。
4か月前
株式会社カワタ
計量混合装置
6か月前
東レ株式会社
複合成形体の製造方法
1か月前
NOK株式会社
樹脂ゴム複合体
3か月前
トヨタ自動車株式会社
射出装置
9か月前
株式会社漆原
シートの成形方法
6か月前
東レ株式会社
樹脂フィルムの製造方法
6か月前
株式会社FTS
成形装置
11か月前
株式会社日本製鋼所
監視システム
6日前
株式会社リコー
画像形成システム
12か月前
株式会社不二越
射出成形機
3か月前
株式会社不二越
射出成形機
8か月前
東レ株式会社
炭素繊維シートの製造方法
7か月前
株式会社神戸製鋼所
混練機
9か月前
株式会社コスメック
射出成形装置
6か月前
株式会社不二越
射出成形機
6か月前
株式会社不二越
射出成形機
8か月前
株式会社不二越
射出成形機
8か月前
株式会社FTS
セパレータ
10か月前
個人
ノズルおよび熱風溶接機
11か月前
トヨタ自動車株式会社
真空成形装置
7か月前
東レ株式会社
溶融押出装置および押出方法
10か月前
日産自動車株式会社
成形装置
4か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ


































