TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025082512
公報種別
公開特許公報(A)
公開日
2025-05-29
出願番号
2023195896
出願日
2023-11-17
発明の名称
金型温度測定装置
出願人
株式会社スター精機
代理人
個人
,
個人
主分類
B29C
45/78 20060101AFI20250522BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】金型毎に温度センサを組み込むことなく、低コストで金型の温度を測定する。
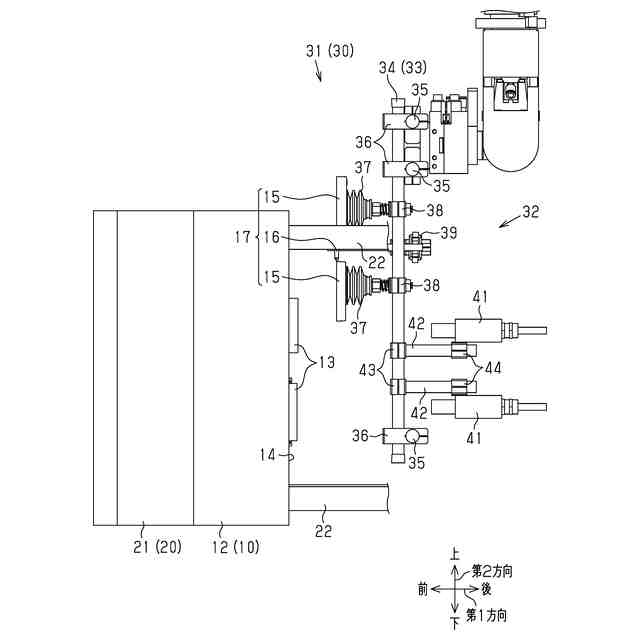
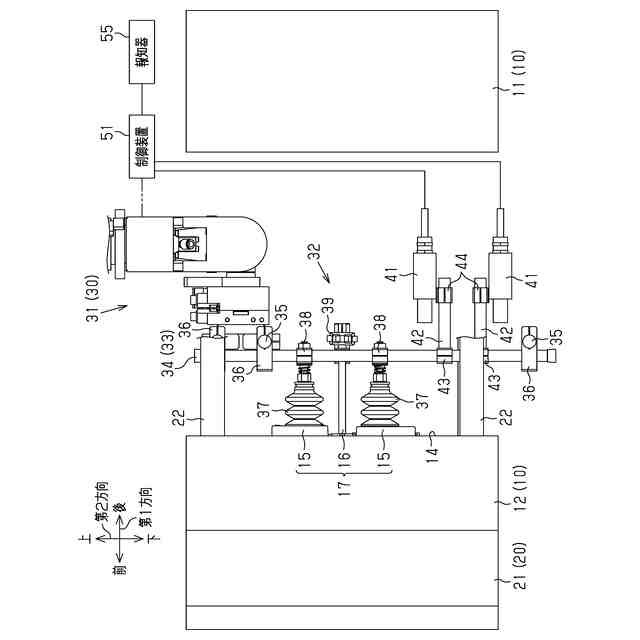
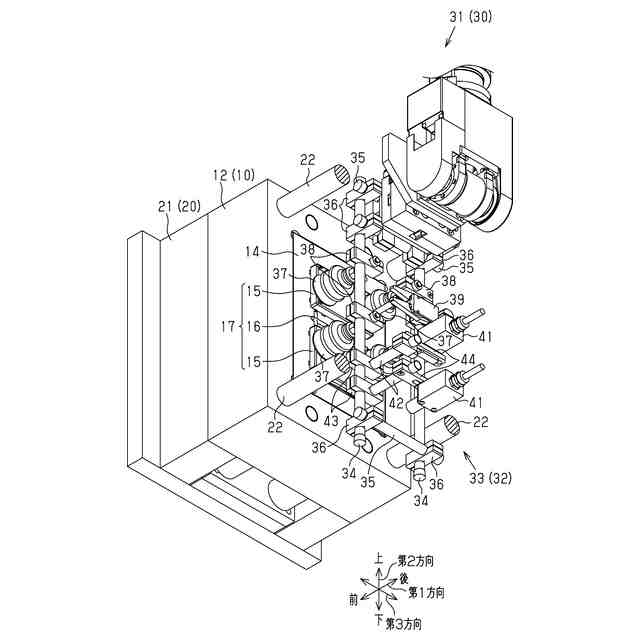
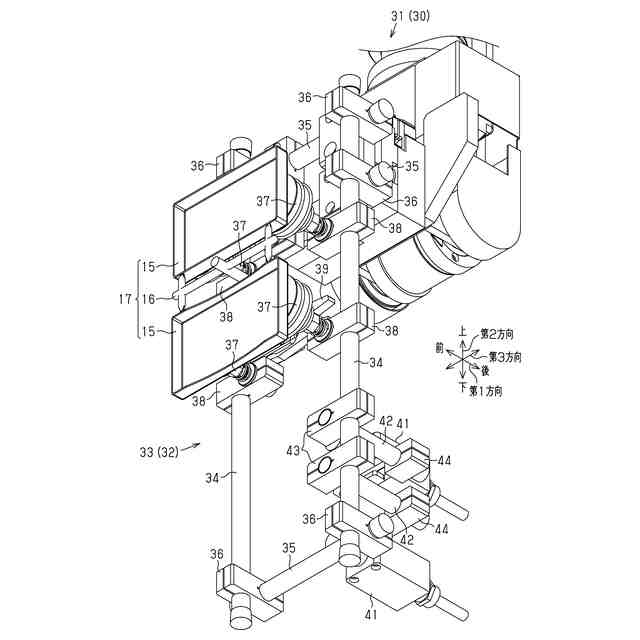
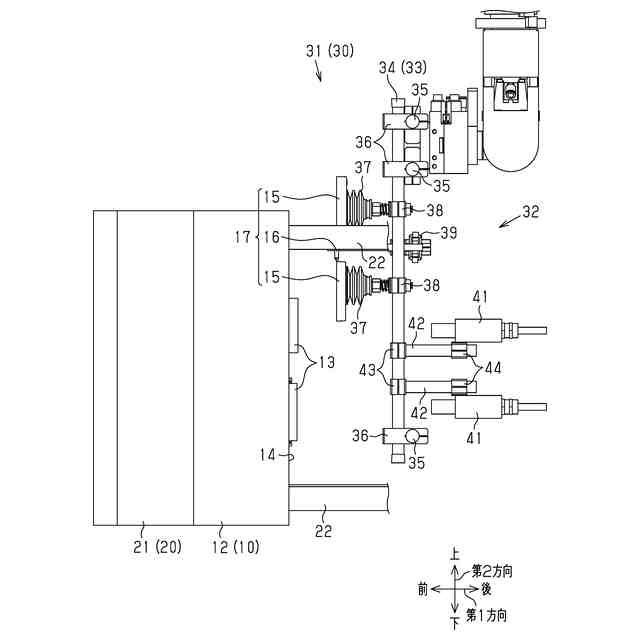
【解決手段】金型温度の測定対象である金型10は、固定型及び可動型12を備えるとともに、成形機20に交換可能に取り付けられる。型締め時に固定型及び可動型12のそれぞれの成形壁面13の間に形成されるキャビティで成形品17が成形される。金型温度測定装置30は、チャック板32を有する成形品取り出し機31と、成形品取り出し機31に取り付けられた温度センサ41とを備える。チャック板32は、可動型12が固定型から離間する金型10の型開きに際し、固定型及び可動型12の間に入り込んで、成形品17を把持して金型10の外部へ取り出す。温度センサ41は、成形品17の取り出しに際し、金型10が型開きされているときに、成形壁面13の温度を金型温度として測定する。
【選択図】図5
特許請求の範囲
【請求項1】
固定型と、前記固定型に対し接近及び離間する可動型とを備えるとともに、成形機に交換可能に取り付けられる金型であり、かつ型締め時に前記固定型及び前記可動型のそれぞれの成形壁面の間に形成されるキャビティで成形品が成形される金型を対象とし、前記金型の温度を金型温度として測定する金型温度測定装置であって、
前記可動型が前記固定型から離間する前記金型の型開きに際し、前記固定型及び前記可動型の間に入り込んで、前記成形品を把持して前記金型の外部へ取り出すチャック板を有する成形品取り出し機と、
前記成形品取り出し機に取り付けられ、かつ前記成形品の取り出しに際し、前記金型が型開きされているときに、前記金型のうち、前記成形壁面の温度又は前記成形壁面の周囲の壁面の温度を前記金型温度として測定する温度センサと、
を備える、金型温度測定装置。
続きを表示(約 870 文字)
【請求項2】
前記温度センサは、前記チャック板に取り付けられ、かつ前記成形品の取り出しに際し、前記金型が型開きされているときに、前記チャック板と一緒に前記固定型及び前記可動型の間に入り込んで、前記金型温度を測定する、請求項1に記載の金型温度測定装置。
【請求項3】
前記温度センサは、前記チャック板により把持された前記成形品が前記成形壁面から剥離された状態になっているときに、前記成形壁面の温度を、前記金型温度として測定する、請求項2に記載の金型温度測定装置。
【請求項4】
前記可動型が前記固定型に対し接近及び離間する方向を第1方向とし、かつ前記第1方向に対し直交する方向を第2方向とした場合、
前記チャック板は、前記金型が型開きされた状態で、少なくとも前記第1方向及び前記第2方向へ移動可能に構成されており、
前記温度センサは、前記第1方向に対向する箇所から離間した状態で、その箇所の温度を測定する非接触型の温度センサにより構成されており、
前記温度センサは、前記成形品の取り出しに際し、前記成形品が前記チャック板により把持され、かつ前記成形壁面に密着しているときには、前記成形壁面に対向する箇所から前記第2方向へ外れた箇所に位置し、
前記温度センサは、前記成形品を把持した前記チャック板が、前記成形品を前記成形壁面から前記第1方向へ剥離させた状態で前記第2方向へ移動される途中に、前記成形壁面に対向し、
前記成形壁面の温度は、前記温度センサが前記成形壁面に対向した状態で測定される、請求項3に記載の金型温度測定装置。
【請求項5】
前記温度センサの測定値を用いて、前記金型の温度管理を行なう制御装置をさらに備え、
前記制御装置は、前記測定値と、予め設定された温度範囲の上限値及び下限値とを比較し、前記測定値が、温度範囲から外れていると、前記金型温度が異常と判定する、請求項1~請求項4のいずれか1項に記載の金型温度測定装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、金型温度測定装置に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
樹脂成形品等の成形品を成形する際には、金型が用いられる。金型は、固定型と、固定型に対し接近及び離間する可動型とを備え、かつ成形機に交換可能に取り付けられる。成形品の成形に際しては、金型が型締めされる。固定型及び可動型の間に形成されるキャビティに溶融状態の樹脂材料が充填されて、成形品が形成される。成形品の成形品質は、金型の温度から影響を受ける。
【0003】
金型の温度が、適正に管理されていれば、樹脂の流動性が向上し、成形性が良くなる。金型の温度が、高くなり過ぎると、例えば、バリの発生、サイクルタイムの増加等の問題が発生する。一方、金型の温度が低くなりすぎると、例えば、樹脂の流動性が悪化し、未充填、外観不良等の問題が発生する。
【0004】
そのため、金型の温度を温度センサによって測定し、その測定値が、適正な温度領域にあるかどうかが監視される。
温度センサは、例えば、特許文献1に記載されているように、金型において、キャビティを取り囲む箇所に埋設される。
【先行技術文献】
【特許文献】
【0005】
特開平8-300432号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ところが、金型に温度センサを埋設して金型温度を測定する場合には、金型毎に温度センサが必要となる。また、金型毎に温度センサを埋設するための構造や作業が必要となる。その結果、金型温度を測定するためのシステムを導入する際に必要な費用(導入コスト)が高くなる。
【課題を解決するための手段】
【0007】
上記課題を解決するための金型温度測定装置の各態様を記載する。
[態様1]固定型と、前記固定型に対し接近及び離間する可動型とを備えるとともに、成形機に交換可能に取り付けられる金型であり、かつ型締め時に前記固定型及び前記可動型のそれぞれの成形壁面の間に形成されるキャビティで成形品が成形される金型を対象とし、前記金型の温度を金型温度として測定する金型温度測定装置であって、前記可動型が前記固定型から離間する前記金型の型開きに際し、前記固定型及び前記可動型の間に入り込んで、前記成形品を把持して前記金型の外部へ取り出すチャック板を有する成形品取り出し機と、前記成形品取り出し機に取り付けられ、かつ前記成形品の取り出しに際し、前記金型が型開きされているときに、前記金型のうち、前記成形壁面の温度又は前記成形壁面の周囲の壁面の温度を前記金型温度として測定する温度センサと、を備える、金型温度測定装置。
【0008】
上記の構成によれば、金型の型締め時には、固定型及び可動型のそれぞれの成形壁面の間にキャビティが形成され、ここに溶融状態の材料が充填されて、成形品が成形される。金型の型開き時には、可動型が固定型から離間される。このとき、成形品取り出し機のチャック板が、固定型及び可動型の間に入り込む。チャック板により成形品が把持されて、金型の外部へ取り出される。成形品の取り出しに際し、上記金型が型開きされているときには、金型のうち、成形壁面の温度又は成形壁面の周囲の壁面の温度が、金型温度として、成形品取り出し機に取り付けられた温度センサによって測定される。
【0009】
成形機に対し、上記とは異なる種類の金型が取り付けられた場合、すなわち、金型が交換された場合にも、上記と同様にして、交換後の金型によって成形品が成形される。その成形品が成形品取り出し機によって金型の外部へ取り出される。さらに、成形品の取り出しに際し、金型が型開きされているときには、成形品取り出し機に取り付けられた上記温度センサによって、金型温度が測定される。
【0010】
このように、成形機に取り付けられる金型が交換されても、成形品取り出し機は交換されない。成形品取り出し機は、複数種類の金型から成形品を取り出すための共通の機械として用いられる。温度センサは、この成形品取り出し機に取り付けられる。すなわち、温度センサは、成形品取り出し機と同様、複数種類の金型の金型温度を測定する共通の測定器として用いられる。成形品取り出し機に取り付けられた温度センサによって、成形機に組み付けられた金型毎の温度が測定される。従って、金型毎に温度センサを組み込まなくてもすむ。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
溶融紡糸設備
11か月前
東レ株式会社
吹出しノズル
6か月前
CKD株式会社
型用台車
5か月前
シーメット株式会社
光造形装置
5か月前
東レ株式会社
プリプレグテープ
8か月前
株式会社日本製鋼所
押出機
7か月前
個人
射出ミキシングノズル
7か月前
東レ株式会社
フィルムの製造方法
2か月前
グンゼ株式会社
ピン
5か月前
日機装株式会社
加圧システム
1か月前
株式会社カワタ
計量混合装置
7日前
個人
樹脂可塑化方法及び装置
4か月前
株式会社FTS
ロッド
4か月前
トヨタ自動車株式会社
射出装置
2か月前
株式会社漆原
シートの成形方法
4日前
帝人株式会社
成形体の製造方法
11か月前
東レ株式会社
樹脂フィルムの製造方法
7日前
株式会社シロハチ
真空チャンバ
7か月前
株式会社FTS
成形装置
5か月前
東レ株式会社
一体化成形品の製造方法
9か月前
株式会社リコー
シート剥離装置
9か月前
株式会社不二越
射出成形機
1か月前
株式会社日本製鋼所
押出成形装置
8か月前
株式会社不二越
射出成形機
1か月前
TOWA株式会社
成形型清掃用のブラシ
8か月前
株式会社日本製鋼所
押出成形装置
8か月前
株式会社神戸製鋼所
混練機
3か月前
東レ株式会社
炭素繊維シートの製造方法
1か月前
三菱自動車工業株式会社
予熱装置
8か月前
株式会社不二越
射出成形機
1か月前
株式会社FTS
セパレータ
4か月前
株式会社コスメック
射出成形装置
1日前
株式会社リコー
画像形成システム
5か月前
株式会社不二越
射出成形機
1日前
KTX株式会社
シェル型の作製方法
11か月前
株式会社ニフコ
樹脂製品の製造方法
7か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ


































