TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025081983
公報種別
公開特許公報(A)
公開日
2025-05-28
出願番号
2023195135
出願日
2023-11-16
発明の名称
基材の製造方法、および乗物用内装材の製造方法
出願人
トヨタ紡織株式会社
代理人
弁理士法人暁合同特許事務所
主分類
B32B
37/10 20060101AFI20250521BHJP(積層体)
要約
【課題】種類が異なる層を積層して加熱プレスする際に、表層の状態をコントロール可能、かつ、安定的な品質が得られる乗物用内装材の製造方法を提供する。
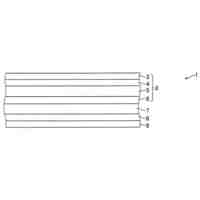
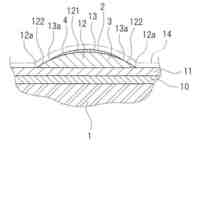
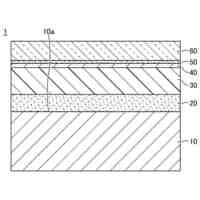
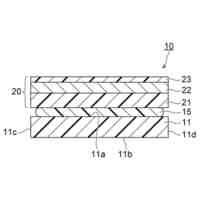
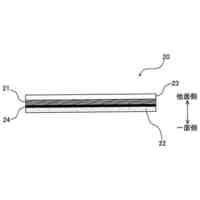
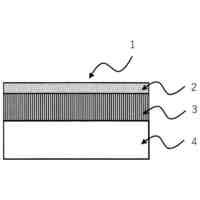
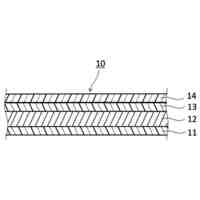
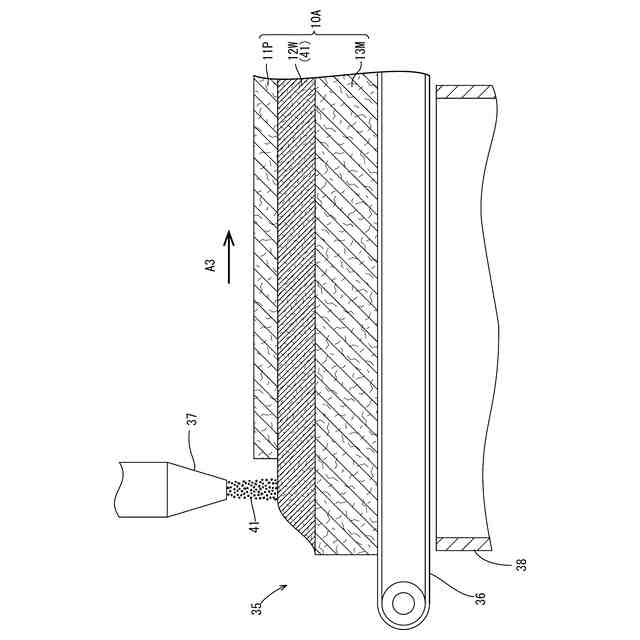
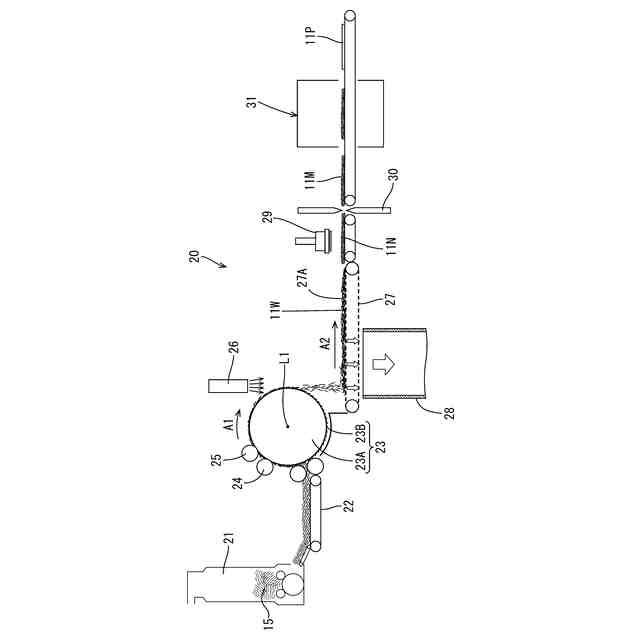
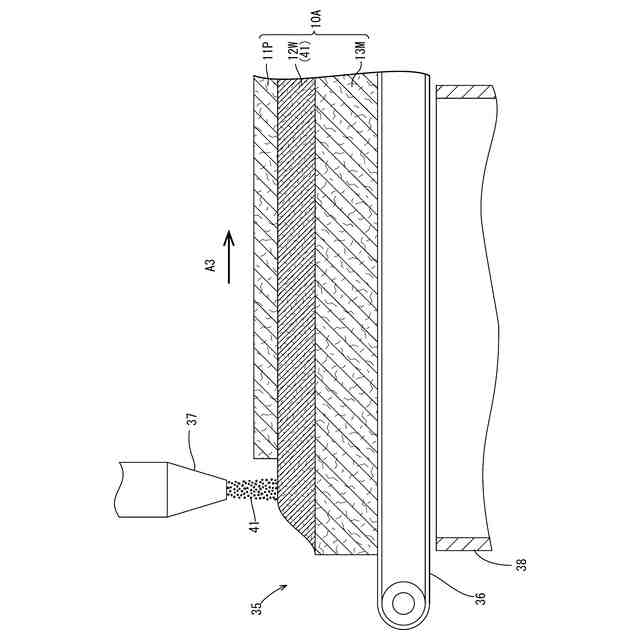
【解決手段】繊維Aおよび熱可塑性樹脂を含む第1繊維樹脂層、第3繊維樹脂層、第1繊維樹脂層と第3繊維樹脂層との間に、繊維Aより長さが短い繊維Bおよび熱可塑性樹脂を含む第2繊維樹脂層が積層された基材の製造方法であり、繊維Aおよび繊維状の熱可塑性樹脂を積層した第1繊維マットおよび第3繊維マット13Mを形成する繊維マット形成工程、第1繊維マットを加熱プレスして繊維Aに熱可塑性樹脂を結着させ第1繊維結着ボード11Pを形成する加熱プレス工程、第1繊維結着ボード11Pと、繊維Bおよび熱可塑性樹脂を含む層12Wと、第3繊維マット13Mとを積層させる積層工程、積層した積層体10Aを加熱プレスして基材を形成する基材形成工程を含む。
【選択図】図4
特許請求の範囲
【請求項1】
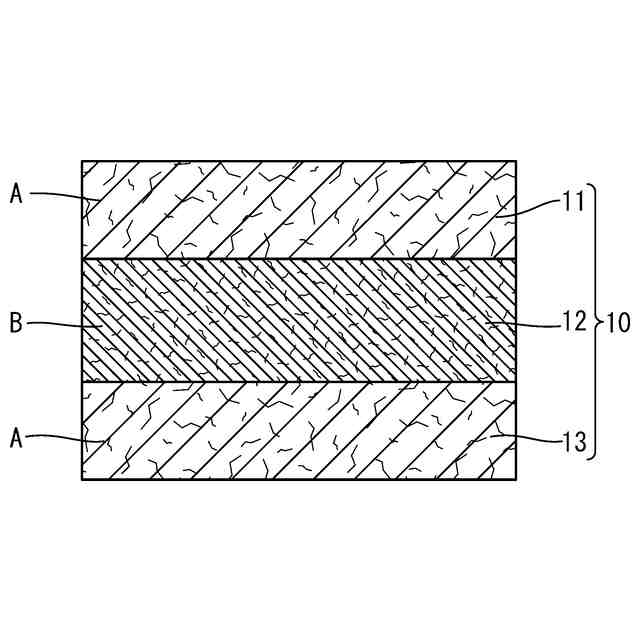
繊維Aおよび熱可塑性樹脂を含む、第1繊維樹脂層および第3繊維樹脂層と、前記第1繊維樹脂層および前記第3繊維樹脂層の間に配置され、前記繊維Aより長さが短い繊維Bおよび熱可塑性樹脂を含む第2繊維樹脂層と、が積層されてなる基材の製造方法であって、
前記繊維Aおよび繊維状の前記熱可塑性樹脂を積層したマット状の、第1繊維マットおよび第3繊維マットを形成する繊維マット形成工程と、
前記第1繊維マットを加熱プレスして前記繊維Aに前記熱可塑性樹脂を結着させた第1繊維結着ボードを形成する加熱プレス工程と、
前記第1繊維結着ボードと、前記繊維Bおよび前記熱可塑性樹脂を含む層と、前記第3繊維マットとを積層させる積層工程と、
前記積層工程により形成された積層体を加熱プレスして前記基材を形成する基材形成工程と、を含む、基材の製造方法。
続きを表示(約 780 文字)
【請求項2】
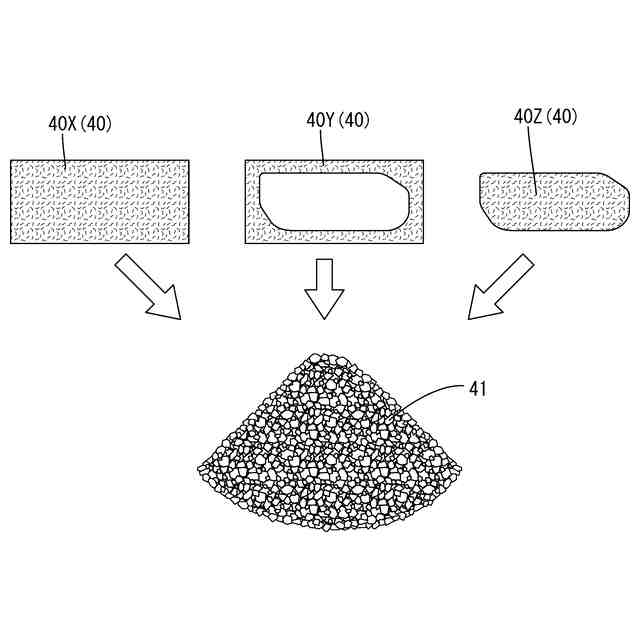
前記繊維Bおよび前記熱可塑性樹脂を含む層は、繊維Cと前記繊維Cに結着した前記熱可塑性樹脂とを少なくとも含んで構成された繊維樹脂体の粉砕物であって、前記繊維Cが粉砕されたことで、前記繊維Aよりも長さが短い前記繊維Bを含むとともに前記繊維Bに前記熱可塑性樹脂が結着した粉砕物から構成されている請求項1に記載の基材の製造方法。
【請求項3】
前記積層工程において、前記第3繊維マットの上に前記粉砕物を積層させ、その後、前記粉砕物の上に前記第1繊維結着ボードを積層する、請求項2に記載の基材の製造方法。
【請求項4】
繊維Aおよび熱可塑性樹脂を含む、第1繊維樹脂層および第3繊維樹脂層と、前記第1繊維樹脂層および前記第3繊維樹脂層の間に配置され、前記繊維Aより長さが短い繊維Bおよび熱可塑性樹脂を含む第2繊維樹脂層と、が積層されてなる基材の製造方法であって、
前記繊維Aおよび繊維状の前記熱可塑性樹脂を積層したマット状の、第1繊維マットおよび第3繊維マットを形成する繊維マット形成工程と、
前記第1繊維マットおよび前記第3繊維マットを加熱プレスして、前記繊維Aに前記熱可塑性樹脂を結着させた、第1繊維結着ボードおよび第3繊維結着ボードを形成する加熱プレス工程と、
前記第1繊維結着ボードと、前記繊維Bおよび前記熱可塑性樹脂を含む層と、前記第3繊維結着ボードとを積層させる積層工程と、
前記積層工程により形成された積層体を加熱プレスして前記基材を形成する基材形成工程と、を含む、基材の製造方法。
【請求項5】
請求項1から請求項4のいずれか一項により形成された前記基材のうち少なくとも前記第1繊維樹脂層の表面に接着部材を接着する接着工程が実行される乗物用内装材の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、基材の製造方法、および乗物用内装材の製造方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
従来、例えば乗物用内装材の製造方法(車両用内装材の成形方法)として、特許文献1に記載の技術が知られている。具体的に、特許文献1には、ガラス繊維や木質繊維等(以下、単に繊維と呼ぶことがある)にPEまたはPP等の熱可塑性樹脂を混入して形成された繊維樹脂部材(内装基材)を加熱し、プレス成形型の下型および上型間に挿入してプレス成形することが開示されている。
【先行技術文献】
【特許文献】
【0003】
特開平6-190982号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
昨今では、循環型社会の実現やカーボンニュートラルへの貢献が求められているところ、特許文献1に開示の工程によって製造された内装基材では、繊維に熱可塑性樹脂が結着しているため、この内装基材から反毛等によって繊維を回収して再利用することが難しい。一方、内装基材を粉砕し、その粉砕物を例えば板状に成形して基材として再利用することが考えられるが、内装基材を粉砕すると、繊維の長さが短くなるため、粉砕物から製造される基材について強度の低下が懸念される。
【0005】
そこで、粉砕物の繊維の長さより長い繊維を含んだ層を粉砕物の層に積層することにより、基材の強度を向上させることが考えられる。例えば、粉砕物の繊維より比較的に長い繊維と熱可塑性樹脂繊維とを含んで構成される2枚の繊維マットで粉砕物の層を挟み、加熱プレスして熱可塑性樹脂を溶融させることにより、強度が高められたサンドイッチ構造の基材を得ることができる。
【0006】
しかしながら、上記製造方法により基材を製造する場合、加熱プレス時に各層を所望かつ均等な厚さ、および密度にコントロールすることが容易ではない。このため、基材表面の熱可塑性樹脂のばらつきや密度の不足によって、基材の表面に接着される表皮やブラケット等の接着強度に、ばらつきや強度不足が生じる虞がある。また、繊維マットの圧縮が不十分となった場合に、基材として所望の強度が得られない虞がある。さらに、基材表面の平滑性が低下して、意匠性が低下する虞がある。
【0007】
本開示は上記のような事情に基づいて完成された技術であって、種類が異なる層を積層して加熱プレスする際に、表層の状態をコントロール可能で、かつ、安定的な品質が得られる基材の製造方法、および乗物用内装材の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
上記課題を解決するために完成された本開示の技術は、繊維Aおよび熱可塑性樹脂を含む、第1繊維樹脂層および第3繊維樹脂層と、前記第1繊維樹脂層および前記第3繊維樹脂層の間に配置され、前記繊維Aより長さが短い繊維Bおよび熱可塑性樹脂を含む第2繊維樹脂層と、が積層されてなる基材の製造方法であって、前記繊維Aおよび繊維状の前記熱可塑性樹脂を積層したマット状の、第1繊維マットおよび第3繊維マットを形成する繊維マット形成工程と、前記第1繊維マットを加熱プレスして前記繊維Aに前記熱可塑性樹脂を結着させた第1繊維結着ボードを形成する加熱プレス工程と、前記第1繊維結着ボードと、前記繊維Bおよび前記熱可塑性樹脂を含む層と、前記第3繊維マットとを積層させる積層工程と、前記積層工程により形成された積層体を加熱プレスして前記基材を形成する基材形成工程と、を含む。
【0009】
上記構成によれば、積層工程の前に第1繊維マットを予め加熱プレスしておくことで、基材の表層に配置される第1繊維樹脂層の厚みおよび密度や、繊維Aおよび熱可塑性樹脂の分布状態を均一に近い状態とすることができる。ひいては、基材として安定的な品質が得られる。また、第2繊維樹脂層が繊維Aよりも長さが短い繊維Bを含んでいたとしても、繊維Aが有する補強効果を発揮させて強度が高い基材とすることができる。
【0010】
前記繊維Bおよび前記熱可塑性樹脂を含む層は、繊維Cと前記繊維Cに結着した前記熱可塑性樹脂とを少なくとも含んで構成された繊維樹脂体の粉砕物であって、前記繊維Cが粉砕されたことで、前記繊維Aよりも長さが短い前記繊維Bを含むとともに前記繊維Bに前記熱可塑性樹脂が結着した粉砕物から構成されていてもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
箔転写シート
3日前
ユニチカ株式会社
積層体
3か月前
東レ株式会社
積層フィルム
1か月前
東レ株式会社
積層フィルム
3か月前
東ソー株式会社
多層フィルム
今日
エスケー化研株式会社
積層体
3か月前
積水樹脂株式会社
磁性シート
2か月前
東ソー株式会社
多層フィルム
2か月前
大倉工業株式会社
多層フィルム
3か月前
アイカ工業株式会社
光学積層体
29日前
三菱製紙株式会社
不織布積層体
2か月前
artience株式会社
積層体
14日前
株式会社シマノ
装飾物品及び釣竿
21日前
マクセル株式会社
複合部品
1か月前
東レ株式会社
フィルム及びその製造方法
2か月前
東レ株式会社
積層体およびその製造方法
1か月前
フクビ化学工業株式会社
壁材
15日前
日東電工株式会社
複層構造体
1か月前
artience株式会社
積層体の製造方法
2か月前
住友化学株式会社
積層体
7日前
住友化学株式会社
積層体
7日前
東洋紡株式会社
耐熱性ポリエステルフィルム
1か月前
住友化学株式会社
積層体
7日前
大日本印刷株式会社
化粧板
17日前
東レ株式会社
二軸配向積層フィルムの製造方法
2か月前
矢崎総業株式会社
積層導電布テープ
2か月前
積水化学工業株式会社
難燃性積層体
2か月前
TOTO株式会社
部材
2か月前
TOTO株式会社
部材
2か月前
大倉工業株式会社
積層体、包装材料および包装袋
1か月前
三菱ケミカル株式会社
積層フィルム
1か月前
TOTO株式会社
部材
2か月前
大日本印刷株式会社
包装袋及び包装体
1か月前
artience株式会社
包装材及びその製造方法
14日前
artience株式会社
包装材及びその製造方法
2か月前
大日本印刷株式会社
積層体及び包装袋
1日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ