TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025078595
公報種別
公開特許公報(A)
公開日
2025-05-20
出願番号
2024182322
出願日
2024-10-18
発明の名称
ガス及び/又は流体を収容する密閉タンクの製造プロセス
出願人
レール・リキード-ソシエテ・アノニム・プール・レテュード・エ・レクスプロワタシオン・デ・プロセデ・ジョルジュ・クロード
代理人
弁理士法人鈴榮特許綜合事務所
主分類
B29C
70/32 20060101AFI20250513BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】本発明の態様は、ガス及び/又は液体を収容するための密閉タンクの製造プロセスに関する。
【解決手段】本製造プロセスは、タンクの密閉壁を形成するステップを備え、このステップは、マンドレルの外側表面を覆う少なくとも1つの編物を付けることによってエンベロープを形成するサブステップと、ここで、編物は、熱によって密閉されることができる熱可塑性材料の編み糸を備え、熱によって密閉されることができ、繊維によって強化された熱可塑性材料を備える第1のストリップの連続するセクションをエンベロープにフィラメントワインディングするサブステップと、これにより、第1のストリップの連続する巻き付けられたセクションを溶融させるようにし、単一材料で密閉壁を形成するためにエンベロープ及び第1のストリップを冷却するサブステップと、を備える。
【選択図】図2
特許請求の範囲
【請求項1】
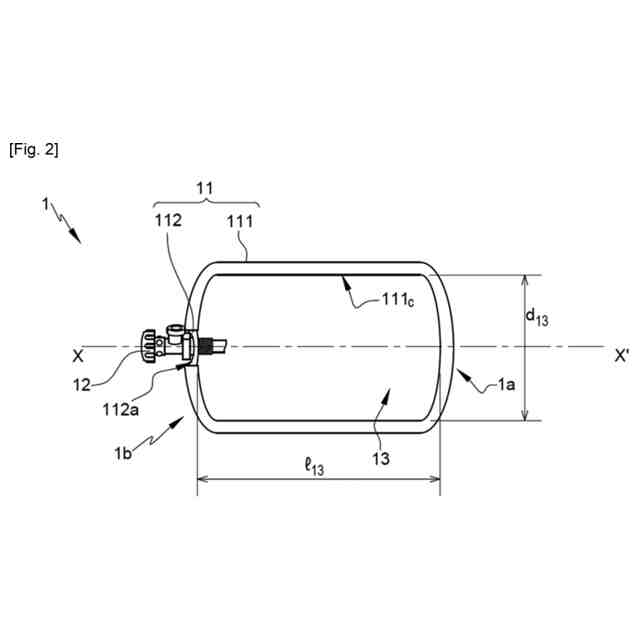
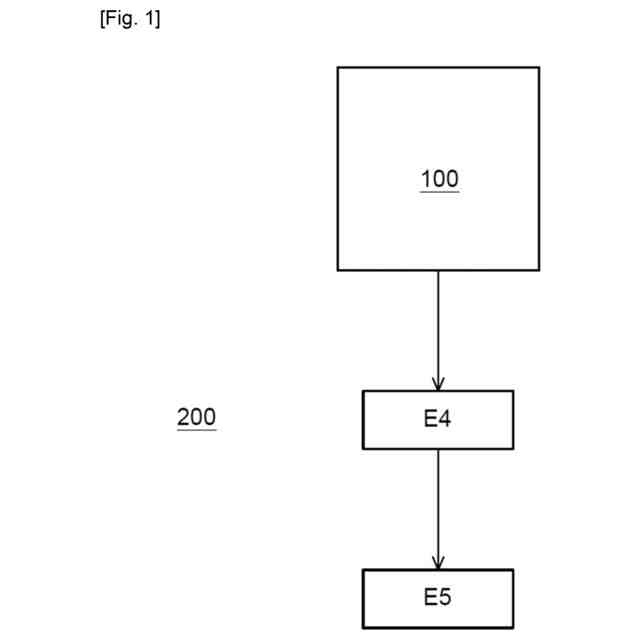
密閉タンク(1)の密閉壁(111)の製造プロセス(100)であって、前記密閉タンク(1)は、ガス及び/又は液体を収容するように設計されており、前記製造プロセス(100)は、
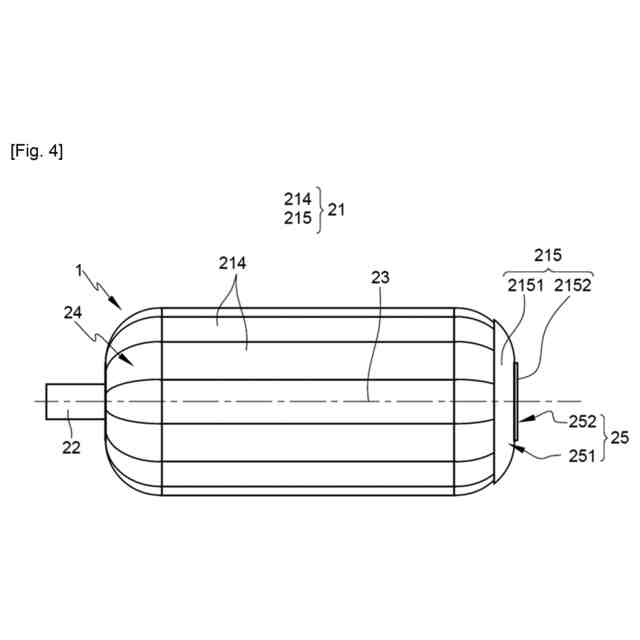
- フープ(24)の取り付け/分解によって再使用可能かつ取り外し可能なマンドレル(2)を取り付けるステップ(E1)と、ここで、前記マンドレル(2)は、前記密閉タンク(1)の前記密閉壁(111)の内側表面に対応する形状を有する外側表面(21)を有し、
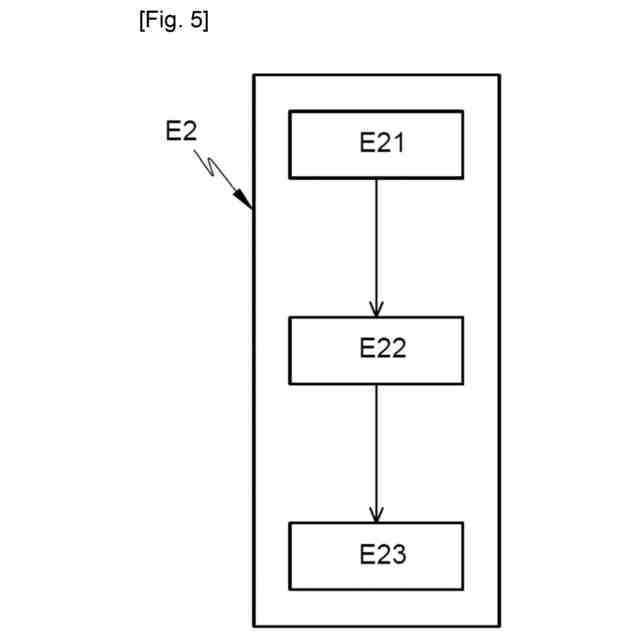
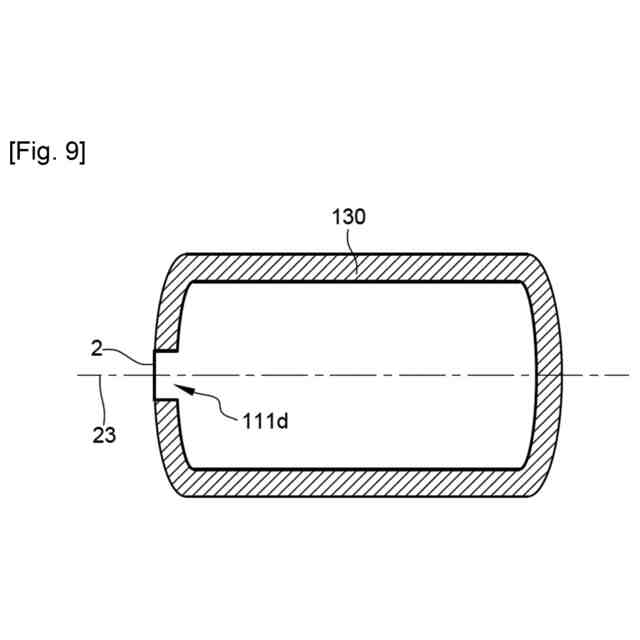
- 前記マンドレル(2)の取り出しのためのオリフィス(111d)を形成しながら、前記マンドレル(2)の前記外側表面(21)に前記密閉タンク(1)の前記密閉壁(111)を形成するステップ(E2)と、
- 前記取り出しオリフィス(111d)を介して前記密閉壁(111)から前記マンドレル(2)を取り外すステップ(E3)と、
を備え、
前記密閉壁(111)を形成するステップ(E2)は、
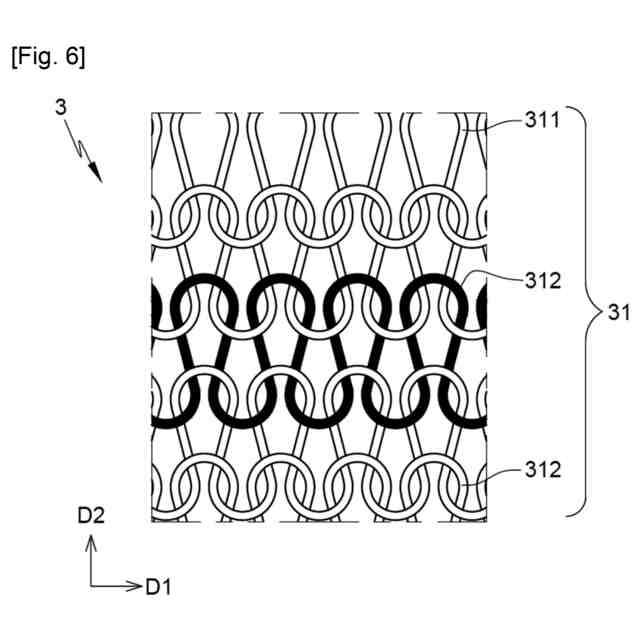
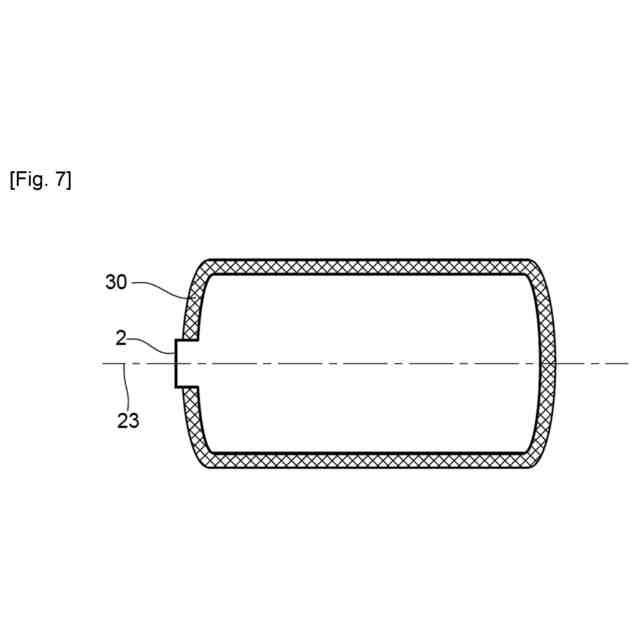
- 前記マンドレル(2)の前記外側表面(21)を覆う少なくとも1つの編物(3)を付けることによってエンベロープ(30)を形成するサブステップ(E21)と、ここで、前記編物(3)は、ループを形成する編み糸(311、312)の層を備え、前記編み糸(311、312)は、熱を加えることによって密閉されることができる熱可塑性材料で作られており、
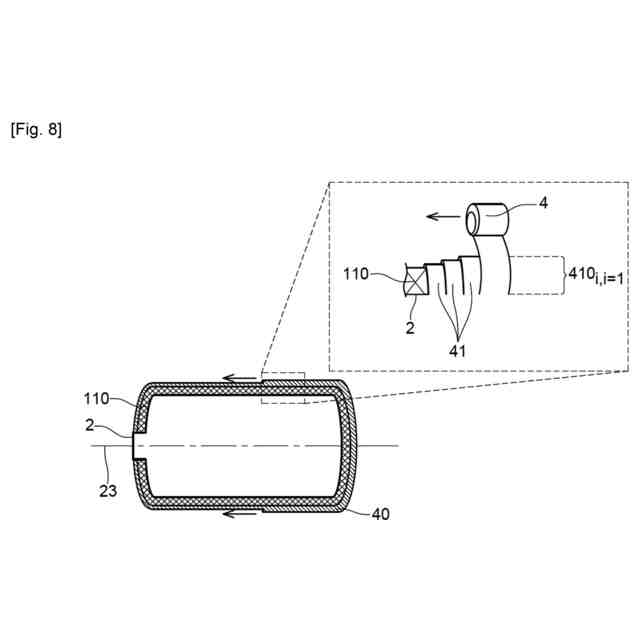
- 熱を加えることによって密閉されることができ、繊維によって強化された熱可塑性材料を備える第1のストリップ(4)の連続するセクション(41)を、前記マンドレル(2)の前記外側表面(21)を覆う前記編物(3)によって形成された前記エンベロープ(30)に巻き付けるサブステップ(E22)と、これにより、第1の巻き付けられたストリップ(4)の前記連続するセクション(41)が、第1のストリップの第1の層(410i,i=1)を形成するためにオーバーラップし、第1のストリップの重ね合わされた層(40)を形成するためにオーバーラップするようにし、ここで、前記巻き付けるサブステップ(E22)は、
- 第1のストリップの前記第1の層(410i,i=1)を形成する前記第1の巻き付けられたストリップの各セクション(41)を前記エンベロープ(30)に対してクランプするために、そして、第1のストリップの他の前記重ね合わされた層(40)を形成するように第1のストリップの前記第1の層を覆う前記セクションをクランプするために、選択された圧力をかけることと、
- 第1のストリップの前記第1の層の各セクション(41)の前記熱可塑性材料を、前記エンベロープ(30)の下にある前記編み糸(311、312)と共に溶融させ、第1のストリップの前記連続する層の前記セクションを溶融させるために選択された温度を加えることと、
によって実施され、
- 単一材料で前記密閉壁(130)を形成するために前記エンベロープ(30)及び前記第1の巻き付けられたストリップ(4)を冷却するサブステップ(E23)と、
を実施することによって行われる、密閉壁の製造プロセス(100)。
続きを表示(約 2,000 文字)
【請求項2】
前記編み糸(311、312)の前記熱可塑性材料は、前記第1のストリップの前記熱可塑性材料と同一である、請求項1に記載の密閉壁の製造プロセス(100)。
【請求項3】
前記編物(3)は、100g/m
2
~800g/m
2
の表面積当たりの質量を有する、請求項1又は2に記載の密閉壁の製造プロセス(100)。
【請求項4】
前記編物(3)は、1つ又は複数のスリーブの形態であり、各スリーブは、前記マンドレルの一端にはめられる、請求項1~3のいずれか一項に記載の密閉壁の製造プロセス(100)。
【請求項5】
前記エンベロープ(30)を形成するサブステップ(E21)は、第2の編物を第1の編物(3)上に付けることも備え、ここで、前記第2の編物の前記編み糸の前記熱可塑性材料は、下にある前記第1の編物(3)の前記編み糸の前記熱可塑性材料と同じ温度及び圧力条件下で熱を加えることによって密閉されることができる、請求項1~4のいずれか一項に記載の密閉壁の製造プロセス(100)。
【請求項6】
前記エンベロープに巻き付けるサブステップ(E22)は、前記第1のストリップの前記熱可塑性材料によって形成された少なくとも1つの他の追加のストリップを巻き付けることを備え、ここで、前記追加のストリップは、前記第1のストリップと同時に巻き付けられる、請求項1~5のいずれか一項に記載の密閉壁の製造プロセス(100)。
【請求項7】
ガス又は液体を収容する密閉タンクの製造プロセス(200)であって、
- 請求項1~6のいずれか一項に記載の製造プロセス(100)のステップ(E1、E2、E3)を実施することによって前記密閉タンク(1)の密閉壁(130)を製造するステップと、
- 前記密閉壁(130)に対して底部(112)を付けることによって前記密閉壁(130)を閉鎖するステップ(E4)と、
- 前記密閉タンク(1)の強化された密閉壁(150、111)を得るために前記密閉壁(130)を統合するステップ(E5)と、
を備え、
前記密閉壁(130)を統合するステップ(E5)は、
- 熱によって密閉されることができ、繊維によって強化された熱可塑性材料を備える第2のストリップ(5)の連続するセクション(51)を前記密閉壁(130)に巻き付けるサブステップ(E51、E511)と、これにより、第2の巻き付けられたストリップの前記連続するセクション(51)が、第2のストリップ(5)の第1の層(510i,i=1)を形成するためにオーバーラップし、第2のストリップ(5)の重ね合わされた層(50)を形成するためにオーバーラップするようにし、ここで、前記巻き付けるサブステップ(E51、E511)は、
- 第2のストリップの前記第1の層(510i,i=1)を形成する前記第2の巻き付けられたストリップの各セクション(51)を前記密閉壁(130)に対してクランプするために、そして、第2のストリップの他の前記重ね合わされた層を形成するように第2のストリップの前記第1の層とオーバーラップする前記セクションをクランプするために、選択された圧力をかけることと、
- 第2のストリップの前記第1の層の各セクションの前記熱可塑性材料を、前記密閉壁(130)の下にある領域と共に溶融させ、第2のストリップの前記連続する層の前記セクションを溶融させるために選択された温度を加えることと、
によって実施され、
- 単一材料で作られた前記強化された密閉壁(130、111)を形成するために前記密閉壁(130)及び前記第2のストリップ(5)を冷却するサブステップ(E52)と、
を行うことによって実施される、密閉タンクの製造プロセス(200)。
【請求項8】
前記第1のストリップの前記熱可塑性材料と前記第2のストリップの前記熱可塑性材料とは同一である、請求項7に記載の密閉タンクの製造プロセス(200)。
【請求項9】
前記底部(112)は、熱によって密閉されることができ、かつ前記密閉壁(130)の前記熱可塑性材料と適合性がある熱可塑性材料によって覆われた周囲外側表面を有する、請求項7又は8に記載の密閉タンクの製造プロセス(200)。
【請求項10】
前記底部(112)の前記外側表面は、前記密閉壁(130)を統合する前記ステップ(E5)中に前記第2のストリップによって覆われる、請求項7~9のいずれか一項に記載の密閉タンクの製造プロセス(200)。
発明の詳細な説明
【技術分野】
【0001】
[0001] 本発明の技術分野は、密閉タンク、すなわち密閉コンテナ、具体的には、これに限定されないが、複合材料で作られた加圧タンクの製造プロセスに関する。
続きを表示(約 1,400 文字)
【0002】
[0002] 本発明は、製造プロセスにおいて繊維によって強化された熱可塑性材料を使用した密閉タンクの製造プロセスに関する。
【背景技術】
【0003】
[0003] ガス又は液体の貯蔵条件は、近年、壁構造又は外側エンベロープとして繊維性材料を備える、すなわち繊維によって強化された複合密閉タンクの出現により改善されている。
【0004】
[0004] 「密閉タンク」は、液体及び/又はガスに対して密閉されているタンク又はコンテナを意味する。より明確にいえば、これらの液体及び/又はこれらのガスに対して、用途によって規定される最大限度よりも低い透過性を有するタンクを意味する。
【0005】
[0005] 例えば、高圧で圧縮された形態での水素輸送に適用するために設計された密閉タンクは、このガスが30MPa~70MPa(すなわち、300バール~700バール)の圧力範囲で圧縮されたとき、水素透過性を有する。
【0006】
[0006] これらの圧力条件での水素貯蔵を可能にするために、タイプIII又はIVとして知られている密閉タンクアーキテクチャを使用することが既知である。このアーキテクチャは、内部から外部に向かって、現在使用されている用語によれば「内側ライナ」としても知られている密閉円筒と、フィラメントワインディングによって製造された外側強化構造とを備える。
【0007】
[0007] 内側ライナの目的は、主に、ガスを密閉する機能を保証することである(可能な限り水素に対する不透過性を有するべきである)。外側強化構造の目的は、主に、機械的耐圧性の機能を保証することである。
【0008】
[0008] タイプIIIのタンクでは、内側ライナは金属で作られている。タイプIVのタンクでは、内側ライナは、ポリマーで作られており、例えば、ロトモールド又は押出ブローによって製造されている。
【0009】
[0009] 新しいタイプのタンクが、文献WO2011143723A2に記載されている。そこでは、ガスの密閉は、内側金属ライナ以外のものによって提供される。よって、ライナは、熱によって密閉されることができる熱可塑性材料によって形成されたカバリングストリップをテンプレート(又はマンドレル)に巻き付けて加熱することによって形成された内側密閉エンベロープによって置き換えられている。このテンプレートは、金属で作られており、互いに周方向に嵌合する複数のフープへと分解することができ、よって取り外し可能かつ再使用可能にすることができる。またテンプレートは、タンクの形状に対応する形状を有する。典型的には、テンプレートは円筒形状を有し、各軸方向側部に、キャップの形態の丸みを帯びた前面を有する。
【0010】
[0010] 機械的強度を保証し、ガスに対する障壁を統合するために、密閉内側エンベロープは、保護外側エンベロープとして知られている第2のエンベロープによって保護されており、第2のエンベロープもまた、熱によって密閉されることができ、好ましくは連続的である繊維によって強化された熱可塑性材料を備える巻き付けられたストリップから製造されている。この第2のエンベロープは、密閉タンクの外側強化構造を構成している。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
溶融紡糸設備
11か月前
東レ株式会社
吹出しノズル
6か月前
CKD株式会社
型用台車
5か月前
東レ株式会社
プリプレグテープ
8か月前
シーメット株式会社
光造形装置
5か月前
個人
射出ミキシングノズル
7か月前
東レ株式会社
フィルムの製造方法
2か月前
グンゼ株式会社
ピン
5か月前
株式会社日本製鋼所
押出機
7か月前
株式会社カワタ
計量混合装置
6日前
個人
樹脂可塑化方法及び装置
4か月前
株式会社FTS
ロッド
4か月前
日機装株式会社
加圧システム
1か月前
株式会社漆原
シートの成形方法
3日前
株式会社FTS
成形装置
5か月前
帝人株式会社
成形体の製造方法
11か月前
東レ株式会社
一体化成形品の製造方法
9か月前
株式会社リコー
シート剥離装置
9か月前
トヨタ自動車株式会社
射出装置
2か月前
株式会社シロハチ
真空チャンバ
7か月前
東レ株式会社
樹脂フィルムの製造方法
6日前
株式会社リコー
画像形成システム
5か月前
株式会社不二越
射出成形機
1か月前
TOWA株式会社
成形型清掃用のブラシ
8か月前
三菱自動車工業株式会社
予熱装置
8か月前
株式会社コスメック
射出成形装置
今日
株式会社神戸製鋼所
混練機
3か月前
株式会社不二越
射出成形機
1か月前
株式会社不二越
射出成形機
1か月前
株式会社日本製鋼所
押出成形装置
8か月前
株式会社日本製鋼所
押出成形装置
8か月前
東レ株式会社
炭素繊維シートの製造方法
1か月前
株式会社FTS
セパレータ
3か月前
株式会社不二越
射出成形機
今日
株式会社リコー
シート処理システム
9か月前
トヨタ自動車株式会社
真空成形装置
28日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ


































