TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025069889
公報種別
公開特許公報(A)
公開日
2025-05-01
出願番号
2023179903
出願日
2023-10-18
発明の名称
電池用電極製造装置
出願人
トヨタ自動車株式会社
,
プライムプラネットエナジー&ソリューションズ株式会社
代理人
弁理士法人太陽国際特許事務所
主分類
H01M
4/139 20100101AFI20250423BHJP(基本的電気素子)
要約
【課題】塗工部と未塗工部の伸び率の差を正確に算出することができる電池用電極製造装置を得る。
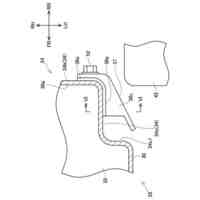
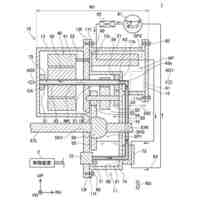
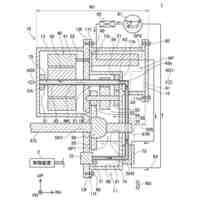
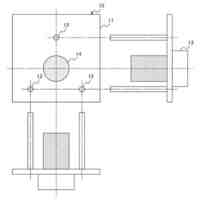
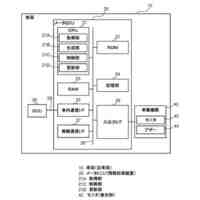
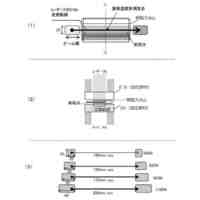
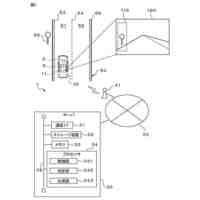
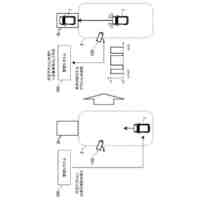
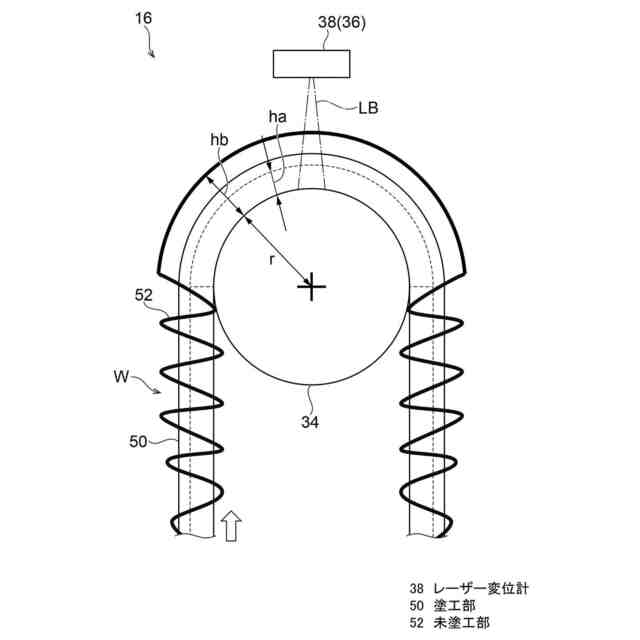
【解決手段】電池用電極製造装置10は、活物質層が塗工された塗工部50と金属箔が露出した未塗工部52とを含む長尺シート状の電極体Wを搬送する搬送部と、電極体Wの全体をプレスするプレス部と、電極体Wにおいて未塗工部52のみを延伸する延伸部と、延伸部で延伸された後の電極体Wにおいて、塗工部50及び未塗工部52の基準点からの高さを測定する測定部16と、を有し、測定部16は、電極体Wが巻き掛けられて電極体Wを円弧状に折り返す折返しロール34と、折返しロール34によって円弧状に折り返された電極体Wと対向する位置に配置された非接触変位計38と、を備えている。
【選択図】図2
特許請求の範囲
【請求項1】
活物質層が塗工された塗工部と金属箔が露出した未塗工部とを含む長尺シート状の電極体を搬送する搬送部と、
前記電極体の全体をプレスするプレス部と、
前記電極体において前記未塗工部のみを延伸する延伸部と、
前記延伸部で延伸された後の前記電極体において、前記塗工部及び前記未塗工部の基準点からの高さを測定する測定部と、
を有し、
前記測定部は、前記電極体が巻き掛けられて前記電極体を円弧状に折り返す折返しロールと、前記折返しロールによって円弧状に折り返された前記電極体と対向する位置に配置された非接触変位計と、を備えている、
電池用電極製造装置。
続きを表示(約 350 文字)
【請求項2】
前記非接触変位計で測定された前記塗工部及び前記未塗工部の基準点からの高さに基づいて、未塗工部の伸び率を算出し、
算出された前記伸び率に応じて前記延伸部における加工条件を変化させる、
請求項1に記載の電池用電極製造装置。
【請求項3】
前記測定部は、前記延伸部と前記プレス部との間に配設されている、請求項1に記載の電池用電極製造装置。
【請求項4】
前記金属箔の厚みは12~13μmである、請求項1に記載の電池用電極製造装置。
【請求項5】
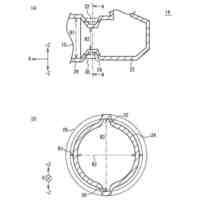
前記折返しロールは、前記塗工部に対応する部分よりも前記未塗工部に対応する部分が大径に形成された段付きロールである、請求項1~4の何れか1項に記載の電池用電極製造装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、電池用電極製造装置に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
特許文献1には、電極板をプレスするロールプレス設備が開示されている。特に、特許文献1では、レーザー変位計によって電極板の表面形状を測定すること、及び、未塗工部圧延装置によって、未塗工部の金属箔だけを圧延すること、などが記載されている。
【先行技術文献】
【特許文献】
【0003】
特開2020-24861号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
電極板の未塗工部を延伸することで電極板のシワの発生を抑制できるが、未塗工部の金属箔のみが薄くなり、塗工部と未塗工部とで伸び率に差が生じるため、搬送中の風の影響などによって未塗工部にうねりが発生することがある。このため、上記特許文献1に記載の装置ように、水平方向に搬送する電極板に対して垂直にレーザー光線を照射した場合であっても、うねった状態の未塗工部の厚みを正確に測定できず、塗工部と未塗工部の伸び率の差を正確に算出するには改善の余地がある。
【0005】
本発明は、塗工部と未塗工部の伸び率の差を正確に算出することができる電池用電極製造装置を得ることを目的とする。
【課題を解決するための手段】
【0006】
請求項1に係る電池用電極製造装置は、活物質層が塗工された塗工部と金属箔が露出した未塗工部とを含む長尺シート状の電極体を搬送する搬送部と、前記電極体の全体をプレスするプレス部と、前記電極体において前記未塗工部のみを延伸する延伸部と、前記延伸部で延伸された後の前記電極体において、前記塗工部及び前記未塗工部の基準点からの高さを測定する測定部と、を有し、前記測定部は、前記電極体が巻き掛けられて前記電極体を円弧状に折り返す折返しロールと、前記折返しロールによって円弧状に折り返された前記電極体と対向する位置に配置された非接触変位計と、を備えている。
【0007】
請求項1に係る電池用電極製造装置では、搬送部によって搬送される電極体は、活物質層が塗工された塗工部と金属箔が露出した未塗工部とを含んで長尺シート状に形成されている。また、電極体は、プレス部によって全体がプレスされる。さらに、延伸部は、電極体において未塗工部のみを延伸する。これにより、プレス部では、電極体において厚みが厚い塗工部がより延伸されるが、延伸部によって未塗工部のみが延伸されることで、塗工部と未塗工部の伸び率の差を小さくできる。
【0008】
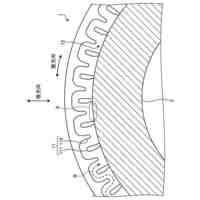
ここで、延伸された後の電極体において、塗工部及び未塗工部の基準点からの高さを測定する測定部を有しており、この測定部は、電極体が巻き掛けられて電極体を円弧状に折り返す折返しロールと、折返しロールによって円弧状に折り返された電極体と対向する位置に配置された非接触変位計とを備えている。これにより、未塗工部が延伸されることでうねりが生じている場合であっても、円弧状に折り返される部分では折返しロールの外側へ広がるために、未塗工部が張られた状態となり、非接触変位計での測定値を安定させることができる。
【0009】
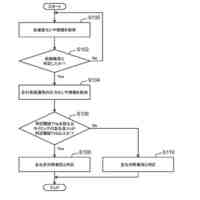
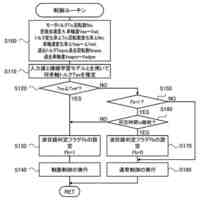
請求項2に係る電池用電極製造装置は、請求項1において、前記非接触変位計で測定された前記塗工部及び前記未塗工部の基準点からの高さに基づいて、未塗工部の伸び率を算出し、算出された前記伸び率に応じて前記延伸部における加工条件を変化させる。
【0010】
請求項2に係る電池用電極製造装置では、算出された伸び率に応じて延伸部の加工条件を変化させることにより、塗工部と未塗工部の伸び率の差が無くなるように未塗工部を延伸させることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
トヨタ自動車株式会社
車両
1日前
トヨタ自動車株式会社
方法
1日前
トヨタ自動車株式会社
電動車
今日
トヨタ自動車株式会社
触媒装置
今日
トヨタ自動車株式会社
ステータ
今日
トヨタ自動車株式会社
表示装置
今日
トヨタ自動車株式会社
駆動装置
今日
トヨタ自動車株式会社
配車装置
今日
トヨタ自動車株式会社
駆動装置
今日
トヨタ自動車株式会社
充電装置
今日
トヨタ自動車株式会社
電源装置
今日
トヨタ自動車株式会社
シール構造
今日
トヨタ自動車株式会社
衝突検出装置
今日
トヨタ自動車株式会社
車高調整方法
今日
トヨタ自動車株式会社
部品固定構造
今日
トヨタ自動車株式会社
電力変換装置
1日前
トヨタ自動車株式会社
情報処理装置
今日
トヨタ自動車株式会社
情報処理装置
今日
トヨタ自動車株式会社
異常診断装置
今日
トヨタ自動車株式会社
真空成形装置
1日前
トヨタ自動車株式会社
車両制御装置
今日
トヨタ自動車株式会社
音源推定方法
今日
トヨタ自動車株式会社
モータケース
今日
トヨタ自動車株式会社
車両の制御装置
今日
トヨタ自動車株式会社
ハイブリッド車
今日
トヨタ自動車株式会社
車両用制御装置
今日
トヨタ自動車株式会社
車両の制御装置
今日
トヨタ自動車株式会社
モータ制御方法
1日前
トヨタ自動車株式会社
車両用制御装置
1日前
トヨタ自動車株式会社
車両の制御装置
1日前
トヨタ自動車株式会社
電池の製造方法
今日
トヨタ自動車株式会社
画像生成システム
今日
トヨタ自動車株式会社
内燃機関の排気管
今日
トヨタ自動車株式会社
作業支援システム
今日
トヨタ自動車株式会社
車両同定システム
今日
トヨタ自動車株式会社
自動ブレーキ装置
今日
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ