TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025065875
公報種別
公開特許公報(A)
公開日
2025-04-22
出願番号
2023175374
出願日
2023-10-10
発明の名称
バランサ及びそのバランサを製造するバランサ製造方法
出願人
スズキ株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
F16F
9/00 20060101AFI20250415BHJP(機械要素または単位;機械または装置の効果的機能を生じ維持するための一般的手段)
要約
【課題】シリンダの端部における錆の発生を抑制できるバランサを提供する。
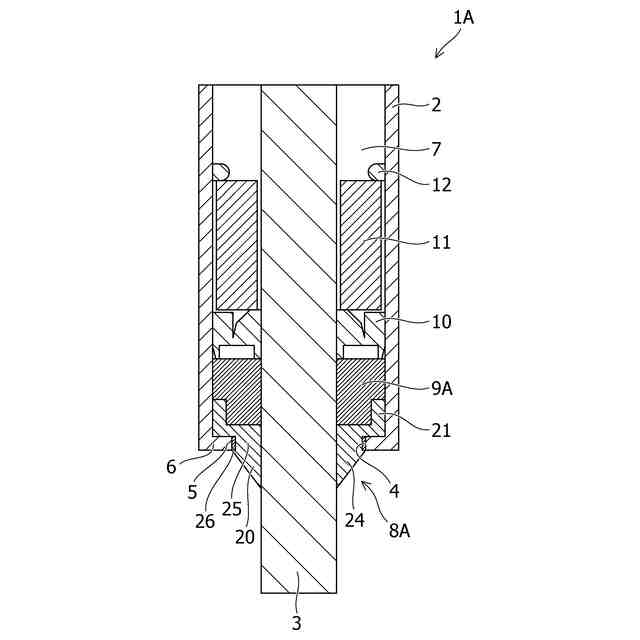
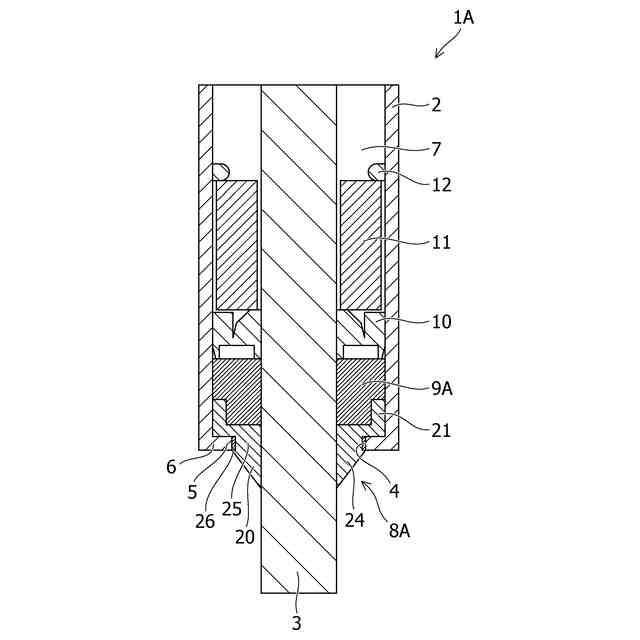
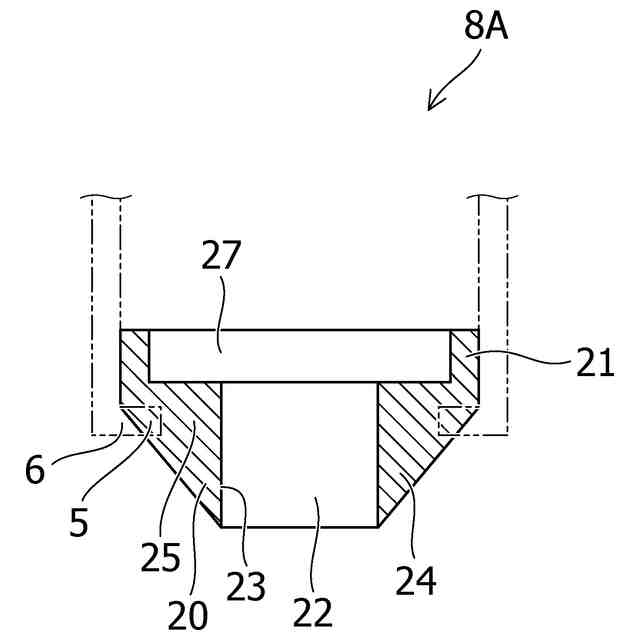
【解決手段】一端側の端部に開口4が形成された開口部5を有し、ガスが封入されたシリンダ2と、シリンダ2に内挿されるピストンロッド3と、シリンダ2内に配置されてピストンロッド3をガイドするロッドガイド9Aと、ロッドガイド9Aに接して開口部5に取り付けられ、ピストンロッド3が摺動するシリンダキャップ8Aと、を有するバランサ1Aにおいて、シリンダ2の一端側は、シリンダ2の周縁からピストンロッド3側に張り出されたフランジ部6を有し、フランジ部6が開口部5を有し、シリンダキャップ8Aは、開口部5に形成された開口4の内周面に隣接する接続部25を有し、少なくとも内周面と接続部25との間に接着層が設けられている。
【選択図】図1
特許請求の範囲
【請求項1】
一端側の端部に開口が形成された開口部を有し、ガスが封入されたシリンダと、
前記シリンダに内挿されるピストンロッドと、
前記シリンダ内に配置されて前記ピストンロッドをガイドするロッドガイドと、
前記ロッドガイドに接して前記開口部に取り付けられ、前記ピストンロッドが摺動するシリンダキャップと、
を有するバランサにおいて、
前記シリンダの一端側は、前記シリンダの周縁から前記ピストンロッド側に張り出されたフランジ部を有し、前記フランジ部が前記開口部を有し、
前記シリンダキャップは、前記開口部に形成された前記開口の内周面に隣接する接続部を有し、
少なくとも前記内周面と前記接続部との間に接着層が設けられていることを特徴とするバランサ。
続きを表示(約 970 文字)
【請求項2】
前記シリンダキャップが前記ロッドガイドに一体的に固定されており、
前記シリンダキャップの材料は、前記ロッドガイドの材料よりも軟質であることを特徴とする請求項1に記載のバランサ。
【請求項3】
前記シリンダキャップの前記ロッドガイド側の端面は凹状に形成された凹部を有し、
前記ロッドガイドの前記シリンダキャップ側の端面は凸状に形成された凸部を有し、
前記凸部が前記凹部に嵌合されていることを特徴とする請求項2に記載のバランサ。
【請求項4】
前記シリンダキャップは、前記シリンダキャップが前記開口部に取り付けられた状態で、前記接続部の前記ロッドガイド側で前記シリンダ内に配置される後端部を有し、
前記後端部は前記シリンダの内周面に接する外周面を有し、当該外周面は前記シリンダの前記内周面に接着固定されない非固定部であることを特徴とする請求項1に記載のバランサ。
【請求項5】
前記シリンダキャップは、前記シリンダキャップが前記開口部に取り付けられた状態で、前記接続部の前記後端部とは反対側で前記シリンダの外側に露出する先端部を有し、
前記先端部は、一端側に向かうに従って外径が小さくなる縮径形状に形成されていることを特徴とする請求項4に記載のバランサ。
【請求項6】
請求項1から5のいずれか1項に記載のバランサを製造するバランサ製造方法であって、
前記シリンダを形成するためのシリンダ形成体であって、前記フランジ部が折り曲げ形成される前の状態で一端側の端部に開口が形成された組込用開口部を有するシリンダ形成体を準備する第1工程と、
前記シリンダキャップの前記接続部に接着剤を塗布する第2工程と、
前記シリンダキャップ及び前記ロッドガイドが装着された前記ピストンロッドを、前記組込用開口部の開口から、前記シリンダ形成体に挿入する第3工程と、
前記シリンダ形成体に、オイル及びガスを封入する第4工程と、
前記シリンダ形成体の一端側を前記ピストンロッド側に折り曲げることで前記フランジ部を形成して、前記シリンダキャップを加締め固定する第5工程と、を有することを特徴とするバランサ製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、車両のバックドア開閉に用いられるバランサ及びそのバランサを製造するバランサ製造方法に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
ハッチバック式やワンボックスの車両に、跳ね上げ式のバックドアが設けられ、バックドアを開く際の操作力を軽減するために、ガススプリング等のバランサが設けられている。バックドアに用いられるバランサの一例として、特許文献1の図8に開示されたガススプリングが知られている。
【0003】
特許文献1に開示されたガススプリングは、筒状のシリンダの開口部にロッドガイドとシール部材を設け、ピストンロッドがロッドガイド、シール部材を介してシリンダ内に挿入される。ロッドガイドは、シリンダの端部を内側に折り曲げるかしめ加工によってシリンダに固定される。通常、シリンダの外側表面は防錆対策のために塗装が施される。
【先行技術文献】
【特許文献】
【0004】
特開平08-145103号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、シリンダの外側表面は防錆対策のために塗装が施されるが、シリンダの端部の端面は塗膜切れが起こしやすく、また、薄くしか塗装できないことがあることから、空気に触れて錆が発生するおそれがあった。
【0006】
そこで、本発明は、シリンダの端部における錆の発生を抑制できるバランサ及びそのバランサを製造するバランサ製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明の一態様は、一端側の端部に開口が形成された開口部を有し、ガスが封入されたシリンダと、シリンダに内挿されるピストンロッドと、シリンダ内に配置されてピストンロッドをガイドするロッドガイドと、ロッドガイドに接して開口部に取り付けられ、ピストンロッドが摺動するシリンダキャップと、を有するバランサにおいて、シリンダの一端側は、シリンダの周縁からピストンロッド側に張り出されたフランジ部を有し、フランジ部が開口部を有し、シリンダキャップは、開口部に形成された開口の内周面に隣接する接続部を有し、少なくとも内周面と接続部との間に接着層が設けられている。本発明の他の態様は、本発明の一態様であるバランサを製造するバランサ製造方法である。
【発明の効果】
【0008】
本発明によれば、シリンダの端部における錆の発生を抑制できるバランサ及びそのバランサを製造するバランサ製造方法を提供することができる。
【図面の簡単な説明】
【0009】
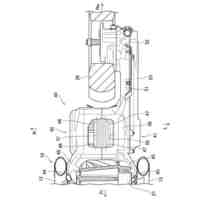
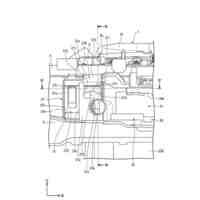
第1実施形態に係るバランサの縦断面図である。
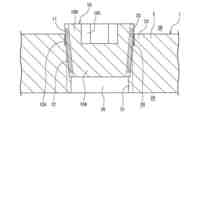
第1実施形態に係るバランサのシリンダキャップの縦断面図である。
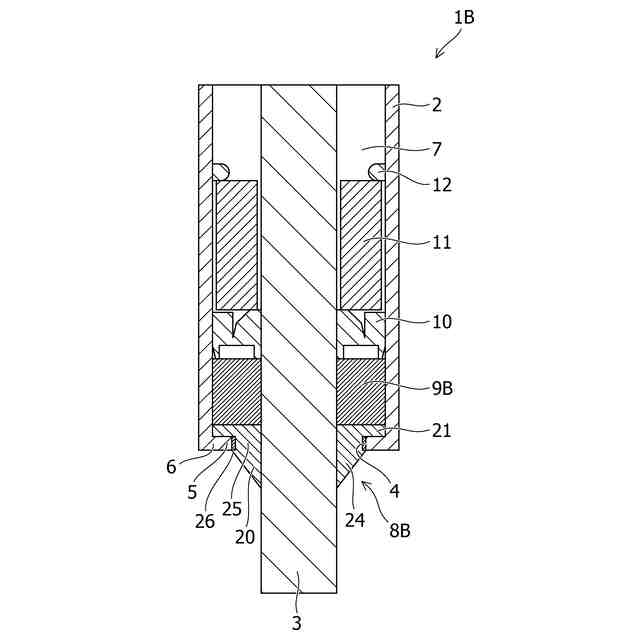
第2実施形態に係るバランサの縦断面図である。
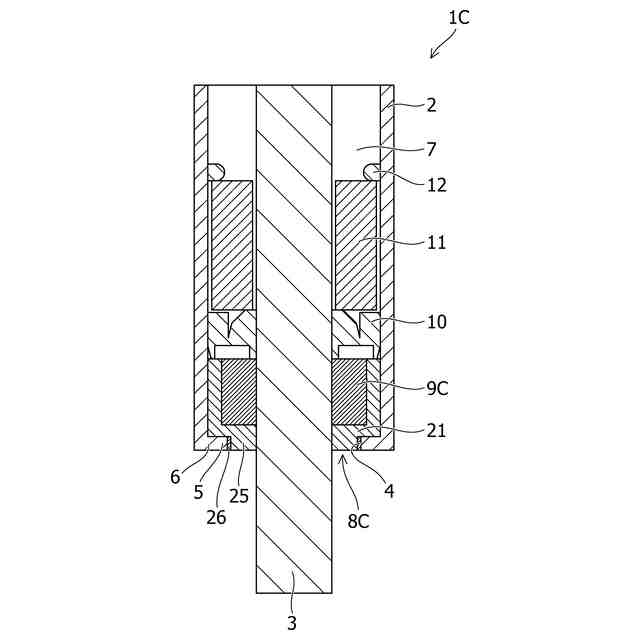
第3実施形態に係るバランサの縦断面図である。
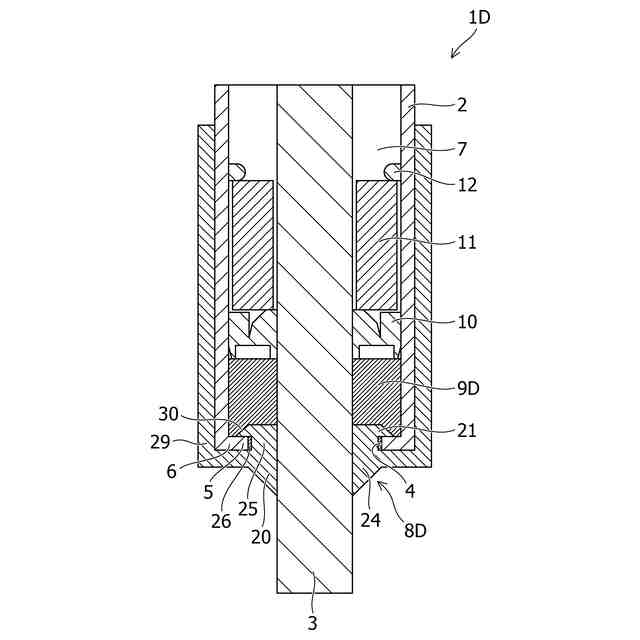
第4実施形態に係るバランサの縦断面図である。
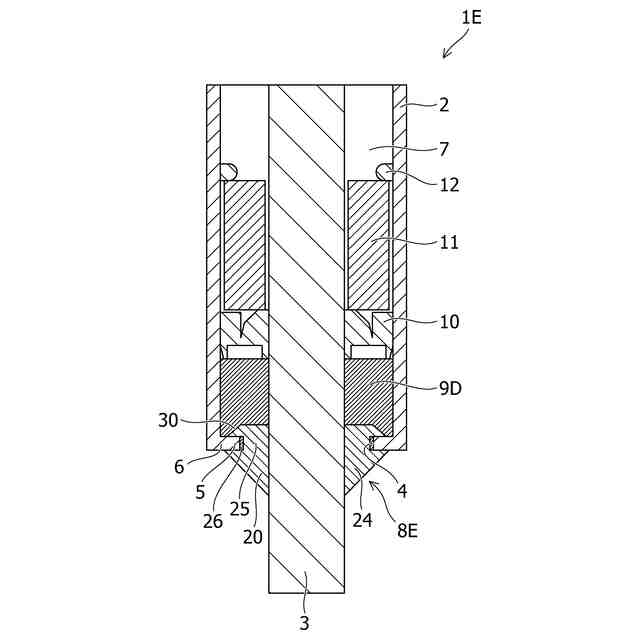
第5実施形態に係るバランサの縦断面図である。
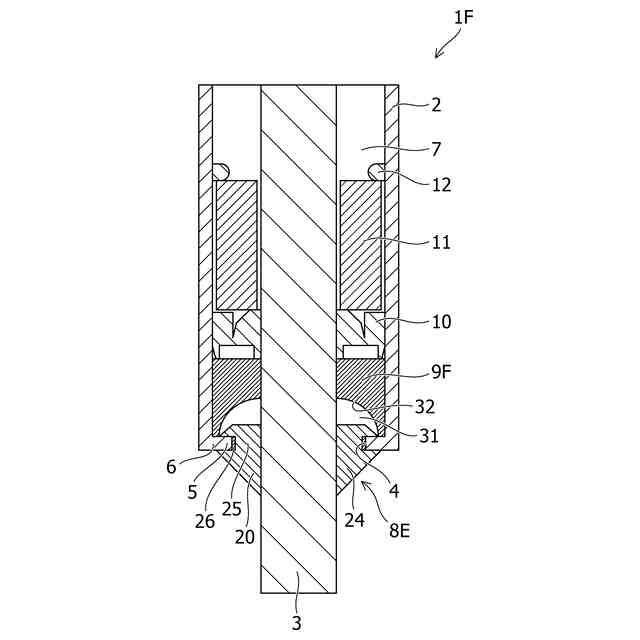
第6実施形態に係るバランサの縦断面図である。
【発明を実施するための形態】
【0010】
以下、本発明に係るバランサ及びバランサ製造方法の実施の形態を添付図面に基づいて説明する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
スズキ株式会社
移動体
18日前
スズキ株式会社
移動体
18日前
スズキ株式会社
移動体
18日前
スズキ株式会社
移動体
18日前
スズキ株式会社
車両構造
1か月前
スズキ株式会社
車体構造
17日前
スズキ株式会社
車両構造
1か月前
スズキ株式会社
車両構造
1か月前
スズキ株式会社
車両構造
1か月前
スズキ株式会社
鞍乗型車両
17日前
スズキ株式会社
鞍乗型車両
17日前
スズキ株式会社
鞍乗型車両
17日前
スズキ株式会社
鞍乗型車両
17日前
スズキ株式会社
鞍乗型車両
17日前
スズキ株式会社
車両制御装置
20日前
スズキ株式会社
流体封止構造
19日前
スズキ株式会社
可変動弁装置
18日前
スズキ株式会社
可変動弁装置
18日前
スズキ株式会社
可変動弁装置
18日前
スズキ株式会社
車両の制御装置
3日前
スズキ株式会社
車両用制御装置
10日前
スズキ株式会社
車両用制御装置
3日前
スズキ株式会社
車両用報知装置
19日前
スズキ株式会社
車両用報知装置
19日前
スズキ株式会社
車両の吸気構造
18日前
スズキ株式会社
車両用制御装置
3日前
スズキ株式会社
作業支援システム
17日前
スズキ株式会社
作業支援システム
17日前
スズキ株式会社
作業支援システム
17日前
スズキ株式会社
作業支援システム
17日前
スズキ株式会社
作業支援システム
17日前
スズキ株式会社
作業支援システム
17日前
スズキ株式会社
車両用表示制御装置
24日前
スズキ株式会社
車両の制御システム
5日前
スズキ株式会社
車両の制御システム
4日前
スズキ株式会社
車両のホーン取付構造
18日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ