TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025058858
公報種別
公開特許公報(A)
公開日
2025-04-09
出願番号
2024063731
出願日
2024-04-11
発明の名称
高張力鋼のサブマージアーク溶接用焼成型フラックス及びサブマージアーク溶接方法
出願人
JFEスチール株式会社
,
株式会社神戸製鋼所
代理人
個人
主分類
B23K
35/362 20060101AFI20250402BHJP(工作機械;他に分類されない金属加工)
要約
【課題】高張力鋼の大入熱サブマージアーク継手に母材相当の強度及び靭性を有する溶接金属を確保するフラックス及び溶接方法を提供する。
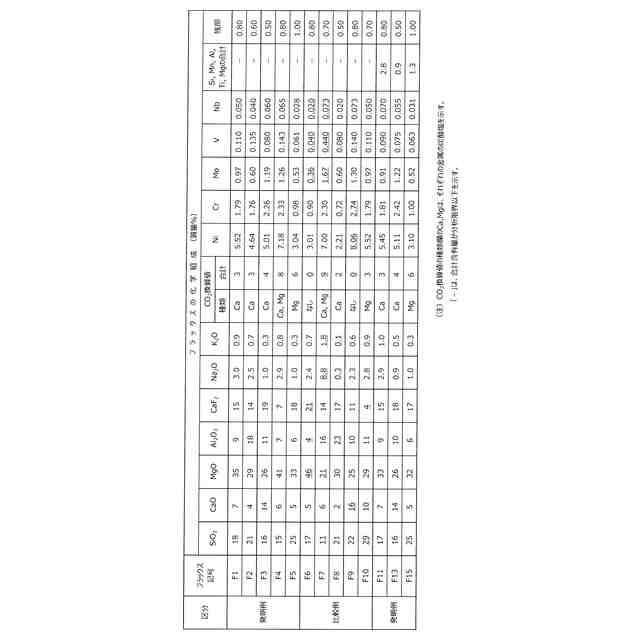
【解決手段】SiO
2
:15~25%、CaO:3~15%、MgO:25~45%、Al
2
O
3
:5~20%、CaF
2
:5~20%、Na
2
O及びK
2
Oの1種又は2種の合計:0.5~10.0%、CaCO
3
及びMgCO
3
の1種又は2種のCO
2
換算値の合計:3~8%、Ni:3.00~7.20%、Cr:0.90~2.40%、Mo:0.50~1.30%、V及びNbの1種又は2種の合計:0.080~0.220%を含有する焼成型フラックスとする。
【選択図】図1
特許請求の範囲
【請求項1】
高張力鋼のサブマージアーク溶接用焼成型フラックスであって、
当該焼成型フラックスの化学組成が、質量%で、
SiO
2
:15~25%、
CaO:3~15%、
MgO:25~45%、
Al
2
O
3
:5~20%、
CaF
2
:5~20%、
Na
2
O及びK
2
Oの1種又は2種の合計:0.5~10.0%、
CaCO
3
及びMgCO
3
の1種又は2種のCO
2
換算値の合計:3~8%、
Ni:3.00~7.20%、
Cr:0.90~2.40%、
Mo:0.50~1.30%、
V及びNbの1種又は2種の合計:0.080~0.220%
を含有し、
残部が鉄合金からのFe分及び不可避不純物からなる
ことを特徴とする高張力鋼のサブマージアーク溶接用焼成型フラックス。
続きを表示(約 1,200 文字)
【請求項2】
前記焼成型フラックスの化学組成に加えてさらに、質量%で、
Si、Mn、Al、Ti及びMgのうちから選ばれた1種又は2種以上の合計:0.6~3.0%を含有する
ことを特徴とする請求項1に記載の高張力鋼のサブマージアーク溶接用焼成型フラックス。
【請求項3】
前記高張力鋼が、引張強さ780MPa以上の高張力鋼であることを特徴とする請求項1又は2に記載の高張力鋼のサブマージアーク溶接用焼成型フラックス。
【請求項4】
請求項1又は2に記載の焼成型フラックスを溶接ワイヤと組合せて溶接する高張力鋼のサブマージアーク溶接方法であって、
前記溶接ワイヤの化学組成が、質量%で、
C:0.05~0.12%、
Si:0.01~0.35%、
Mn:1.30~2.10%、
Cu:0.01~0.25%、
Ni:0.70~3.20%、
Mo:0.40~0.90%、
V及びNbの1種又は2種の合計:0.001~0.070%、
P:0.015%以下、
S:0.015%以下、を含有し、
下記式(1)で示されるCeqが0.40~0.80%であり、
残部はFe及び不可避不純物からなる
ことを特徴とする高張力鋼のサブマージアーク溶接方法。
Ceq=C+Si/24+Mn/6+Ni/40+Cr/5+Mo/4+V/14・・・(1)
ここで、式(1)中、C、Si、Mn、Ni、Cr、Mo、Vは、各元素の含有量(質量%)であり、含有しない元素の含有量は、0(零)とする。
【請求項5】
前記溶接ワイヤの化学組成に加えてさらに、質量%で、
Cr:0.01~0.10%、Ti:0.001~0.050%及びAl:0.001~0.050%のうちから選ばれた1種又は2種以上を含有する
ことを特徴とする請求項4に記載の高張力鋼のサブマージアーク溶接方法。
【請求項6】
前記高張力鋼が、引張強さ780MPa以上の高張力鋼であることを特徴とする請求項4に記載の高張力鋼のサブマージアーク溶接方法。
【請求項7】
前記高張力鋼が、引張強さ780MPa以上の高張力鋼であることを特徴とする請求項5に記載の高張力鋼のサブマージアーク溶接方法。
【請求項8】
溶接入熱量を100kJ/cm以上とすることを特徴とする請求項4に記載の高張力鋼のサブマージアーク溶接方法。
【請求項9】
溶接入熱量を100kJ/cm以上とすることを特徴とする請求項5に記載の高張力鋼のサブマージアーク溶接方法。
【請求項10】
前記溶接方法が多層溶接で施工することを特徴とする請求項4に記載の高張力鋼のサブマージアーク溶接方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、高張力鋼のサブマージアーク溶接用焼成型フラックス及びサブマージアーク溶接方法に関する。特に780MPa以上の高強度の極厚鋼の溶接を100kJ/cm以上の多層溶接で施工し、拡散性水素量が低い溶接金属が、母材相当の強度及び靭性を確保する技術に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
近年、高層ビルの大型化、柱間の大スパン化に伴い、極厚の高張力鋼を用いたボックス柱が使用されるようになってきている。ボックス柱角継手の溶接には、高能率溶接が可能な大入熱のサブマージアーク溶接が広く用いられている。
【0003】
サブマージアーク溶接に使用されるフラックスは、その製造方法により溶融型と焼成型に大別される。前者は、原料を所定の組成に配合し、アーク炉などで溶解し、凝固後粉砕して適当な粒度に調整したガラス状のフラックスであり、後者は、原料粉と合金元素を所定の配合に混合したものを、例えば、珪酸ソーダを結合剤として造粒、焼成したものである。
【0004】
ボックス柱角継手のサブマージアーク溶接においては、高強度、高靭性の溶接金属を得るために比較的塩基度の高い焼成型フラックスを使用することが一般的である。また、溶接入熱量(以下、単に「入熱」ともいう)が300~600kJ/cmの範囲で溶接する際には、鉄粉を添加した焼成型フラックスを用い、300kJ/cm以下の入熱で片面多層溶接する際には、鉄粉を添加しないことが多い。
【0005】
鉄粉添加の焼成型フラックスにおいては、製造の際に鉄粉の酸化を防ぐために焼成温度を比較的低くする必要があり、高温で焼成できないことがフラックス中の水分量を低減できない根本的な原因となっている。特に、極厚ボックス柱の溶接において、溶接機の容量や継手特性の点から1パス溶接が困難で多層溶接が適用される場合に、溶接後の冷却速度が大きく、溶接金属中の水素が放出される時間的余裕がないため残留するという問題がある。一方、水分量の多いフラックスを使用した場合には、溶接熱影響部に拡散性水素に起因する割れが生じやすく、合金添加量を高めた高張力鋼においては、その傾向がより強くなることが知られている。
【0006】
鉄粉無添加の焼成型フラックスは、鉄粉添加の場合と比較して焼成温度を高くすることができるため、水分量の低減が可能である。また、高張力鋼のサブマージアーク溶接は、溶接金属の母材に相当する強度及び靭性を確保するため、溶接金属の組成を自由に調整することができる焼成型フラックスが適用されており、従来種々の技術開発が行われてきた。
【0007】
例えば、特許文献1には、焼成型フラックス及び溶接ワイヤの組成を規定して、80キロ級高張力鋼で、
V
E
-80
℃=3.5kgf・m以上の靭性を有する溶接金属を得る技術が記載されている。ここで、「
V
E
-80
℃」とは、右側の添字で示される試験温度(この例では-80℃)でのシャルピー吸収エネルギーを意味する(以下同じ)。なお、溶接ワイヤは、以下、単に「ワイヤ」ともいう。
【0008】
特許文献2には、焼成型フラックス及びワイヤの組成を規定して、780MPa以上の引張強さで、
V
E
-60
℃=69J以上の靭性を有する溶接金属を得る技術が記載されている。
【0009】
特許文献3には、780MPa級の高強度でも靭性が良好な溶接金属が得られる高強度鋼用の焼成型フラックスが記載されている。
【0010】
特許文献4には、ソリッドワイヤと焼成型フラックスの組合せで溶接金属の組成を適正化し、溶接金属の強度と安定した靭性を得、溶接欠陥もなく、溶接作業性も良好とする技術が記載されている。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
タップ
5日前
日東精工株式会社
ねじ締め機
1か月前
株式会社不二越
ドリル
29日前
日東精工株式会社
ねじ締め装置
2か月前
株式会社FUJI
工作機械
2か月前
株式会社FUJI
工作機械
1か月前
日東精工株式会社
多軸ねじ締め機
1か月前
有限会社 ナプラ
金属粒子
1か月前
株式会社ダイヘン
多層盛り溶接方法
13日前
エフ・ピー・ツール株式会社
リーマ
15日前
株式会社ダイヘン
積層造形溶接方法
2か月前
日進工具株式会社
エンドミル
15日前
株式会社FUJI
チャック装置
1か月前
株式会社ナベヤ
締結装置
2か月前
ブラザー工業株式会社
工作機械
1か月前
トヨタ自動車株式会社
接合方法
27日前
ブラザー工業株式会社
工作機械
1か月前
オークマ株式会社
工作機械
2か月前
大和ハウス工業株式会社
溶接方法
2か月前
オークマ株式会社
診断装置
2か月前
ビアメカニクス株式会社
レーザ加工装置
1か月前
津田駒工業株式会社
2連回転割出し装置
1か月前
株式会社プロテリアル
金属箔の溶接方法
1か月前
株式会社不二越
管用テーパタップ
1か月前
株式会社不二越
歯車研削盤
2か月前
オークマ株式会社
工作機械
1か月前
株式会社ダイヘン
溶接装置
26日前
株式会社コスメック
クランプ装置
1か月前
株式会社コスメック
クランプ装置
1か月前
大肯精密株式会社
自動送り穿孔機
27日前
株式会社不二越
超硬合金製ドリル
11日前
株式会社不二越
通り穴加工用タップ
19日前
豊田鉄工株式会社
レーザー溶接装置
1か月前
個人
管の切断装置及び管の切断方法
13日前
トヨタ自動車株式会社
レーザ加工機
1か月前
オーエスジー株式会社
ドリル
1か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ


































