TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025053842
公報種別
公開特許公報(A)
公開日
2025-04-07
出願番号
2023162910
出願日
2023-09-26
発明の名称
管継手の屈曲角測定方法
出願人
株式会社栗本鐵工所
代理人
個人
,
個人
,
個人
,
個人
主分類
G01C
15/00 20060101AFI20250331BHJP(測定;試験)
要約
【課題】管路の屈曲方向にかかわらず、正確かつ簡便に屈曲角を測定することか可能な管継手の屈曲角測定方法を提供する。
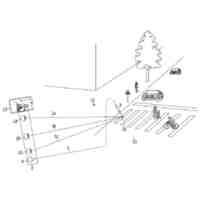
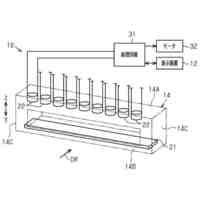
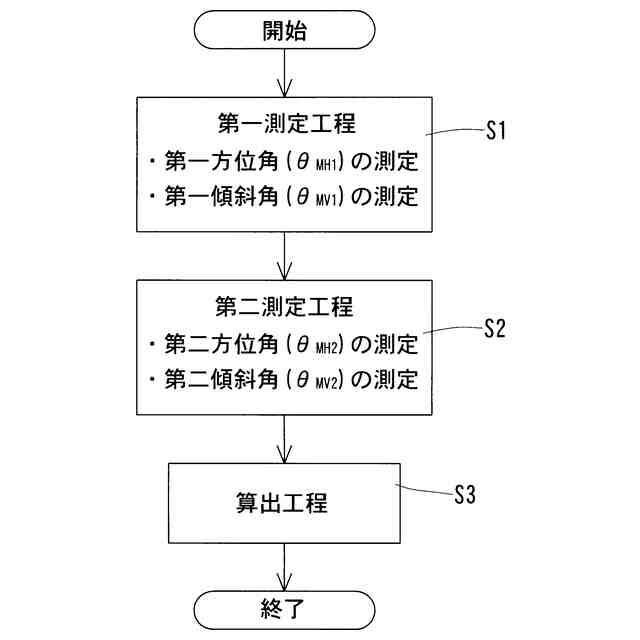
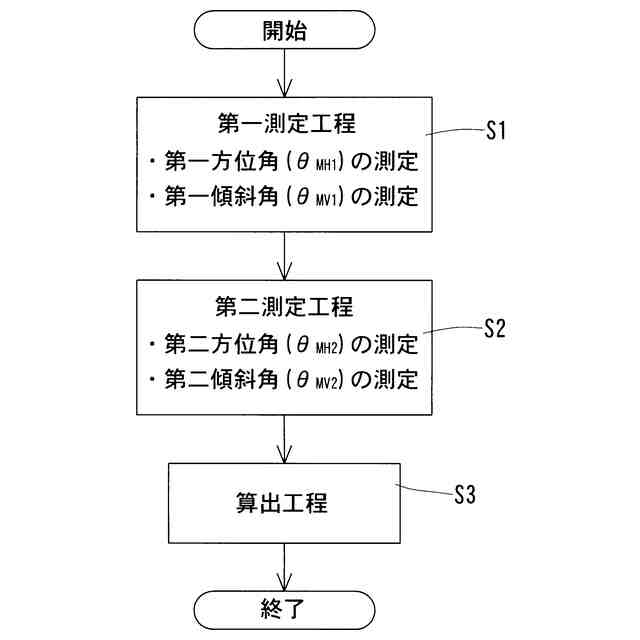
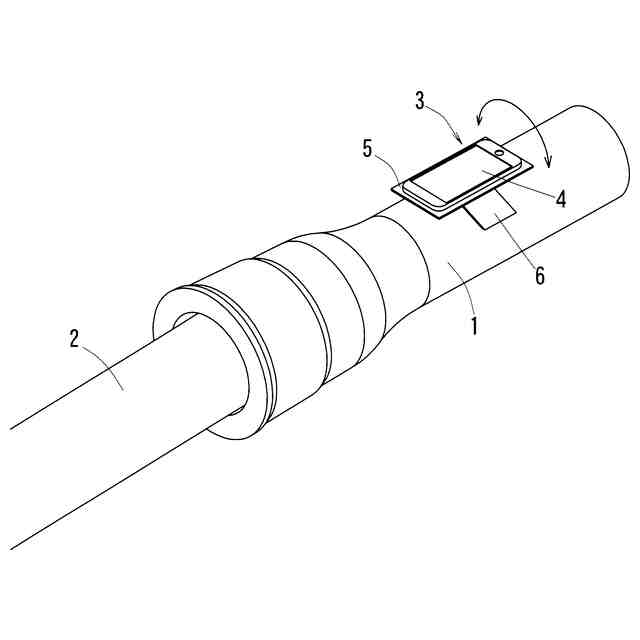
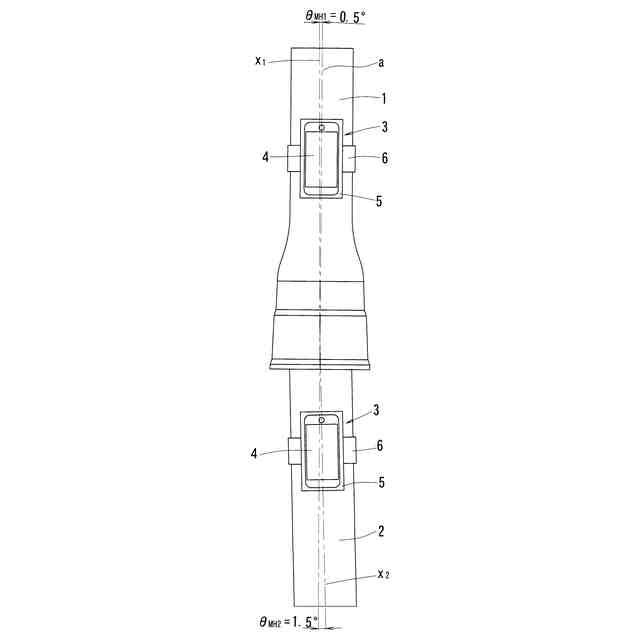
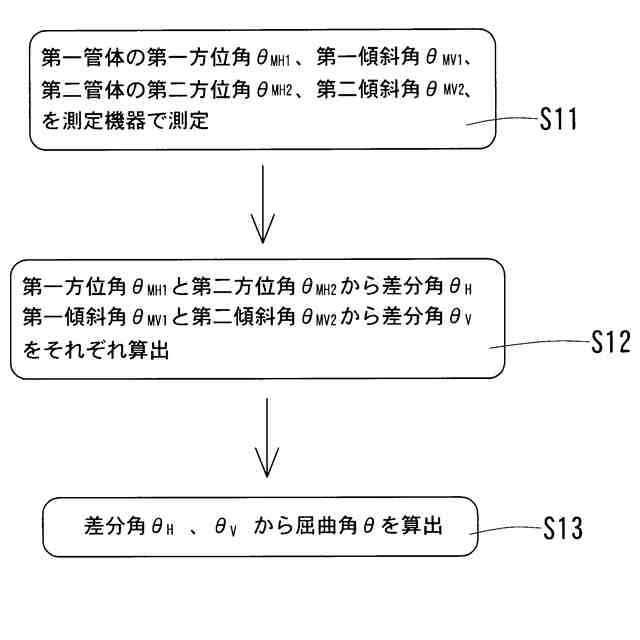
【解決手段】互いに直交する3軸の重力加速度の方向に対する傾斜を測定する加速度センサと、前記3軸のそれぞれの軸周りの回転角度を測定する角速度センサと、を備えた測定機器4で、第一管体1の第一方位角θ
MH1
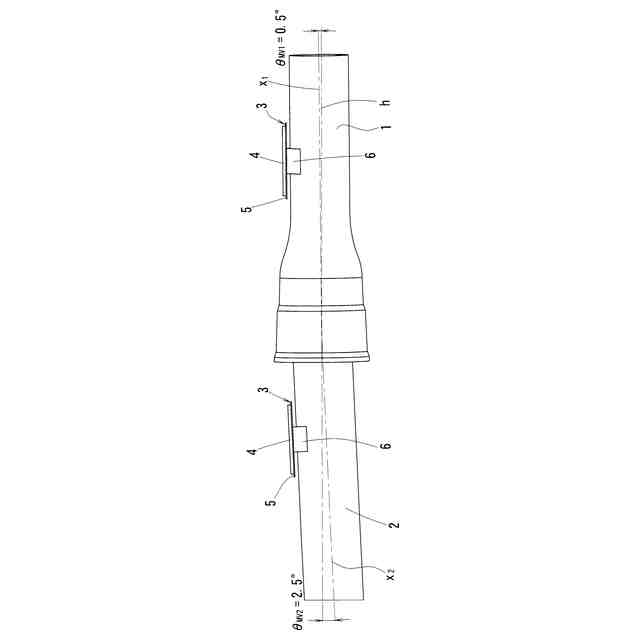
および第一傾斜角θ
MV1
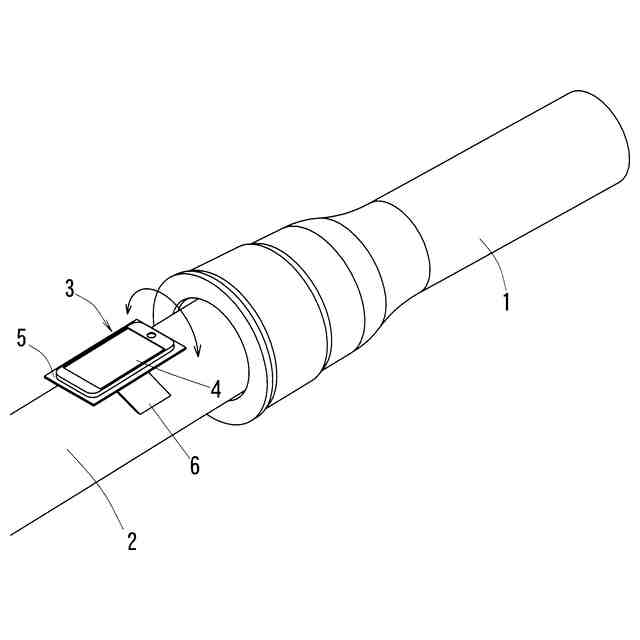
をそれぞれ測定する第一測定工程と、測定機器4で、第二管体2の第二方位角θ
MH2
および第二傾斜角θ
MV2
をそれぞれ測定する第二測定工程と、第一方位角θ
MH1
および第一傾斜角θ
MV1
、ならびに、第二方位角θ
MH2
および第二傾斜角θ
MV2
から、第一管体1と第二管体2との間の屈曲角θを算出する算出工程と、を有する構成とする。
【選択図】図1
特許請求の範囲
【請求項1】
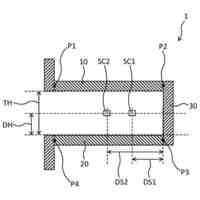
接続された第一管体(1)と第二管体(2)との間の屈曲角(θ)を測定する管継手の屈曲角測定方法において、
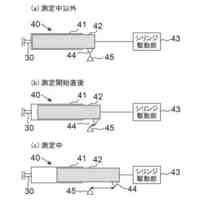
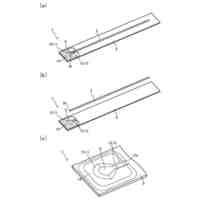
前記第一管体(1)に基準治具(3)をセットした上で、互いに直交する3軸の重力加速度の方向に対する傾斜を測定する加速度センサと、前記3軸のそれぞれの軸周りの回転角度を測定する角速度センサと、を備えた測定機器(4)を前記基準治具(3)の予め定めた所定位置に前記各センサの測定結果に基づき載置し、前記測定機器(4)で、水平面内における予め定められた基準線(a)と前記第一管体(1)の管軸方向(x
1
)との間の角度である第一方位角(θ
MH1
)、および、鉛直面内における水平面(h)からの前記測定機器(4)の傾きである第一傾斜角(θ
MV1
)をそれぞれ測定する第一測定工程と、
前記第二管体(2)に前記基準治具(3)をセットした上で、前記測定機器(4)を前記基準治具(3)の前記所定位置に前記各センサの測定結果に基づき載置し、前記測定機器(4)で、水平面内における前記基準線(a)と前記第二管体(2)の管軸方向(x
2
)との間の角度である第二方位角(θ
MH2
)、および、鉛直面内における水平面(h)からの前記測定機器(4)の傾きである第二傾斜角(θ
MV2
)をそれぞれ測定する第二測定工程と、
前記第一測定工程で測定した前記第一方位角(θ
MH1
)および前記第一傾斜角(θ
MV1
)、ならびに、前記第二測定工程で測定した前記第二方位角(θ
MH2
)および前記第二傾斜角(θ
MV2
)から、前記第一管体(1)と前記第二管体(2)との間の屈曲角(θ)を算出する算出工程と、
を有することを特徴とする管継手の屈曲角測定方法。
続きを表示(約 650 文字)
【請求項2】
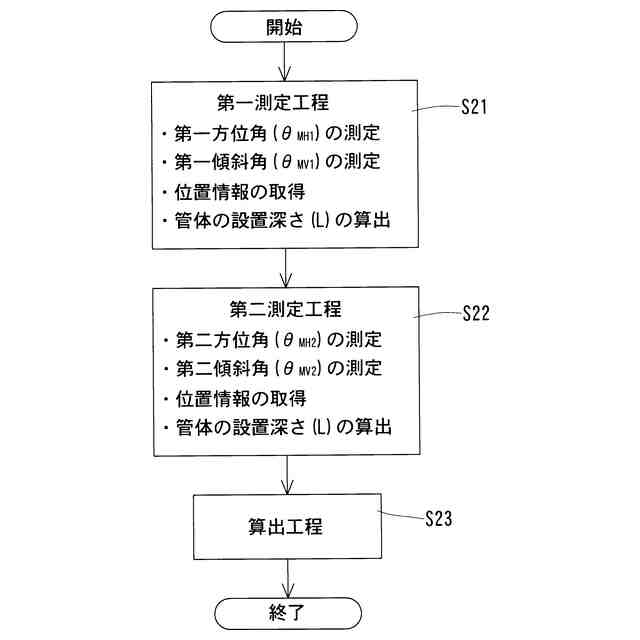
前記測定機器(4)が、グローバル・ポジショニング・システム機能を備えており、前記第一測定工程および前記第二測定工程の実施位置の位置情報を得ることが可能な請求項1に記載の管継手の屈曲角測定方法。
【請求項3】
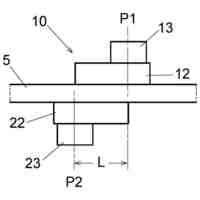
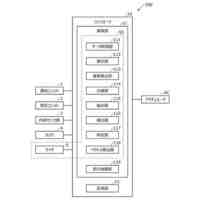
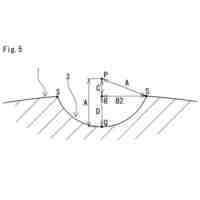
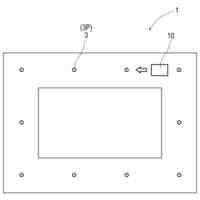
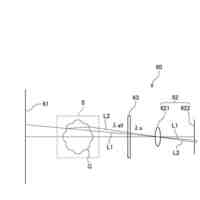
前記測定機器(4)が、カメラ(8)と、当該カメラ(8)で撮影された画像を表示するディスプレイ(9)を備えるとともに、前記ディスプレイ(9)の所定位置に基準表示(10)が表示されるようになっており、前記第一測定工程および前記第二測定工程において、前記カメラ(8)が前記管体(1、2)の管軸方向と平行な方向を向いた前記測定機器(4)の基準姿勢から、前記測定機器(4)を前記基準治具(3)の前記所定位置に載置された状態のまま前記管軸方向を含む鉛直面内で揺動させて、前記基準表示(10)が前記ディスプレイ(9)に表示される前記管体(1、2)の所定の管位置と一致したときの前記基準姿勢からの揺動角度と、前記基準表示(10)が前記ディスプレイ(9)に表示される前記所定の管位置の真上の地表面と一致したときの前記基準姿勢からの揺動角度、をそれぞれ記録し、前記両揺動角度と前記カメラ(8)の前記管体(1、2)の表面からの高さから、地表面から前記所定の管位置までの深さ(L)を算出する請求項2に記載の管継手の屈曲角測定方法。
【請求項4】
前記測定機器(4)がスマートデバイス(4)である請求項1から3のいずれか1項に記載の管継手の屈曲角測定方法。
発明の詳細な説明
【技術分野】
【0001】
この発明は、管継手の屈曲角測定方法に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
例えば、上下水道、工業用水道、農業用水道などの管路の配管接合においては、継手を破損させることなく確実に接合を行うとともに、接合後の継手性能を確保するため、管種に応じた施工管理の手法や基準が定められている。特に近年は耐震化が求められることから、狭い掘削幅で布設可能なGX形ダクタイル鉄管やNS管(E種管)の需要が増大しているが、高品質な管路を構築するための施工管理の一つとして、接合時の継手角度の確認が必要となる。
【0003】
この継手角度の確認手段の一つとして、図16に示すように、継手の屈曲外側と屈曲内側とで、挿し側管体20の端部に形成された環状の白線21と受け側管体22の受口端面との間の寸法a1、a2をそれぞれ測定し、次の(1)式に基づいて継手の屈曲角θを算出する手段がある。このように屈曲角θを算出して許容曲げ角度の管理を行っている。
θ=tan
-1
((a1-a2)/D) (1)
【0004】
この屈曲角の測定においては、例えば下記特許文献1に示すように、接合部を撮像装置で上方から撮像し、その画像からエッジを抽出して屈曲角を求める手法も提案されている(特許文献1の段落0081、図9(b)などを参照)。
【先行技術文献】
【特許文献】
【0005】
特許第6178692号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
図16に示すように白線21と受口端面との間の寸法差から継手の屈曲角θを算出する方法は、上記の(1)式に基づいてその測定値から屈曲角に換算する必要があるが、施工現場での計算作業は煩わしく、作業者の負担となるとともに施工効率が低下する問題がある。また、寸法の測定作業は作業者の熟練度や測定環境などによって誤差が生じやすい。また、鉛直方向の屈曲を算出するためには管底での寸法の測定作業を要し、作業が困難な場合もある。また、測定間隔が粗いことが多く、角度管理が正確に行われているか否か判断できないこともある。また、特許文献1の構成は、水平面内での屈曲角を求めることができても、鉛直面内での屈曲角を求めることはできない。
【0007】
そこで、この発明は、管路の屈曲方向にかかわらず、正確かつ簡便に屈曲角を測定することを課題とする。
【課題を解決するための手段】
【0008】
上記の課題を解決するため、この発明では、
接続された第一管体と第二管体との間の屈曲角を測定する管継手の屈曲角測定方法において、
前記第一管体に基準治具をセットした上で、互いに直交する3軸の重力加速度の方向に対する傾斜を測定する加速度センサと、前記3軸のそれぞれの軸周りの回転角度を測定する角速度センサと、を備えた測定機器を前記基準治具の予め定めた所定位置に前記各センサの測定結果に基づき載置し、前記測定機器で、水平面内における予め定められた基準線と前記第一管体の管軸方向との間の角度である第一方位角、および、鉛直面内における水平面からの前記測定機器の傾きである第一傾斜角をそれぞれ測定する第一測定工程と、
前記第二管体に前記基準治具をセットした上で、前記測定機器を前記基準治具の前記所定位置に前記各センサの測定結果に基づき載置し、前記測定機器で、水平面内における前記基準線と前記第二管体の管軸方向との間の角度である第二方位角、および、鉛直面内における水平面からの前記測定機器の傾きである第二傾斜角をそれぞれ測定する第二測定工程と、
前記第一測定工程で測定した前記第一方位角および前記第一傾斜角、ならびに、前記第二測定工程で測定した前記第二方位角および前記第二傾斜角から、前記第一管体と前記第二管体との間の屈曲角を算出する算出工程と、
を有することを特徴とする管継手の屈曲角測定方法を構成した。
【0009】
このようにすると、測定機器の各センサ(6軸センサ)を用いて各管体で測定した第一方位角と第一傾斜角、および、第二方位角と第二傾斜角から、管路の屈曲方向にかかわらず、正確かつ簡便に屈曲角を測定することができる。また、管底での測定作業が不要となるためその作業が簡便となるとともに、作業者の熟練度や測定環境などによる誤差を低減することができる。
【0010】
前記構成においては、
前記測定機器が、グローバル・ポジショニング・システム機能を備えており、前記第一測定工程および前記第二測定工程の実施位置の位置情報を得ることが可能とするのが好ましい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社栗本鐵工所
管継手の屈曲角測定方法
1日前
個人
通電検査装置
5日前
個人
光フアィバー距離計測器
7日前
個人
光フアィバー距離計測器
7日前
日本精機株式会社
位置検出装置
1日前
個人
バッテリ用交流電流供給装置
7日前
株式会社ハシマ
検針機
4日前
東ソー株式会社
自動分析装置及び方法
1日前
シスメックス株式会社
分析装置
11日前
富士電機株式会社
放射線検出器
6日前
DIC株式会社
測定装置
6日前
株式会社ヨコオ
シートコンタクタ
1日前
株式会社タムラ製作所
電流検出器
11日前
本田技研工業株式会社
物体検出装置
4日前
日鉄テックスエンジ株式会社
情報処理装置
11日前
本田技研工業株式会社
物体検出装置
4日前
スタンレー電気株式会社
車両前方視認装置
4日前
スタンレー電気株式会社
車両前方視認装置
4日前
矢崎総業株式会社
電流センサ
5日前
ダイハツ工業株式会社
凹部の深さ測定方法
4日前
株式会社エイアンドティー
生体試料分析装置
11日前
愛知製鋼株式会社
測量方法及び測量システム
11日前
株式会社日本マイクロニクス
プローブ
11日前
アズビル株式会社
温度測定システムおよび方法
11日前
JRCモビリティ株式会社
充電用温度判定回路
1日前
株式会社テイエルブイ
厚さ測定装置及び厚さ測定方法
6日前
セイコーエプソン株式会社
干渉計
1日前
株式会社SCREENホールディングス
観察装置
7日前
株式会社東芝
測距装置
11日前
内山工業株式会社
分析装置用部材
今日
日東電工株式会社
分析システム、分析方法
11日前
株式会社JVCケンウッド
撮像装置及び測距方法
4日前
浜松ホトニクス株式会社
分光計測装置
5日前
株式会社デンソー
エネルギー予測装置
12日前
日東建設株式会社
ボルト・ナットの健全性検査装置
4日前
セイコーエプソン株式会社
電子デバイス
5日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ