TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025049858
公報種別
公開特許公報(A)
公開日
2025-04-04
出願番号
2023158322
出願日
2023-09-22
発明の名称
凹部の深さ測定方法
出願人
ダイハツ工業株式会社
代理人
個人
主分類
G01B
21/18 20060101AFI20250327BHJP(測定;試験)
要約
【課題】測定結果が測定者によってばらつき難く、凹部の深さを正確に測定できる凹部の深さ測定方法を提供する。
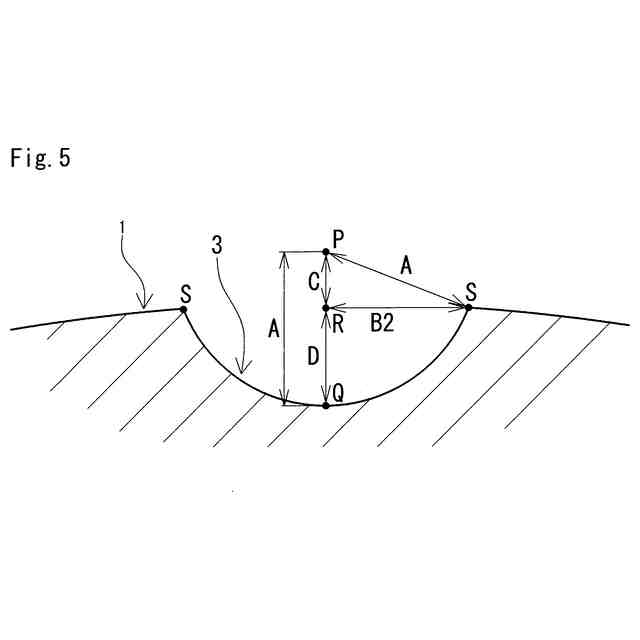
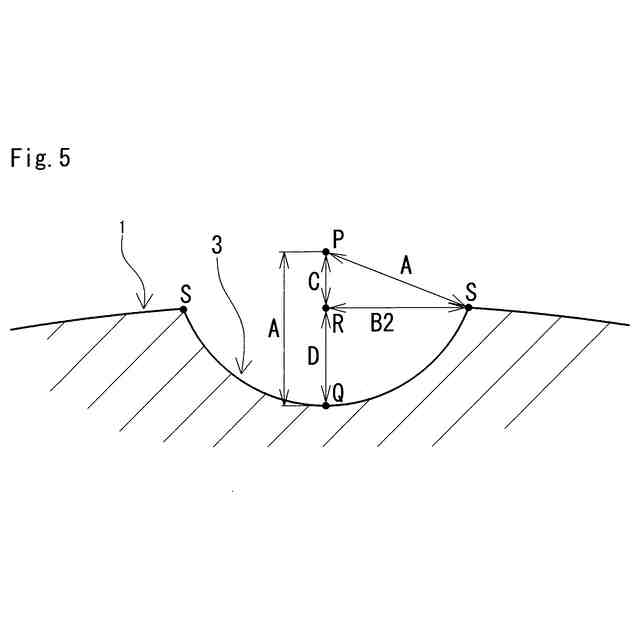
【解決手段】工具により断面半円形の凹部が形成された表面形状を有するベース部材を準備する工程と、前記表面形状を転写することにより前記凹部に対応した突部を有する転写材を作製する工程と、前記突部の幅を測定する工程と、前記工具の先端部の半径Aおよび前記突部の幅Bを用いて、三平方の定理により、前記半径Aを二乗した値から前記突部の幅Bの半分を二乗した値を減算した値の平方根で算出される長さCを求める工程と、前記半径Aから前記長さCを減算した値を前記凹部の深さとみなす工程と、を備える、凹部の深さ測定方法。
【選択図】図5
特許請求の範囲
【請求項1】
工具により断面半円形の凹部が形成された表面形状を有するベース部材を準備する工程と、
前記表面形状を転写することにより前記凹部に対応した突部を有する転写材を作製する工程と、
前記突部の幅を測定する工程と、
前記工具の先端部の半径Aおよび前記突部の幅Bを用いて、三平方の定理により、前記半径Aを二乗した値から前記突部の幅Bの半分を二乗した値を減算した値の平方根で算出される長さCを求める工程と、
前記半径Aから前記長さCを減算した値を前記凹部の深さとみなす工程と、を備える、
凹部の深さ測定方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、凹部の深さ測定方法に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
特許文献1には、素材表面に存在する穴の深さを測り、その結果をデジタル表示する測定器が開示されている。この測定器は、測定器本体とスライドとの相対位置の差によって穴の深さを測る。測定器本体には、穴の底部に接触させる接触針が装着されている。スライドには、素材表面に接触させる接触脚が装着されている。
【先行技術文献】
【特許文献】
【0003】
実用新案登録第3085469号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1に開示される測定器では、接触針が穴の底部に接触する力が測定者によって異なると、測定結果にばらつきが生じ得る。素材表面が湾曲面である場合、特許文献1に開示される測定器では、素材表面に対する接触脚の位置によっては、穴に対して挿入される接触針の向きが定まらず、接触針を穴の最も深い最下点に接触させ難く、測定結果にばらつきが生じ得る。
【0005】
本発明の目的の一つは、測定結果が測定者によってばらつき難く、凹部の深さを正確に測定できる凹部の深さ測定方法を提供することにある。
【課題を解決するための手段】
【0006】
本発明の一態様に係る凹部の深さ測定方法は、工具により断面半円形の凹部が形成された表面形状を有するベース部材を準備する工程と、前記表面形状を転写することにより前記凹部に対応した突部を有する転写材を作製する工程と、前記突部の幅を測定する工程と、前記工具の先端部の半径Aおよび前記突部の幅Bを用いて、三平方の定理により、前記半径Aを二乗した値から前記突部の幅Bの半分を二乗した値を減算した値の平方根で算出される長さCを求める工程と、前記半径Aから前記長さCを減算した値を前記凹部の深さとみなす工程と、を備える。
【発明の効果】
【0007】
本発明の凹部の深さ測定方法では、特許文献1に開示されるようにダイレクトに凹部の深さを測定する測定器を用いることなく、凹部の深さを正確に得ることができる。工具で凹部を形成するため、工具の先端部の半径Aを用いて凹部の深さを算出することに何ら問題はない。転写材の突部は凹部の寸法および形状に対応しており、かつ後述するように突部の幅は測定者によらず一定に測定し易いため、突部の幅Bを用いて凹部の深さを算出することにも何ら問題はない。計算によって凹部の深さを導き出せるため、測定結果が測定者によってばらつき難く、凹部の深さを正確に得ることができる。
【0008】
本発明の凹部の深さ測定方法では、凹部に対応した突部を有する転写材を、凹部の深さを示すエビデンスとして残すことができる。
【図面の簡単な説明】
【0009】
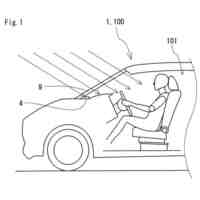
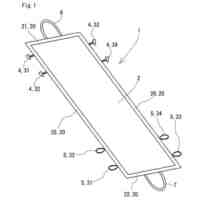
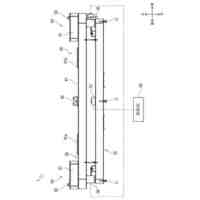
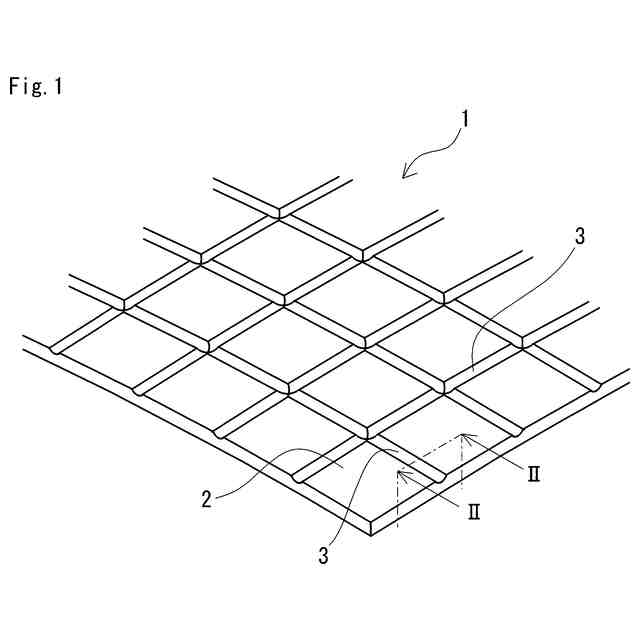
図1は、実施形態の凹部の深さ測定方法において、準備するベース部材の一例を示す概略部分斜視図である。
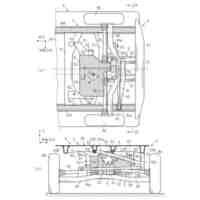
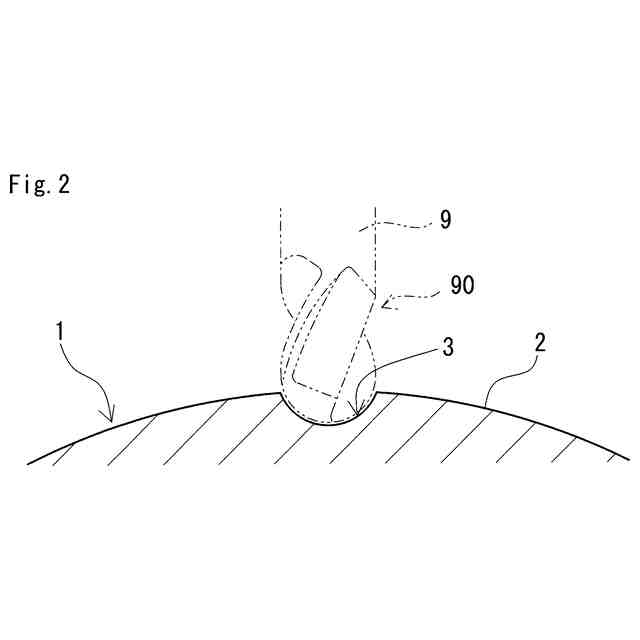
図2は、図1のII-II断面図である。
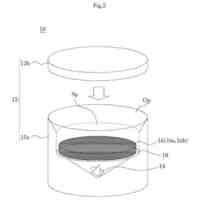
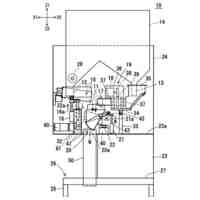
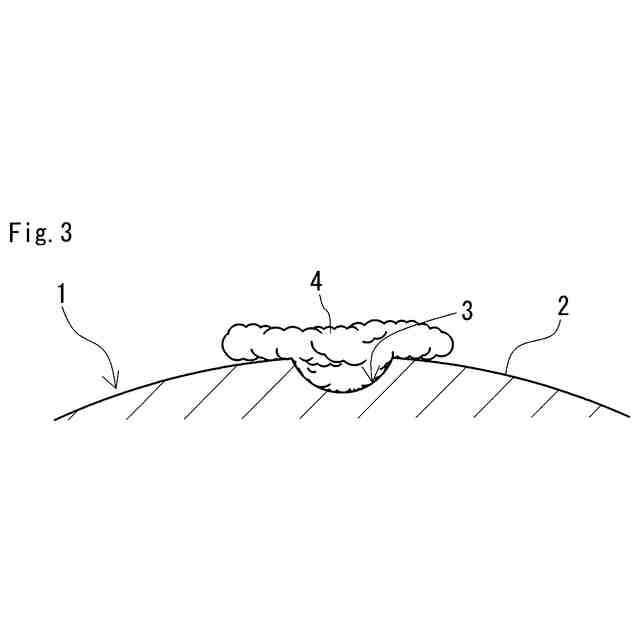
図3は、実施形態の凹部の深さ測定方法において、転写材を作製する工程を示す説明図である。
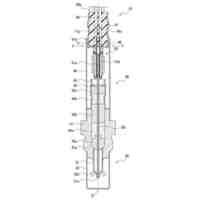
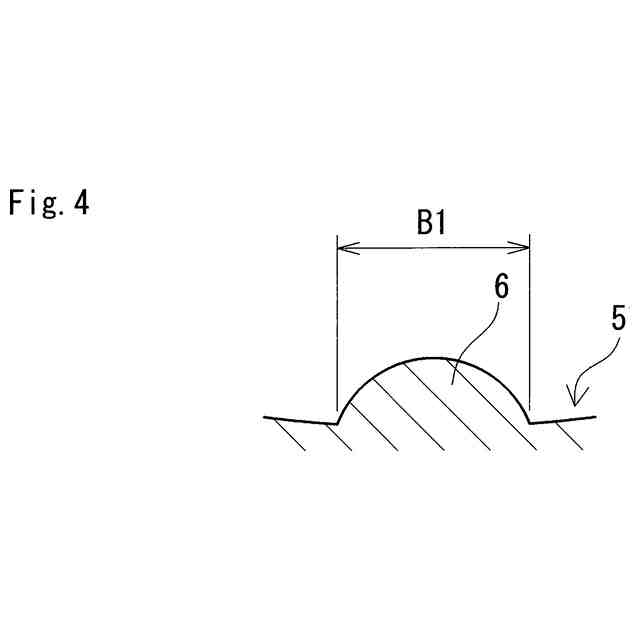
図4は、実施形態の凹部の深さ測定方法において、転写材の突部を示す断面図である。
図5は、実施形態の凹部の深さ測定方法において、凹部の深さの求め方を示す説明図である。
【発明を実施するための形態】
【0010】
本発明の凹部の深さ測定方法を、図面を参照して説明する。図中の同一符号は同一名称物を示す。各図面では、説明の便宜上、構成の一部を誇張または簡略化して示す場合がある。図面における各部の寸法比も実際と異なる場合がある。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
ダイハツ工業株式会社
車両
10日前
ダイハツ工業株式会社
電動車
4日前
ダイハツ工業株式会社
試料セル
3日前
ダイハツ工業株式会社
車両構造
12日前
ダイハツ工業株式会社
車両構造
13日前
ダイハツ工業株式会社
シートカバー
12日前
ダイハツ工業株式会社
距離算定装置
17日前
ダイハツ工業株式会社
車両用制御装置
11日前
ダイハツ工業株式会社
無人搬送車の制御方法
18日前
ダイハツ工業株式会社
バイオガス生成システム
5日前
ダイハツ工業株式会社
車両用保護カバー固定構造
19日前
ダイハツ工業株式会社
無人搬送装置及びその制御方法
13日前
トヨタ自動車株式会社
蓄電装置および蓄電装置の製造方法
3日前
個人
粒子分析装置
3日前
個人
アクセサリー型テスター
4日前
日本精機株式会社
位置検出装置
20日前
東レ株式会社
シート状物の検査方法
18日前
株式会社ミツトヨ
画像測定機
5日前
エイブリック株式会社
電流検出回路
17日前
栄進化学株式会社
浸透探傷用濃縮液
10日前
株式会社テイエルブイ
振動検出装置
3日前
株式会社チノー
放射光測温装置
17日前
東ソー株式会社
自動分析装置及び方法
20日前
ダイハツ工業株式会社
試料セル
3日前
トヨタ自動車株式会社
電気自動車
4日前
大和製衡株式会社
計量装置
10日前
株式会社 キョーワ
食品搬送装置
17日前
日本特殊陶業株式会社
ガスセンサ
17日前
日本特殊陶業株式会社
ガスセンサ
17日前
理研計器株式会社
ガス検出器
5日前
大成建設株式会社
画像表示システム
13日前
株式会社熊谷組
計測システム
10日前
日本碍子株式会社
ガスセンサ
17日前
理研計器株式会社
ガス検出器
5日前
理研計器株式会社
ガス検出器
5日前
理研計器株式会社
ガス検出器
5日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ