TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025051097
公報種別
公開特許公報(A)
公開日
2025-04-04
出願番号
2023160019
出願日
2023-09-25
発明の名称
蓄電装置の製造方法
出願人
トヨタ自動車株式会社
,
株式会社豊田自動織機
代理人
個人
,
個人
,
個人
主分類
H01M
50/121 20210101AFI20250328BHJP(基本的電気素子)
要約
【課題】スペーサの厚み段差をなくし、電極と積層して蓄電装置を作製した際に、気密漏れを防止できる、蓄電装置の製造方法を提供する。
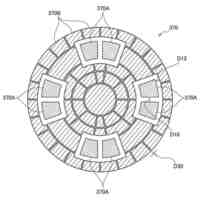
【解決手段】蓄電装置の製造方法であって、複数の樹脂板を重ね合わせてスペーサを作製する際に該樹脂板の重なり部、または、該重なり部の周囲に肉抜きを形成し、該重なり部を加熱圧縮することでスペーサを作製する工程を有する、蓄電装置の製造方法。
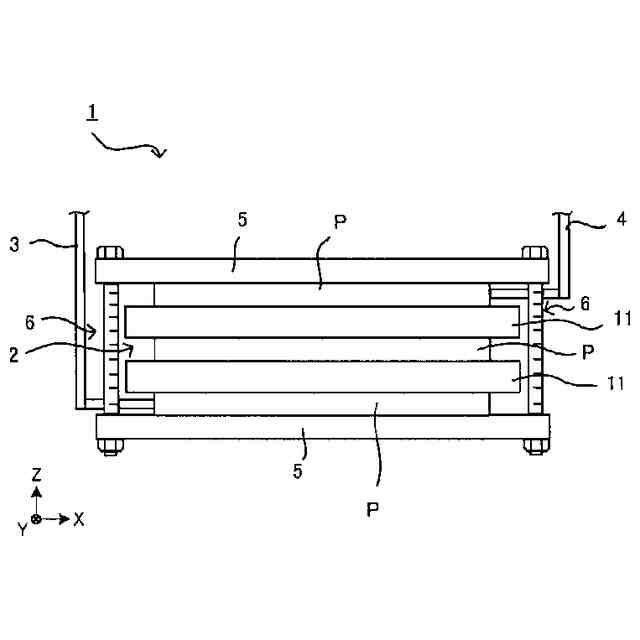
【選択図】図5
特許請求の範囲
【請求項1】
蓄電装置の製造方法であって、複数の樹脂板を重ね合わせてスペーサを作製する際に該樹脂板の重なり部、または、該重なり部の周囲に肉抜きを形成し、該重なり部を加熱圧縮することでスペーサを作製する工程を有する、蓄電装置の製造方法。
続きを表示(約 290 文字)
【請求項2】
前記肉抜きの面積が、前記樹脂板の重なり部の面積と同一である、請求項1に記載の蓄電装置の製造方法。
【請求項3】
前記樹脂板の重なり部に前記肉抜きを設ける、請求項1または2に記載の蓄電装置の製造方法。
【請求項4】
前記樹脂板の重なり部の周囲であって、該重なり部の外縁から20mm以内の位置に、前記肉抜きを設ける、請求項1または2に記載の蓄電装置の製造方法。
【請求項5】
150~200℃、5~10Nで前記樹脂板の重なり部を加熱圧縮することでスペーサを得る、請求項1または2に記載の蓄電装置の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本願は、蓄電装置の製造方法に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
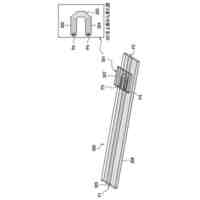
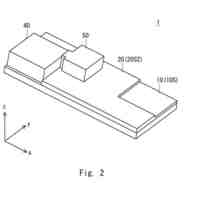
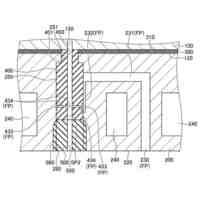
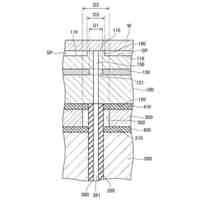
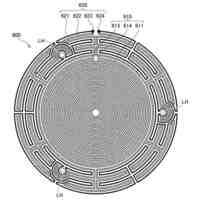
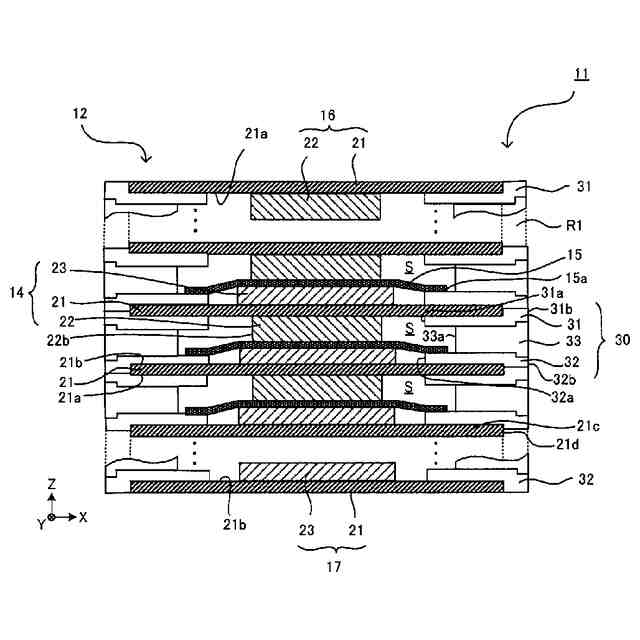
樹脂枠(第1シール層、第2シール層)を有するバイポーラ電極と、枠状のスペーサ層と、を積層して、樹脂枠とスペーサ層の端面を溶着することで蓄電モジュールが製造される(例えば、特許文献1)。
特許文献2にも、樹脂枠を使用した蓄電モジュールの製造方法が記載されている。
【先行技術文献】
【特許文献】
【0003】
特開2023-046589号公報
特開2019-102127号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
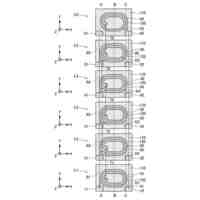
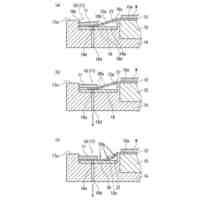
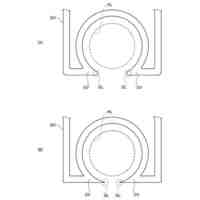
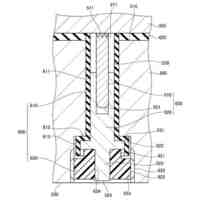
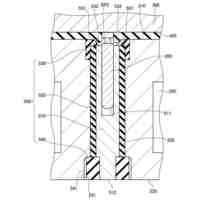
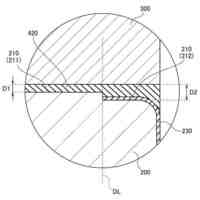
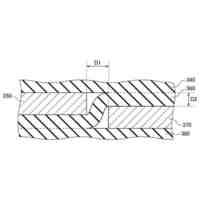
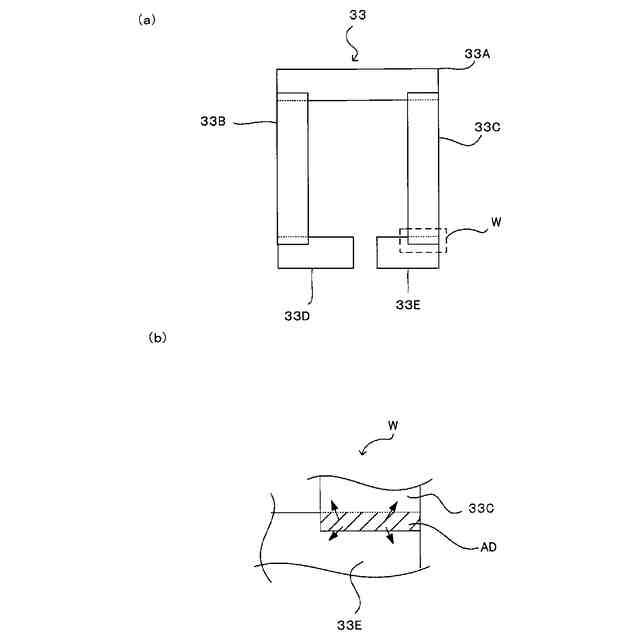
スペーサ(スペーサ層)は枠状に並べた複数の樹脂板を溶着して作成する。スペーサの作製の際、樹脂板の重なり合う部分には厚み段差が発生する。その結果、スペーサをバイポーラ電極と共に積層した後の樹脂枠とスペーサとの積層部には、厚み段差に起因する微小な隙間が発生する。このように微小な隙間が発生した状態で、樹脂枠とスペーサとの端面を溶着すると、溶着部に当該隙間に起因するボイドが発生し、端面の溶着不良に繋がる虞がある。端面の溶着不良は、蓄電装置の気密漏れの原因となり、好ましくない。
【0005】
本願の課題は、スペーサの厚み段差をなくし、電極と積層して蓄電装置を作製した際に、気密漏れを防止できる、蓄電装置の製造方法を提供することである。
【課題を解決するための手段】
【0006】
上記課題を解決するために、本発明者が鋭意検討した結果、以下の事項を見出した。
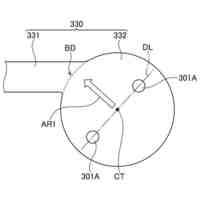
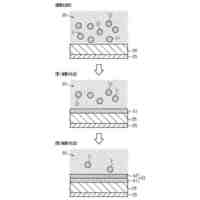
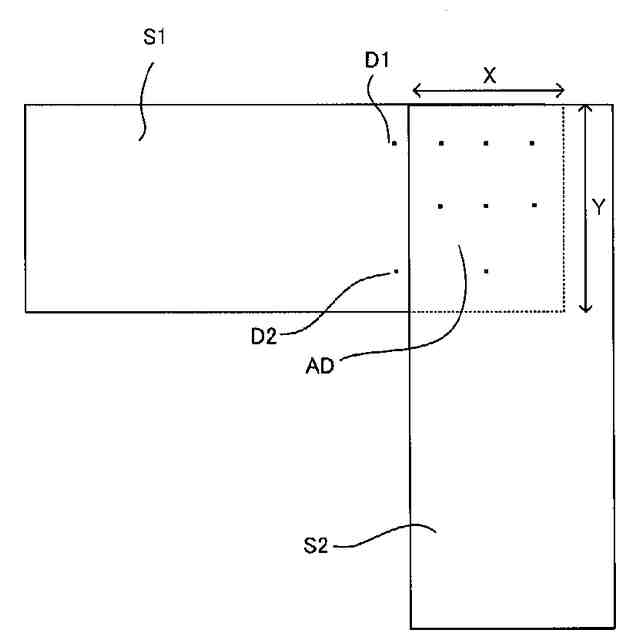
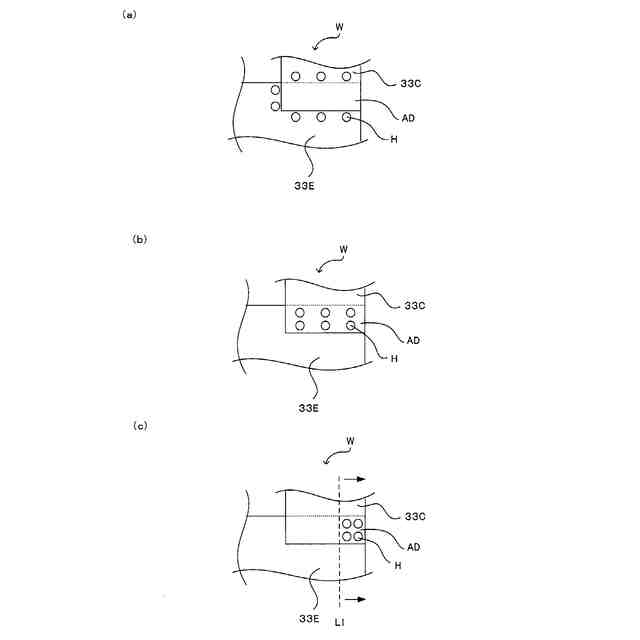
・樹脂板を溶着してスペーサを作製する際に、スペーサの重なり部の近くに肉抜き部を設けて、厚み調整した時の樹脂の逃げ場を確保することで、スペーサの厚み均一性を確保可能となる。
【0007】
上記に基づいて、本発明者らは、以下の発明を完成させた。
[1] 蓄電装置の製造方法であって、複数の樹脂板を重ね合わせてスペーサを作製する際に該樹脂板の重なり部、または、該重なり部の周囲に肉抜きを形成し、該重なり部を加熱圧縮することでスペーサを作製する工程を有する、蓄電装置の製造方法。
【0008】
[2] 前記肉抜きの面積が、前記樹脂板の重なり部の面積と同一である、[1]に記載の蓄電装置の製造方法。
[3] 前記樹脂板の重なり部に前記肉抜きを設ける、[1]または[2]に記載の蓄電装置の製造方法。
【0009】
[4] 前記樹脂板の重なり部の周囲であって、該重なり部の外縁から20mm以内の位置に、前記肉抜きを設ける、[1]~[3]のいずれかに記載の蓄電装置の製造方法。
[5] 150~200℃、5~10Nで前記樹脂板の重なり部を加熱圧縮することでスペーサを得る、[1]~[4]のいずれかに記載の蓄電装置の製造方法。
【発明の効果】
【0010】
本発明の蓄電装置の製造方法によると、スペーサの厚み段差をなくし、電極と積層して蓄電装置を作成した際に、気密漏れを防止できる。
【図面の簡単な説明】
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPatで参照する
関連特許
キヤノン株式会社
通信装置
2日前
日本電気株式会社
光学モジュール
2日前
TDK株式会社
コイル部品
2日前
株式会社東京精密
ワーク保持装置
1日前
株式会社東芝
半導体装置
1日前
ローム株式会社
半導体発光装置
1日前
TDK株式会社
電子部品
1日前
ローム株式会社
半導体発光装置
1日前
日本航空電子工業株式会社
複共振アンテナ
2日前
株式会社エム・ディ・インスツルメンツ
X線源装置
2日前
住友重機械工業株式会社
超伝導磁石装置
2日前
株式会社東芝
磁性楔及び回転電機
2日前
富士電機株式会社
半導体装置
2日前
TOTO株式会社
静電チャック
1日前
TOTO株式会社
静電チャック
1日前
TOTO株式会社
静電チャック
1日前
TOTO株式会社
静電チャック
1日前
TOTO株式会社
静電チャック
1日前
TOTO株式会社
静電チャック
1日前
TOTO株式会社
静電チャック
1日前
TOTO株式会社
静電チャック
1日前
TOTO株式会社
静電チャック
1日前
TOTO株式会社
静電チャック
1日前
トヨタバッテリー株式会社
非水二次電池の製造方法
2日前
TOTO株式会社
静電チャック
1日前
株式会社VOICE
カバー付きプラグ
1日前
アルプスアルパイン株式会社
入力装置
1日前
矢崎総業株式会社
ジョイント端子
1日前
トヨタ自動車株式会社
電池製造装置及び電池製造方法
2日前
住友電装株式会社
コネクタ
1日前
住友電装株式会社
コネクタ
1日前
住友電装株式会社
コネクタ
1日前
キオクシア株式会社
半導体装置の製造方法
2日前
日本特殊陶業株式会社
セラミックスヒータおよび保持部材
1日前
精材科技股ふん有限公司
ウェハ真空キャリア
2日前
株式会社ディスコ
搬送システム
1日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ